фиг.2 Ц
Изобретение относится к сварке, в частности к вспомогательным сборочно-сва- рочным устройствам, и может быть использовано при выполнении сварочных работ по сборке и сварке элементов фермы.
Цель изобретения - повышение производительности, качества и расширение технологических возможностей путем обеспечения осуществления сварки одновременно с точной фиксацией свариваемых элементов.
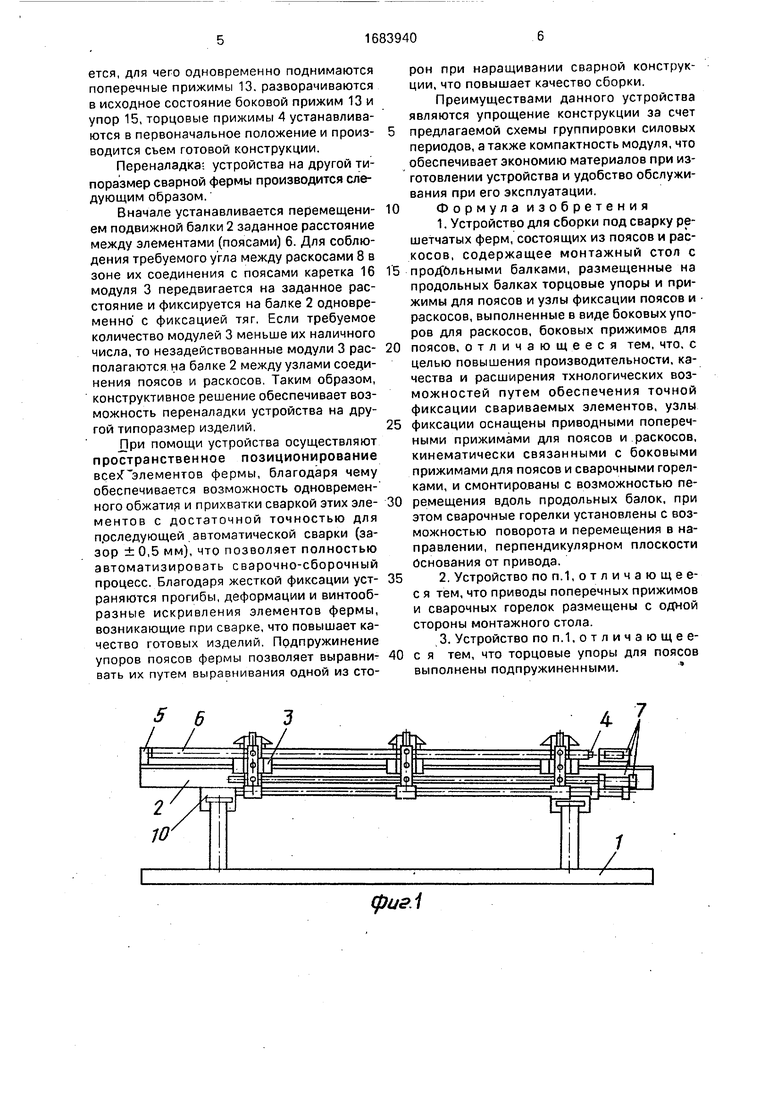
На фиг.1 изображено устройство, вид спереди; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.2; на фиг. 4 - разрез на фиг.З.
Устройство для сборки под сварку решетчатых ферм состоит из монтажного сто- ла 1, содержащего две подвижные продольные балки 2, на которых установлены узлы 3 фиксации, торцовые прижимы 4 и торцовые упоры 5 для поясов 6 фермы, а также силовые приводы 7 для позиционирования поясов 6, раскосов 8 и сварочных горелок 9. Каждая балка расположена на суппортах 10.
