Существующие вибродуговые электросварочные головки с обратнопоступательным и круговым движением электрода имеют существенные недостатки, ограничивающие их щирокое применение. Так, например, в электромагнитных виброголовках величина вибрации регулируется изменением натял ения пружин. При этом нарущается стабильность наплавки из-за усадки пружин. В процессе длительной работы, а также из-за того, что в момент контактирования электродной проволоки с деталью, скорость конца проволоки равна нулю.
Основным недостатком существующих автоматов с круговым движением электрода является их сложность схемы и ненадежность в эксплуатации из-за быстрой изнащиваемости вращающихся частей путем смещения отверстий в сопрягаемых деталях, т. е. образования эксцентриситета по отношению к оси вращения.
Предлагаемая конструкция механизма для создания вибрации сварочного электрода для сварки и наплавки металлов лищена этих недостатков. Задняя часть виброголовки устроена таким образом, что на ней можно работать от подающего механизма сварочных щланговых полуавтоматов, а также подсоединять к любому сварочному автомату э.пектродуговой сварки.
Принцип действия такого механизма показан на чертеже.
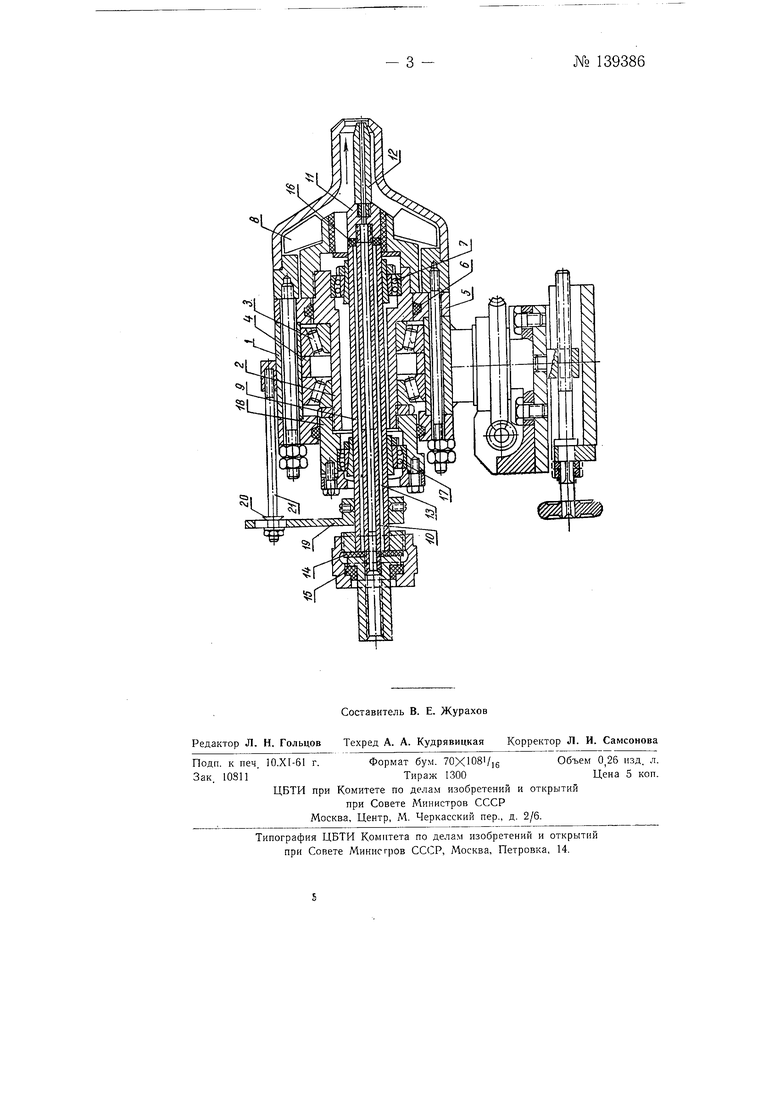
Корпус / сварочной виброголовки является неподвижной частью, к которому крепится устройство для регулировки положения виброголовки в процессе настройки ее на режим сварки.
Внутри корпуса вращается внутренняя обойма 2 в двух роликоподшипниках 5, между которыми находится кольцо 4.
С двух сторон корпуса имеются сальниковые кольца 5, в которых располагаются фетровые кольца 6, предохраняющие вытекание масла из подщипников.
№ 139386- 2 Вращение внутренней обоймы 2 осуществляется под действием струи воды или электролита, подающейся электропомпой на лопасти корпуса крыльчатки 7 и 5. Величиной давления струи воды, газа, сжатого воздуха и пр. можно изменять скорость вращения внутренней обоймы 2. Обрыв сварочной дуги осуществляется благодаря эксцентричному расположению газовой трубки 9 относительно внутренней обоймы 2. Внутри газовой трубки находится бронзовая или медная трубка 10, по которой через переходную втулку 11 поступает напряжение от сварочного генератора к мундщтуку 12.
Внутренняя трубка изолирована от наружной кембриковой лентой, пропитанной щерлаком, а также текстолитовыми втулками и щайбами 13, 14, 15 и 16.
Механизм, предупреждающий вращение направляющей сварочной проволоки газовой трубки 9, состоит из шарикоподщипников 17, эксцентрично расположенных в корпусе подщипника 18 и во внутренней обойме 2, а также поводкового устройства. Поводок 19 жестко скреплен с газовой трубкой 9, на конце которого имеется продольная щель, по которой прокатывается ролик 20, скрепленный со шпилькой 21, которая, в свою очередь, ввертывается в прилив неподвижного корпуса /.
Описанная конструкция виброголовки может быть применена для наплавки цилиндрических поверхностей металла, для сварки тонкостенных цилиндрических изделий в среде воды, электролита, пара или газа.
Предмет изобретения
1.Механизм для создания вибрации сварочного электрода при автоматической вибродуговой сварке и наплавке металлов, содержащий вращающийся мундштук с эксцентрично расположенным направляющим каналом для электродной проволоки и с приводом от воздушной или гидравлической турбинки, отличающийся тем, что с целью повышения долговечности мундштука, в направляющем канале установлена на подшипниках направляющая трубка для электродной проволоки.
2.Механизм по п. 1, отличающийся тем, что, с целью расширения технологических возможностей сварочных автоматов, он выполнен в виде сменной приставки к сварочному автомату.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| Автомат для импульсно-дуговой наплавки | 1959 |
|
SU129269A1 |
| Механизм подачи электродов | 1961 |
|
SU143946A1 |
| АВТОМАТ ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1972 |
|
SU348311A1 |
| Сварочная головка для автоматической импульсно-дуговой наплавки и сварки | 1959 |
|
SU125635A1 |
| Горелка для дуговой сварки плавящимся электродом | 1976 |
|
SU671952A1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| Автомат для импульсно-дуговой наплавки | 1957 |
|
SU112808A1 |
| Устройство для вибродуговой сварки и наплавки | 1960 |
|
SU141568A1 |
| Головка для вибродуговой наплавки | 1975 |
|
SU527266A1 |