со
00
сд
ЗЛР
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1986 |
|
SU1324785A2 |
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| УСТРОЙСТВО для ОБРАБОТКИ И ЗАТЫЛОВАНИЯ ЗАБОРНОЙ ЧАСТИ МЕТЧИКОВ | 1972 |
|
SU340516A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА | 1995 |
|
RU2093322C1 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| Метчик | 1990 |
|
SU1804379A3 |
| СПОСОБ ЗАТЫЛОВОЧНОГО ШЛИФОВАНИЯ РЕЖУЩИХ ЗУБЬЕВ МЕТЧИКОВ, ФОРМИРОВАТЕЛЕЙ РЕЗЬБЫ И ПОДОБНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2397059C2 |
Изобретение относится к области металлообработки, а именно к изготовлению метчиков с односторонне зауженными зубьями. Целью изобретения является упрощение технологии и повышение точности изготовления за счет исключения заклинивания зауженных сторон зубьев метчика. Для выполнения заужений на зубьях метчика 1 сначала определяют величину несоответствия продольного перемещения метчика шагу резьбы по формуле: ДР l-z : sin а, где ДР - величина несоответствия продольного перемещения метчика шагу резьбы; 1 - разность величины заужений на соседних зубьях метчика по винтовой линии резьбы; z - число перьев метчика; а - угол профиля резьбы метчика. Одновременно определяют величину затылования зубьев на зауженных сторонах зубьев метчика и производят за- тыловку. Для исключения заклинивания зауженных сторон зубьев метчика резьбошли- фовальному кругу 2 или метчику сообщают дополнительное продольное перемещение, определяемое из соотношения К R-ДР : : Z ctg 0,5а, где К - дополнительное продольное перемещение щлифовального круга или метчика; ДР - величина несоответствия продольного перемещения метчика тагу резьбы; z - число перьев метчика; а - угол профиля резьбы метчика; R - коэффициент, учитывающий отнощение ширины пера метчика к окружному шагу О между передними гранями соседних перьев метчика. 4 ил. с (Л
Фиг.1
Изобретение относится к металлообработке, а именно к изготовлению метчиков с односторонне зауженными зубьями.
Цель изобретения - упрощение технологии и повышение точности изготовления за счет исключения заклинивания зауженных сторон зубьев метчика.
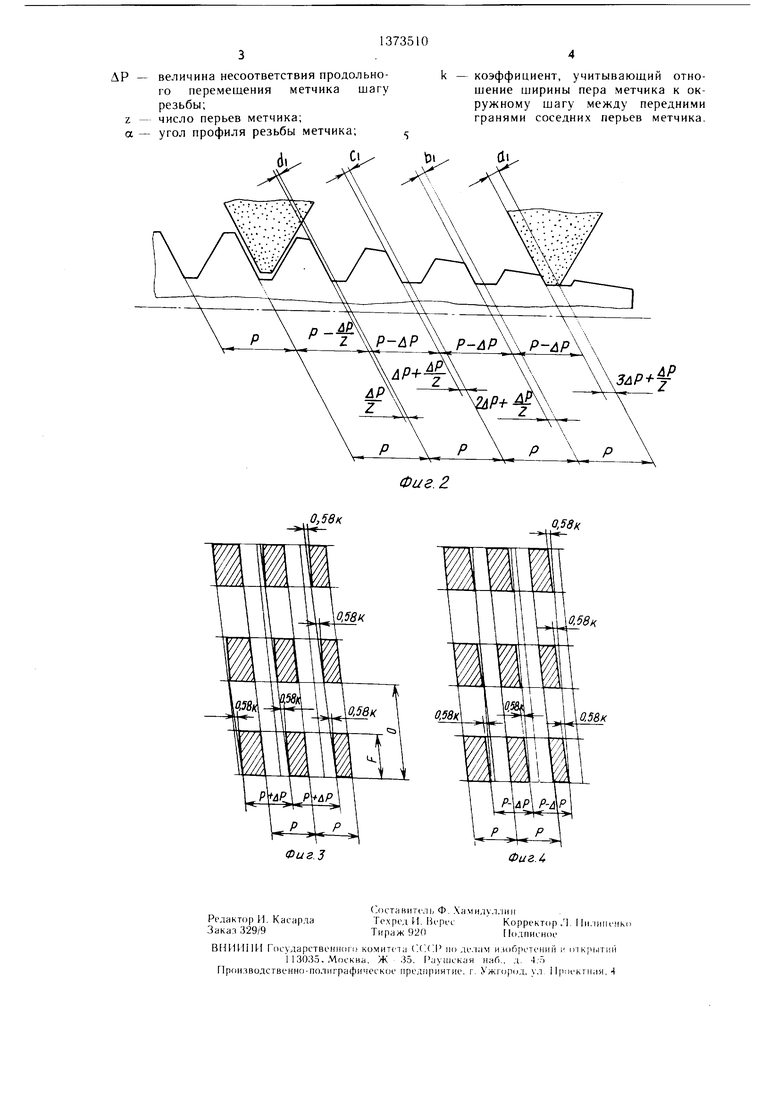
На фиг. 1 представлена схема выполнения заужений на сторонах зубьев, обращенных к хвостовику метчика; на фиг. 2 схема выполнения заужений на сторонах зубьев, обращенных к торцу заборного конуса; на фиг. 3 - развернутая по винтовой линии схема образования заужений, обращенных к хвостовику метчика; на фиг. 4 - развернутая по винтовой линии схема образования заужений, обращенных к торцу заборного конуса.
Заужения на зубьях метчика 1 образуют однониточным кругом 2. Сначала определяют величину АР несоответствия продольного перемещения .метчика тагу резьбы по формуле
sin а
гдеЛР
е Z -а величина несоответствия продольного перемещения метчика тагу резьбы;
разность величин заужений на соседних зубьях метчика по винтовой линии резьбы; число перьев метчика; угол профиля резьбы метчика. Затем для перемещений с измененным шагом (Р + ЛР или Р - ДР) на резьбо- шлифовальных станках, где настройка на luar обеспечивается с помощью сменных зубчатых колес, определяют и устанавливают набор соответствующих сменных зубчатых колес, а на станках, где настройка на шаг обеспечивается с помощью плоской линейки, последнюю устанавливают под определен- ны.1 углом по отношению перемещения стола.
Одно)ременно оп)едс.1яют ве. 1ичину К за- тыловапия зубьев на заужепны.х сторона.х по профилю резьбы и настраивают на ее получение механиз.м затылования станка. Далее производят точньп1 ввод круг а нитку резьбы .метчика (один |)аз на всю изготовляемую партию метчиков) между зубьями калибруюп1ей части на пере, которое следует за пером с последним зауженным зубом, считая по винтовой линии от торца заборного конуса метчика.
После этого дополнительным проходом, начиная с первог о зуба заборного конуса, по имеющейся резьбе выполняют заужения на л расчетном числе зубьев заборного конуса .метчика. При этом шлнфона.чьный круг углубляют в резьбу метчика на ту же глубину, что и для изготовления его зубьев без заужения. Выводят круг из резьбы метчика на п + 1 резьбовой впадине после за- sepiueHHH изготовления заужений па расчет
ном числе п зубьев инструмента. Отвод осуществляют автоматически по настроенному конечному выключателю или вручную на станках, где нет механизма автоматического отвода шлифовального круга. Если круг выводят позже, то на первых калибрующих зубьях метчика появляются нежелательные заужения с противоположных сторон.
Для исключения заклинивания зауженных сторон зубьев метчика резьбощлифо- вальному кругу или метчику сообщают дополнительное затыловочное перемещение, определяемое из соотношения
15
ctgf,
0
5
0
5
0
5
0
5
ЛР
Z а где К - дополнительное затыловочное перемещение шлифовального круга или метчика;
величина несоответствия продольно- ного перемещения метчика шагу резьбы;
число перьев метчика; угол профиля резьбы метчика; k - коэффициент, учитывающий отношение ширины пера F метчика к окружному шагу О между передними гранями соседних перьев метчика.
При выполнении затылований на зауженных сторонах зубьев па Езеличину К k
ctg (или 0,58 К в 1ерпендику- ;|ярном сечении) устраняется нежелательная обратная затыловка на зубьях с этих сторон (от спинки к передней грани пера), вызванная изменением шага резьбы. Это исключает заклинивание зауженных сторон зубьев метчика в работе. При К k
ЛР01.
X etg на зауженных сторонах зубьев метчика образуется обычная прямая затыловка (от 11е|)едней грани к спинке пера).
Формула и:юбретения
Способ изготовления .метчика с односторонне зауженными зубьями с одной боковой стороны профиля на резьбошлифо- вальном оборудовании с использованием пшифовального круга, отличающийся тем, что, с целью упрошения технологии и повышения точности изготовления, обработку ведут от торца в направлении калибрующей части, а одному из взаимодействующих элементов сообщают дополнительное затыловочное перемещение на ве. 1ичину, определяемую из соотношения
. -4. ctgf,
где К - величина дополнительного затыло- вочного перемещения одного из взаимодействующих элементов;
0,5вк
V
Фиг.г
0,58 к.
0,5Вк
| Метчик | 1975 |
|
SU540711A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
