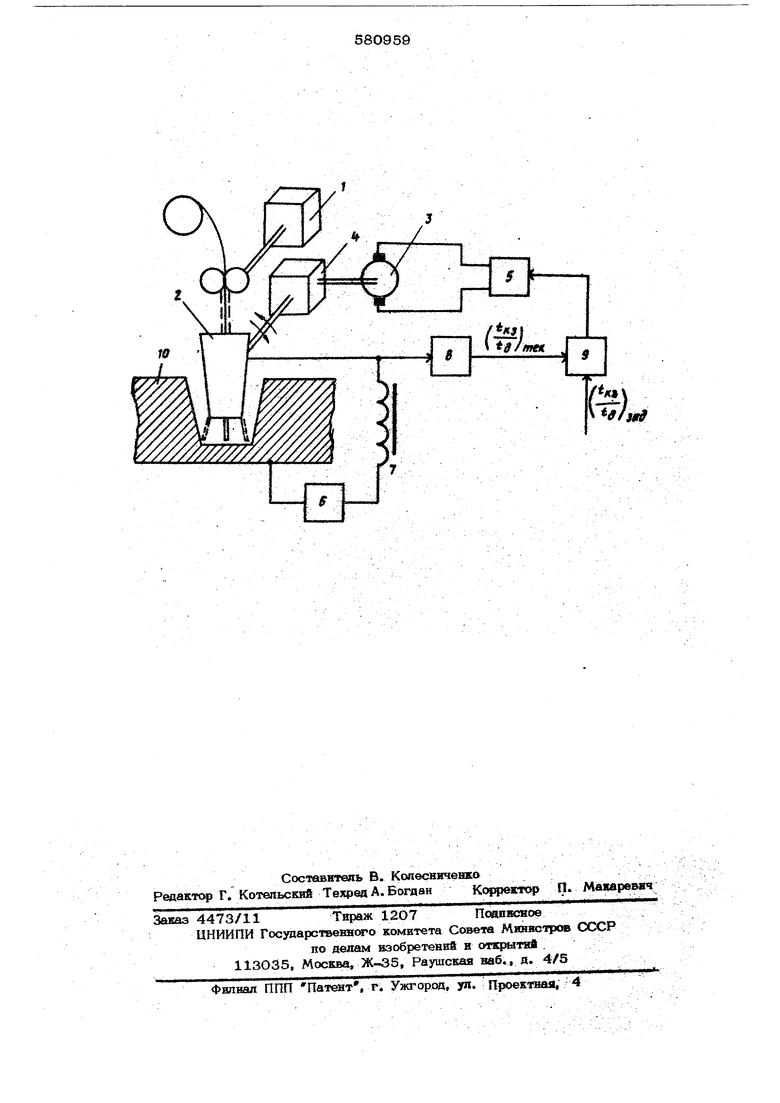
релку с электродом в поперечном направлении и работающий в режиме пуск-остановка-вадержка-реверс-рстановка-задержка-реверс и тл,,блок управления 5, содержащий, например, реле времени и реле реверса (на схеме не показаны), щий работой приводного двигателя 3, а также источник сварочного тока 6 со стабйгшзирующим дросселем 7 На выходе стабилизирующего дросселя включен блок 8 измерения величины отнош ния дли-ГелБНОсти короткого замыкания дугового промежутка к длительности горения дуги( t-, id выход которого соединен с входом блока 9 сравнения сигнала, соответствующего измеренному отношению, с заданным его звачением. При по ступлении сигнала с выхода блока сравнени 9 в блок 5 управления двигателем, когда электрод оказывается у кромки разделки свариваемого изделия Ю, содержащиеся в блоке управлен1ш 5 реле дают команду на остановку электрода задержку его у кромк и реверсирование его перемещения и напра лении соседней кромэш. Блок 8 йзм.ерешш отношения tRj/tg и блок сравнения 9 могут быть построены на основе ИЗ известньхх измерителей временных-интервалОБ и элементов,логики вак аейрерывного,-так и дискретного деист BSHo, при приближении электрода к кромке дяитбльность горения дуги резко уменьшается i Это изменение регистрируется бло ком 8 измерения величины отношения длительности короткого замыкания дугового промежутка к длительности горения дуги. Блок измерения 8; через блок сравнения 9 подает команду в блок 9 управления элек- тродвигатепем 3 на остановку и реверс ме ханизма поперечных перемещений электрода Таким образом, описанное устройство б применения- каких-либо дополнительных мех низмов, ограничивающих величину хода горелки (например, концевых выключателей ) и без каких-либо датчиков и механизмов для направления сварочной головки по усложняющих конструкцию, исполнительных органов сварочного оборудования, обеспечивает как автоматическую корректировку амплитуды колебаний электрода в. соответствия с произвольными изменениями ширины заполняемой разделки, так и автоматическое направление сварочной горелки по стыку при отклонениях оси разделки от ее первоначального направления. Применение этого устройства,кроме того, позволяет улучшить качество сварных соединений благодаря надежному сплавленшо каждого единичного слоя сварного шва с кромками заполняемой разделки, а также значительно упростить или исключить вообще необходимость визуального наблюдения за положением электрода по отношению к кромкам заполняемой разделки, что обеспечивает возможность дистанционного управления сварочным процессом. Формула изобретения Устройство для управления возвратнопоступательным движением электрода поперек шва нри сварке с короткими замыкашв ми дугового промежутка, содержащее механизм подачи электродной проволоки, механизм возвратно-поступательного перемеии|.« ния электрода поперек с првЕодным двигателем, блок управления приводным двигателем, источник сварочного тока с дросселем, отличающееся тем, что, с целью корректировки амплитуды колебаний электрода в зависимости от ширины разделки и направления электрода вдоль разделки, оно снабжено блоком измерения величины отношения длительности короткого замыкания дугового промежутка к длитель ности горения дуги и блоком сравнения сигнала, соответствующего измеренному отношению, с заданным его значением, при этом оба дополнительных блока включены последовательно между дросселем и блоком управления приводным двигателем. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 23.8695, кл. В 23 К 19/10, 1969. 2,Авторское свидетельство СССР № 429912, кл. В 23 К 19/1О, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для слежения за стыком свариваемых деталей | 1984 |
|
SU1183317A1 |
| Способ управления перемещением сварочной горелки относительно стыка | 1980 |
|
SU975276A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| Тренажер для обучения навыкам ведения сварки | 1988 |
|
SU1651309A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |