(54) СПОСОБ УПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЕМ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для слежения за стыком свариваемых деталей | 1984 |
|
SU1183317A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1987 |
|
SU1556836A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Устройство для управления возвратнопоступательным движениям электрода поперек шва | 1976 |
|
SU580959A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ слежения по стыку | 1977 |
|
SU797564A3 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
1
Изобретение относится к области автоматизации сварочного производства и может быть использовано для автоматического направления сварочной горелки по стыку при сварке с короткими замыканиями дугового промежутка в среде защитных газов.
Известел способ управления перемещением сварочной горелки относительно стыка, при котором сварочной горелке сообщают колебательное перемещение поперек стыка с. выдержкой времени в крайних положениях, замеряют напряжение в крайних точках, сравнивают с эталоном и полученным сигналом рассогласования осуществляют коррекцию положения сварочной горелки 1.
Недостатком данного способа является необходимость выдержки паузы сварочной горелки в крайних положениях, ведущих к возникновению ощибки слежения при сварке щва со значительиой кривизной.
Известен также способ управления перемещением сварочной горелки при сварке с короткими замыканиями дугового промежутка, при котором с целью направления электрода вдоль разделки щва определяют величину отношения длительности короткоГО замыкания дугового промежутка к длительности горения дуги и сравнивают полученный сигнал с заданным значением 2.
Однако известный способ обеспечивает слежение за стыком лищь при наличии разделки кромок, когда электрод перемещается только внутри разделки, совершая колебания от одной ее кромки до другой. При однопроходной сварке известный способ слежения не обеспечивает работоспособность, так как при выходе электрода из зоны стыка отнощение времени короткого замыкания ко времени горения дуги постоянное, в связи с чем сигнал на реверс сварочной горелки не формируется.
Целью изобретения является расширение технологических возможностей за счет слежения за линией стыка независимо от разделки щва.
Поставленная цель достигается тем, что согласно способу управления перемещением сварочной горелки относительно стыка при сварке с короткими замыканиями дугового промежутка, при котором сварочной горелке сообщают колебательные перемещения поперек стыка, измеряют количество и длительность коротких замыканий за кажые полпериода колебаний сварочной горелки, сравнивают полученные результаты, формируют величину и знак рассогласования, по которому осуществляют коррекцию положения сварочной горелки относительно стыка.
При совпадении оси колебаний сварочной горелки со стыком количество коротких замыканий и их длительность за каждую половину периода колебаний сварочной горелки будет равным. При смещении оси колебаний сварочной горелки относительно тыка появляется рассогласование указанных величин, поскольку при прохождении горелкой стыка изменяются величина выета электрода и параметры сварочной цепи.
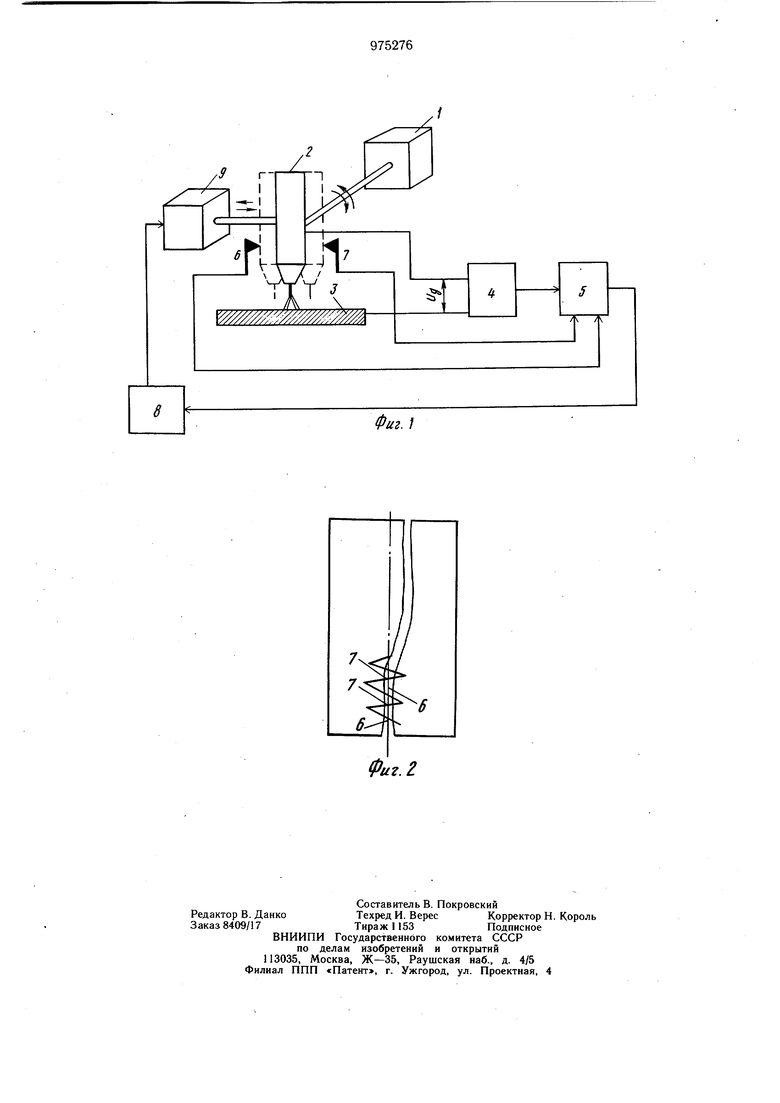
На фиг. 1 представлен пример устройства, реализующего предлагаемый способ; на фиг. 2 - траектория горелки относительно свариваемого стыка.