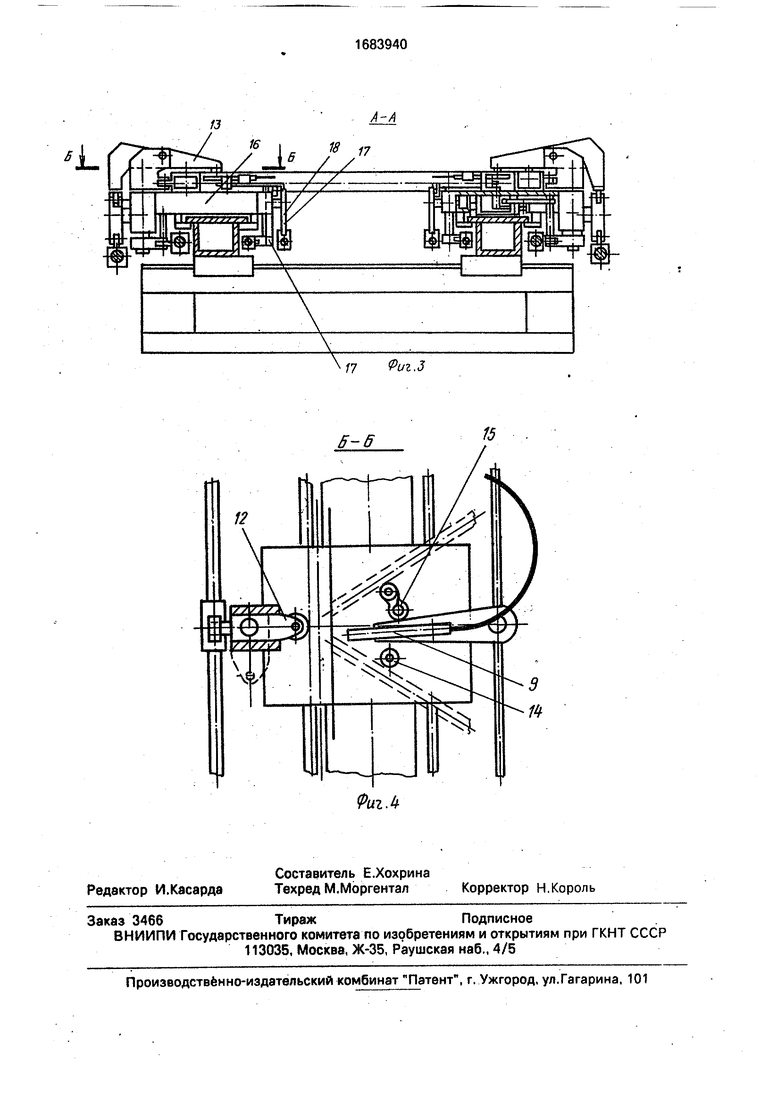
Узел 3 фиксации состоит из сварочной горелки 9 и механизма 11 комбинированного жесткого обжатия элементов фермы, содержащего боковой 12 и поперечный 13 прижимы элементов фермы, а также два боковых упора для раскосов 8 - неподвижный 14 и подвижный 15.
Боковой прижим 12 представляет собой поворотный рычаг, имеющий возможность перемещаться в горизонтальной плоскости, а поперечный прижим 13 выполнен в виде поворотного рычага, имеющего возможность перемещаться в вертикальной плоскости монтажного стола 1. Прижимы 12 и 13 кинематически связаны между собой.
Узел 3 фиксации смонтирован на каретке с возможностью перемещения вдоль балки 2. Все силовые приводы 7, а также торцовой прижим 5 поясов б фермы расположены на одном торце балки 2. Торцовой упор 4 поясоэ б и опорные поверхности боковых прижимов 12 в узле 3 выполнены подпружиненными (не показано).
Сварочная горелка 9 снабжена механизмом 17 поворота и механизмом 18 подъема. Все механизмы устройства (прижимные, поворотные, подъемные) связаны с соответствующими силовыми приводами с помощью тяг 19.
Устройство работает следующим образом.
В горизонтальной плоскости монтажного стола 1 укладывают все элементы фермы; пояса 6 и раскосы 8. Расстояние между продольными балками 2 установлено по заданной высоте фермы с помощью суппортов 10 а количество узлов 3 соответствует числу зон соединения поясов б и раскосов 8.
Вначале осуществляется фиксация поясов 6 фермы путем срабатывания торцовых прижимов 4, перемещающих пояса 6 до подпружиненных упоров 5. При этом пневмоци- линдр 4 прижима давит на торец пояса 6 фермы, выдвигаясь до конца штока и сжимая пружину упора 5 (не показано). После торцовой фиксации поясов 6 торцовые прижимы 4 выполняют роль жестких базовых элементов, а подпружиненные упоры 5 - поджимных элементов в течение всего дальнейшего процесса сборки.
Затем происходит комбинированное горизонтальное и вертикальное обжатие элементов фермы в зоне соединения поясов 6 с раскосами 8, При этом одна из продольных
балок 2 является опорной, а другая под действием боковых прижимов 12 перемещает пояса б в горизонтальной плоскости навстречу друг другу, прижимая торцы раскосов 8 к боковым упорам 14 и 15, жестко
зафиксированным в процессе сборки и сварки фермы. В результате бокового прижатия позиционируются раскосы 8. Боковые прижимы 12 опорной балки 2 встречным усилием жестко фиксируют в горизонтальной плоскости зоны соединения поясов 6 с раскосами 8. При этом пневмо- цилиндры силовых приводов 7 поворачивают своими штоками рычажные механизмы, которые, в свою очередь, синхронно поворачивают боковые прижимы 12 всех узлов 3 фиксации.Одновременно с боковым обжа- тием фермы в рабочее положение устанавливаются поперечные прижимы 13 поясов б и раскосов 8, фиксирующие элементы фермы в вертикальном положении.
После жесткой фиксации поясов 6 и раскосов 8 механизмом 11 комбинированного обжатия элементов фермы производится автоматическая прихватка фермы сварочной горелкой 9 узла 3, устанавливающейся под поперечным прижимом 13 После поо чередной сварки первых точек всеми го релками 9 механизмом 17 осуществляется поворот горелок и сварка следующих точек
После сварки вторых точек горелки 9 меха низмом 18 опускаются и производите сварка третьих точек. Затем горелки 8 пово рачиваются в исходное положение механиз мом 17 и производится сварка четверть;
точек.
При необходимости количество точе1 автоматической прихватки можно ИЗМР нять.
После сварки горелки 9 поднимаются
исходное положение и ферма расфиксир
ется, для чего одновременно поднимаются поперечные прижимы 13. разворачиваются в исходное состояние боковой прижим 13 и упор 15, торцовые прижимы 4 устанавливаются в первоначальное положение и производится съем готовой конструкции.
Переналадка; устройства на другой типоразмер сварной фермы производится следующим образом.
Вначале устанавливается перемещением подвижной балки 2 заданное расстояние между элементами (поясами) 6. Для соблюдения требуемого угла между раскосами 8 в зоне их соединения с поясами каретка 16 модуля 3 передвигается на заданное расстояние и фиксируется на балке 2 одновременно с фиксацией тяг. Если требуемое количество модулей 3 меньше их наличного числа, то незадействованные модули 3 располагаются на балке 2 между узлами соединения поясов и раскосов. Таким образом, конструктивное решение обеспечивает возможность переналадки устройства на другой типоразмер изделий,
помощи устройства осуществляют пространственное позиционирование всех элементов фермы, благодаря чему обеспечивается возможность одновременного обжатия и прихватки сваркой этих элементов с достаточной точностью для прследующей автоматической сварки (зазор ±0,5 мм), что позволяет полностью автоматизировать сварочно-сборочный процесс. Благодаря жесткой фиксации устраняются прогибы, деформации и винтообразные искривления элементов фермы, возникающие при сварке, что повышает качество готовых изделий. Подпружинение упоров поясов фермы позволяет выравнивать их путем выравнивания одной из сторон при наращивании сварной конструкции, что повышает качество сборки.
Преимуществами данного устройства являются упрощение конструкции за счет
предлагаемой схемы группировки силовых периодов, а также компактность модуля, что обеспечивает экономию материалов при из- готовлении устройства и удобство обслуживания при его эксплуатации.
0 ф о р м у л а и з о б р е т е н и я
1. Устройство для сборки под сварку решетчатых ферм, состоящих из поясов и раскосов, содержащее монтажный стол с
5 продольными балками, размещенные на продольных балках торцовые упоры и прижимы для поясов и узлы фиксации поясов и раскосов, выполненные в виде боковых упоров для раскосов, боковых прижимов для
0 поясов, отличающееся тем, что. с целью повышения производительности, качества и расширения тхнологических возможностей путем обеспечения точной фиксации свариваемых элементов, узлы
5 фиксации оснащены приводными поперечными прижимами для поясов и раскосов, кинематически связанными с боковыми прижимами для поясов и сварочными горелками, и смонтированы с возможностью пе0 ремещения вдоль продольных балок, при этом сварочные горелки установлены с возможностью поворота и перемещения в направлении, перпендикулярном плоскости Основания от привода.
5 2. Устройство по п.1, от л и ч а ю щее- с я тем, что приводы поперечных прижимов и сварочных горелок размещены с одной стороны монтажного стола.
3. Устройство попЛ.отличающее0 с я тем, что торцовые упоры для поясов выполнены подпружиненными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки решетчатых ферм | 1982 |
|
SU1050841A1 |
| Кондуктор для сборки решетчатых ферм | 1978 |
|
SU767324A1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| Устройство для сборки под сварку ферм из прокатного профиля | 1976 |
|
SU575197A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Стенд для сборки под сварку нижнегозАМыКАющЕгО пОяСА C "п"-ОбРАзНОйбАлКОй, ВКлючАющЕй бОКОВыЕ ВЕРТиКАль-НыЕ СТЕНКи | 1978 |
|
SU816732A1 |
| Способ изготовления корпуса судна из блоков и устройство (его варианты) для его осуществления | 1982 |
|
SU1058824A1 |
| Устройство для сборки под сварку решетчатых ферм из труб | 1976 |
|
SU656787A1 |
Изобретение относится к сварке, в частности к вспомогательному оборудованию для сборочно-сварочных работ, и может быть использовано при изготовлении ферм. Цель изобретения - повышение производительности, качества и расширение технологических возможностей путем обеспечения осуществления сварки одновременно с точкой фиксацией свариваемых элементов В горизонтальной плоскости монтажного стола 1 укладывают все элементы фермы: пояс 6 и раскосы 8. Сначала осуществляется фиксация поясов фермы. Затем происходит обжатие элементов фермы в зоне соединения поясов 6 с раскосами 8. Боковые прижимы опорной балки 2 встречным усилием жестко фиксируют в горизонтальной плоскости зоны соединения поясов 6 с раскосами 8. После фиксации поясрв 6 и раскосов 8 производится прихватка первых точек, а затем и сварка следующих точек После сварки вторых точек производят сварку третьих точек, затем сварку четвертых точек При необходимости количество точек прихватки можно изменять. Благодаря этому появляется возможность автоматизировать сборочный процесс. 2 з.п.ф-rfbi, 4 ил. naoRri
фигА
6-6
17 Риг.З
| Авторское свидетельство СССР №1040841, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
