Изобретение относится преимущественно к обработке жаропрочных и титановых сплавов шлифовальными кругами и может быть использовано гтри обработке абразивными лентами.
Известны устройства для очистки шлифовальных инструментов в процессе резания, содержащие ультразвуковой, например, магнитострикционный преобразователь, связанный с волноводом, расположенным в герметичной камере, соединенной с напорным трубопроводом для подачи смазочно-охлаждающей жидкости (СОЖ) 1.
Очиша1оп;ее действие этих устройств недостаточно эффективно, особенно при обработке титановых и жаропрочных сплавов, когда не удается надежно исключить шлифовочные прижоги. Кроме того, в данных устройствах преобразователи быстро нагреваются, а их охлаждение известными приемами неэффективно.
Цель изобретения - повышение эффективности очистки за счет активации СОЖ ультразвуковыми колебаниями и работоспособности и надежности ультразвукового преобразователя за счет улучи ения его охлаждения.
Это достигается тем, что в предлагаемом устройстве герметичная камера, охватывающая
часть шлифовального инструмента, соединена с напорным трубопроводом черьо камеру охлаждения преобразователя.
В таком устройстве происходит эффективная активации СОЖ ультразвуковыми колебаниями, что резко повышает ее очищаюП1ие свойства, и обеспечивается эффективное охлаждение магнитострикционного преобразователя, что улучшает его работоспособность и, надежность.
0
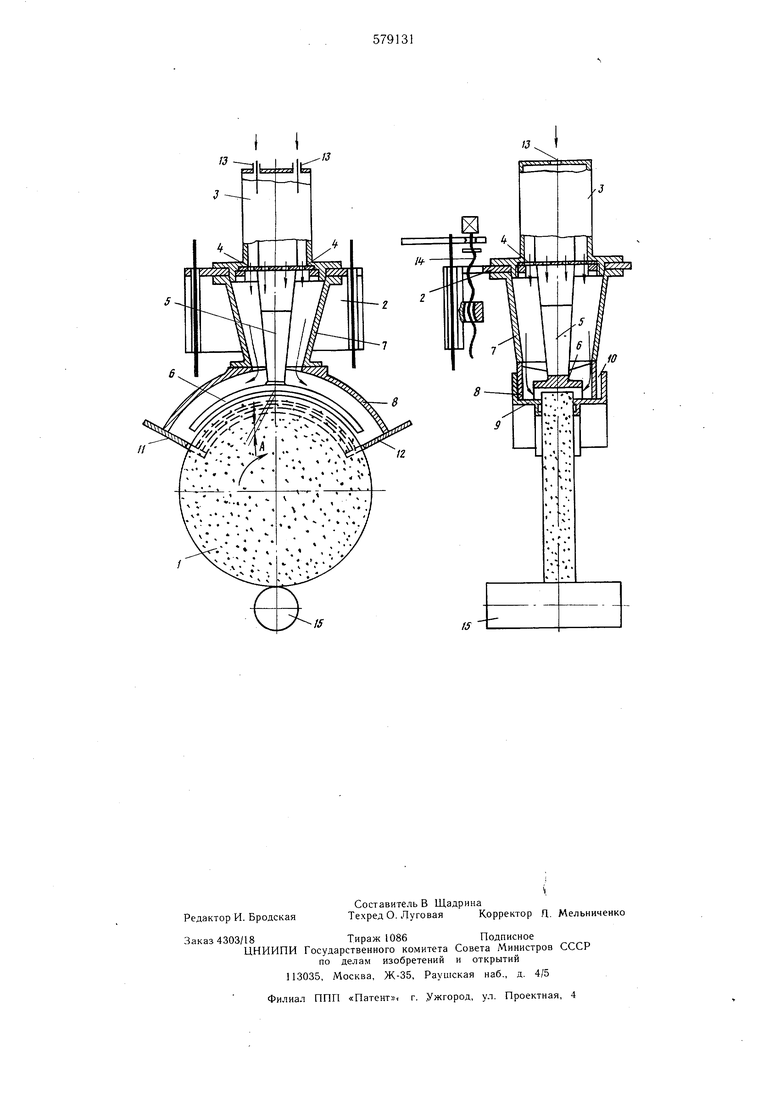
На чертеже изображена схема предлагаемого устройства.
Над шлифовальным кругом 1 к корпусу станка при помоп1И кронштейна 2 прикреплен магнитострикционный преобразователь 3 (например, стандартный - типа ПМС-15-А-18) с
5 имеющи.мися в узле крепления внутренней и наружной частей преобразователя отверстиями 4. Нреобразователь 3 через волновод 5 соединен с частично охватывающей шлифовальный круг из.лучаюи1ей ультразвук плзстинсй 6, выполненной па 3-4 мм 1нире круга. С помо0н;ью полого конического переходника 7, 1ред ставляющего камеру волновода, к преобразователю прикреплен кожух 8, имеющий крышки 9. прикрепленные к корпусу кожуха через нрокладки 10, и крыипчи 1 I п 2. казанные детали об|1азуют частично гермс - М1у|) катеру, охи;:тывак щую часть шлифовального круга вне зоны резания. СОЖ от напорного трубопровода подается в камеру преобразователя 3 через штуцер 13, а дальше через отверстий 4 и полость камеры 7 поступает в герметичную камеру, охватывающую круг.
Для эффективной очистки шлифовального инструмента между шлифовальным кругом 1 и пластиной б должен выдерживаться определенный зазор А. По мере износа круга зазор А регулируется при помоши винта 14 путем перемеш.ения всего корпуса устройства.
При работе устройства СОЖ, проходя через камеру преобразователя 3, охлаждает его и, омывая волновод 5, активируется ультразвуковыми колебаниями.
При вращении шлифовального круга в зазоре между периферийной поверхностью шлифовального круга и пластиной 6 благодаря частичной герметичности камеры, охватывающей круг, создается избыточное давление СОЖ от избыточного давления в гидросистеме и скоростного напора от вращения круга
При включении ультразвукового преобразователя, питающегося от стандартного ультразвукового генератора, например УЗГ-2-10, в камере под пластиной 6, колеблюП1ейся с ультразвуковой частотой, при избыточном давлении идет процесс усиленной кавитации СОЖ, ранее.озвученной (активированной) при прохождении мимо волновода 5.
Под действием избыточного давления и усиленной кавитации поры шлифовального круга с наружной поверхности насыщаются активированной СОЖ, режущая поверхность круга очищается от налипающего материала и смазывается. При выходе участка круга из камеры под действием центробежных сил из .пор круга выбрасывается активированная СОЖ, попадающая в зону обработки детали 15.
Описизаемое стройстБО по сравнению с известными и( большую надежность, эффективнее очип;.;т шлифовальный инструмент, предохраняя IT;) oi засаливания, исключает шлифовочные дефекты (прижоги, трещины и т.п.), резко iioiibiiiiaeT стойкость шлифовального инструмеити, что повышает производительность и точность обработки и снижает ее себестоимость, а также позво.1яет работать при значительных зазорах (до 5 мм) шлифовальным инструментом и пластиной волновода. В известных устройствах этот зазор не должен быть больше 0,1мм, что практически сдерживало применение ультразвука при шлифовании..
Формула изобретения
Устройство для очистки щлифовального круга в процессе резания, содержащее ультразвуковой преобразователь, например магнитострикционный. связанный с волноводом, расположенны.м в герметичной камере, соединенной с напорным трубопроводо.м для подачи смазочно-охлаждаюшей жидкости, отличающееся тем, что, с целью повышения эффективности очистки за счет акт11 ации смазочноохлаждающей жидкости ультразвуковыми колебаниями и поБышении работоспособности и надежности ультразвукового преобразователя :ia счет у.лучщения его охлаждения, герметичная камера соединена с напорным трубопроводом че:.ез камеру охлаждения преобразова
теля.
Источники информации, принятые во вни.мание при экспертизе:
i. Подураев В. Н. и Комаров В. С. Физикохимические методы обработки, М., «Мащиностроение 1973. с. 116-117.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1996 |
|
RU2111842C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151042C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151043C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2004 |
|
RU2275291C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2008 |
|
RU2387532C1 |
| АБРАЗИВНЫЙ КРУГ | 1998 |
|
RU2137594C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2152297C1 |