„чивают па передвижной балке 3 в необходимых местах в зависимости от размера собираемого таврового узла.
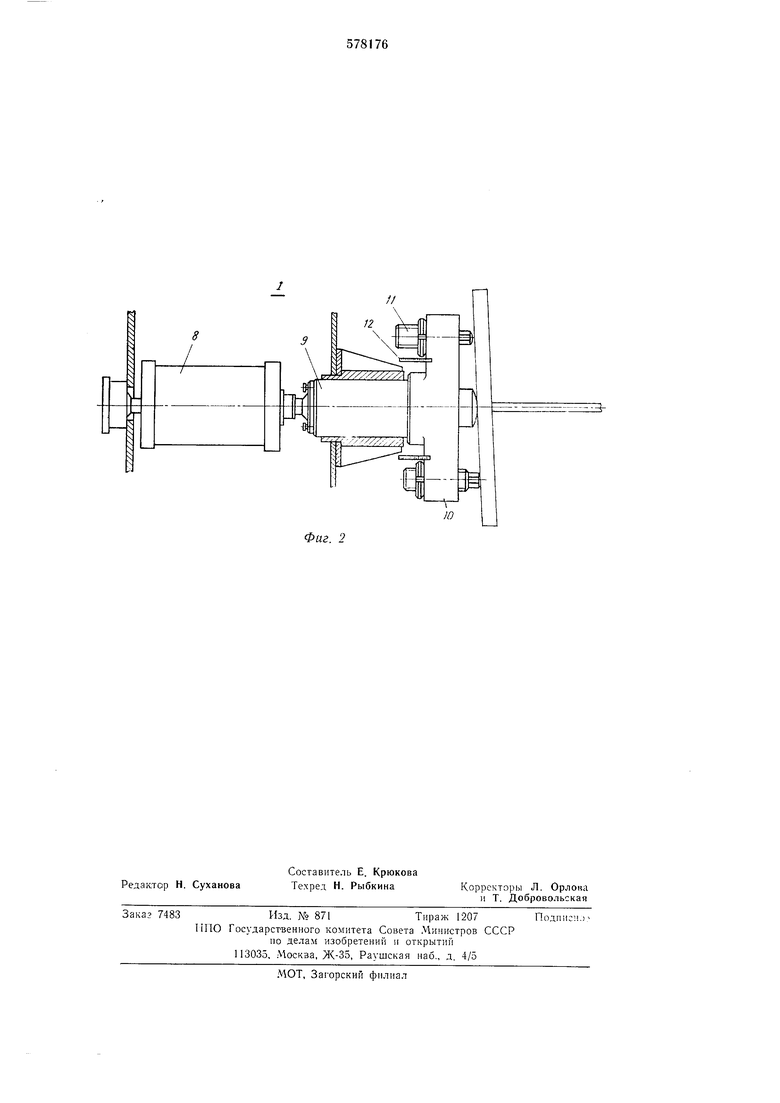
Для обеспечения технологического наклона иолки узла выдвигают уиоры 11 на необходимую величину, устанавливаемую ио градуировочной шкале 12.
С помощью вертикальных ирижимов о приж-имают стенку узла к оиорам 2, подводят прижимы для обеспечения технологического наклона полкп узла, а затем производят прнжим полки к стенке узла лишь в месте пересечения этих эле.чептов выдвижением плунжера 9.
После нрнжатня элементов н их прихватки прижимы отводят, передвижную балку 3 перемеш,ают на место следуюш,ей прихватки, и цикл повторяется.
Обеспечеиие передачи прпжимного усилия в предложенном устройстве лишь в местах пересечения элементов узла позволяет повысить качество сборки и сварки узлов таврового сечения.
Ф о р м у л а и 3 о б р е т е н и я Устройство д.1я сборкн под сварку узлоз
1аврового сечения, содержащее станину с опорами для изделия, иередвижпую балку с прижимами и каретку, па щтоке силового цилиндра которой шарнирно закреплен прижим для обеспечения технологического наклона элементов узла, о т л ИЧ а ю щ е е с я тем, что, с целью повыщения качества сварки за счет обеспечения передачи прижимного усилия в местах пересечения элементов узла, прижим для обеспечения технологического иакло:1а элементов узла выполнен в виде плунжера с закрепленным на нем кронштейном, оснащенным двумя регулируемыми выдвижными уиорами, причем опорные поверхности упоров i; плунжера выполнены сферическими.
Источники информации, припятые во виимание ири экспертизе:
1. Общемащиностроительные типовые м руководящие материалы «Оборудование длч комплексной механизации сварочного производства ОМТРМ 5436-006-67, ч. 3, стр. 40.
2. Авторское свидетельство СССР N« 444702, кл. В 23 К 37/04, 14.08.72.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Устройство для сборки под сварку решетчатых ферм | 1989 |
|
SU1683940A1 |
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Стенд для сборки под сварку нижнегозАМыКАющЕгО пОяСА C "п"-ОбРАзНОйбАлКОй, ВКлючАющЕй бОКОВыЕ ВЕРТиКАль-НыЕ СТЕНКи | 1978 |
|
SU816732A1 |
| Устройство для сборки балок набора с обшивкой корпуса судна | 1982 |
|
SU1011442A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
| Способ сварки плавлением | 1979 |
|
SU863236A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |