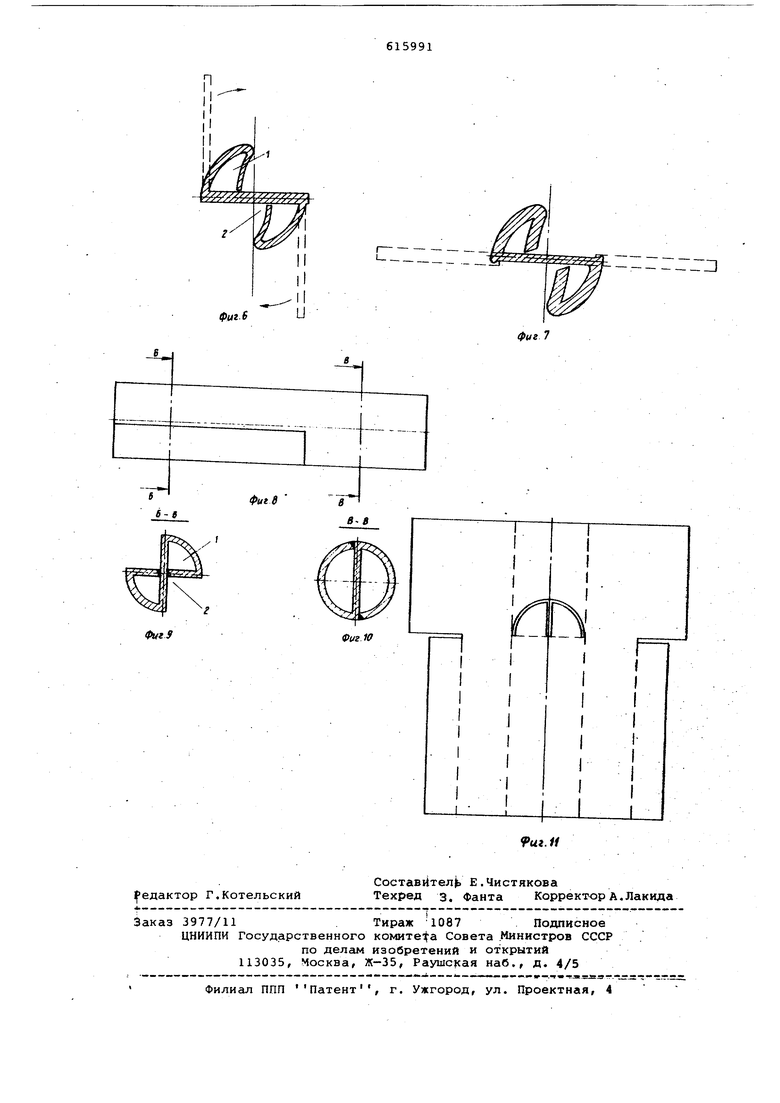
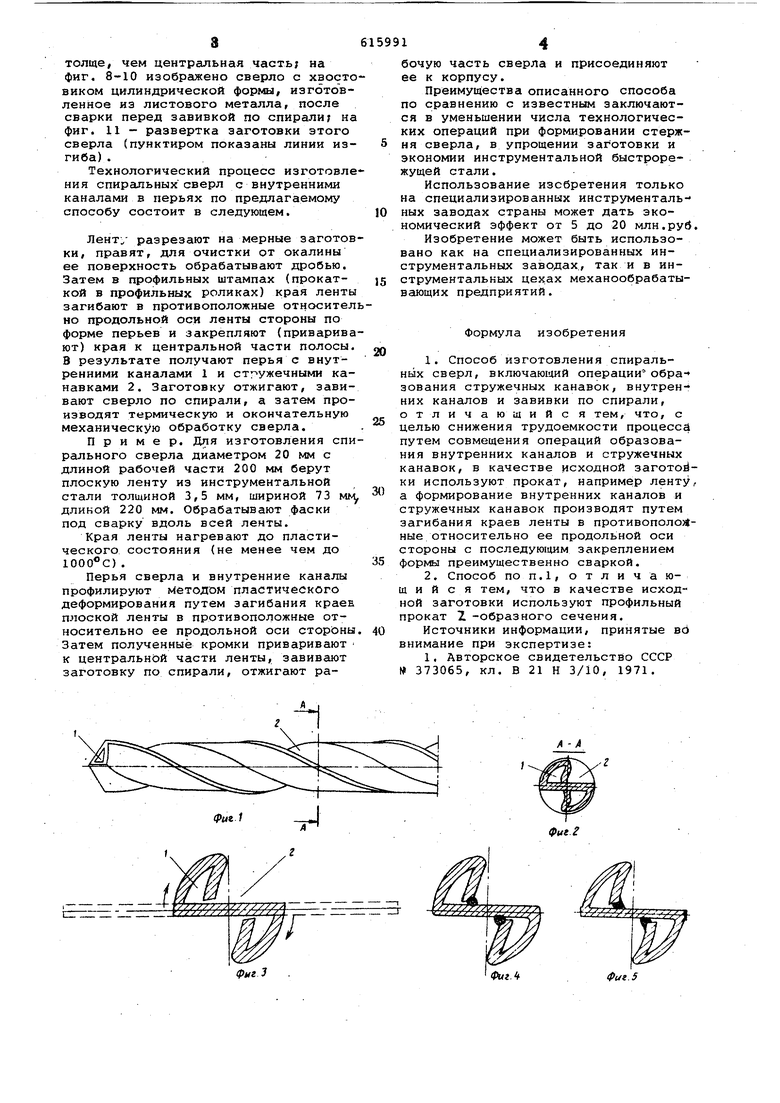
(54) СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ СВЕРЛ толще, чем центральная часть; на фиг. 8-10 изображено сверло с хвост виком цилиндрической формы, изготовленное из листового металла, после сварки перед завивкой по спирали; н фиг. 11 - развертка заготовки этого сверла (пунктиром показаны линии из гиба) . Технологический процесс изготовл ния спиральных сверл с внутренними каналами в перьях по предлагаемому способу состоит в следующем. Лент:,- разрезают на мерные заготов ки, правят, для очистки от окалины ее поверхность обрабатывают дробью. Затем в профильных штампах (прокаткой в профильных роликах) края ленты загибают в противоположные относител но продольной оси ленты стороны по форме перьев и закрепляют (приварив ют) края к центральной части полосы В результате получают перья с внутренними каналами 1 и стружечными канавками 2. Заготовку отжигают, завивают сверло по спирали, а затем производят термическую и окончательную механическую обработку сверла. Пример. Для изготовления спи рального сверла диаметром 20 мм с длиной рабочей части 200 мм берут плоскую ленту из инструментальной стали толщиной 3,5 мм, шириной 73 мм длиной 220 мм. Обрабатывают фаски под сварку вдоль всей ленты. Края ленты нагревают до пластического состояния (не менее чем до ). Перья сверла и внутренние каналы профилируют методом пластического деформирования путем загибания краев плоской ленты в противоположные относительно ее продольной оси стороны Затем полученные кромки приваривают к центральной части ленты, завивают заготовку по спирали, отжигают рабочую часть сверла и присоединяют ее к корпусу. Преимущества описанного способа по сравнению с известным заключаются в уменьшении числа технологических операций при формировании стержня сверла, в упрощении заготовки и экономии инструментальной быстрорежущей стали. Использование изобретения только на специализированных инструменталь-ных заводах страны может дать экономический эффект от 5 до 20 млн.руб. Изобретение может быть использовано как на специализированных инструментальных заводах., так и в инструментальных цехах механообрабатывающих предприятий. Формула изобретения 1.Способ изготовления спиральных сверл, включающий операцииобра- зования стружечных канавок, внутренних каналов и завивки по спирали, отличающийся тем, что, с целью снижения трудоемкости процесс путем совмещения операций образования внутренних каналов и стружечных канавок, в качестве исходной заготойки используют прокат, например ленту, а формирование внутренних каналов и стружечных канавок производят путем загибания краев ленты в противополо4ные относительно ее продольной оси стороны с последующим закреплением форг-ы преимущественно сваркой. 2.Способ по П.1, отличающийся тем, что в качестве исходной заготовки используют профильный прокат Z -образного сечения. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР 373065, кл. В 21 Н 3/10, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ СВЕРЛ | 1973 |
|
SU373065A1 |
| Сверло | 1980 |
|
SU994153A1 |
| Способ изготовления спиральных сверл | 1975 |
|
SU521054A2 |
| Способ изготовления спиральных сверл | 1976 |
|
SU571338A2 |
| Способ термомеханической обработки инструмента из быстрорежущей стали | 1980 |
|
SU918320A1 |
| Способ изготовления спиральных сверл | 1976 |
|
SU580046A1 |
| Способ изготовления сверла | 1952 |
|
SU110871A1 |
| Способ изготовления спиральных сверл | 1975 |
|
SU522883A2 |
| Способ изготовления режущего инструмента | 1976 |
|
SU624690A1 |
| П. Я. И. А. Ординарцев, М. С. Апостолов, Г. В. Филиппов и Г | 1970 |
|
SU268609A1 |