Устройство состоит из привода 1 перемещения сварочной горелки.2 поперек стыка свариваемой детали 3, формирователя 4 напряжения дуги Уд, схемы сравнения 5, управляемой конечными выключателями 6 и 7, и блока 8 управления приводом 9 коррекции положения сварочной горелки 2 относительно стыка.
Устройство работает следующим образом .;
Горелка 2 соверщает колебательные движения поперек стыка свариваемой детали 3 но траектории, показанной на фиг. 2. В момент перехода сварочной горелки через среднее положение срабатывают поочередно конечные выключатели 6 и 7. Таким образом, т )омежуток времени между срабатыванием энечных выключателей 6 и 7 соответствует дному полпериоду колебаний сварочной орелки 2, а промежуток времени между срабатыванием конечного выключателя 7 и конечного выключателя 6 - другому полпериоду колебаний сварочной горелки 2.
Сигнал, соответствующий напряжению на дуге Цд, через формирователь 4 поступает на схему сравнения 5, управляемую конечными выключателями б и 7. За промежуток времени между срабатыванием конечных выключателей 6 и 7 в схеме сравнения 5 накапливается информация о количестве коротких замыканий и их общей длительности за первый полупериод колебаний сварочной горелки 2, а в период времени между срабатыванием конечных выключателей 7 и 6 - за второй полупериод. В конце второго полупериода из схемы сравнения выдается сигнал- рассогласования, получаемый в результате срав,нения количества коротких замыканий и их общей длительности за каждый полупериод. Величина сигнала рассогласования определяет отклонение сварочной горелки относительно осевой линии стыка, так как при переходе сварочной горелки места стыка свариваемых деталей изменяется вылет электрода, сопротивление сварочной цепи и длина дуги и, как следствие, частота коротких замыканий
и их длительность. Подсчитывая количество коротких замыканий и их общую длительность за каждую половину периода колебания сварочной горелки поперек стыка, можно определить величину смещения сварочной горелки относительно стыка.
Сигнал рассогласования поступает в блок 8 управления приводом 9 коррекции положения сварочной горелки 2 относительно стыка. В результате сварочная горелка устанавливается над осью стыка.
Таким образом, предлагаемый способ позволяет при сварке с короткими замыканиями дугового промежутка определять смещения сварочной горелки относительно стыка, осуществлять постоянную коррекцию ее положения, что обеспечивает получение
высококачественных сварных соединении.
Формула изобретения
Способ управления перемещением сварочной горелки относительно стыка при сварке с короткими замыканиями дугового промежутка, при котором сварочной горелке сообщают колебательные перемещения поперек стыка, отличающийся тем, что, с
целью расширения технологических возможностей за счет слежения за линией стыка независимо от разделки щва, измеряют количество и длительность коротких замыканий за каждые полпериода колебаний сварочной горелки, сравнивают полученные результаты, формируют величину и знак рассогласования, по которому осуществляют коорекцию положения сварочной горелки относительно стыка.
Источники информации,
принятые во внимание при экспертизе
№ 580959, кл. В 23 К 9/10, 22.01.76 (прототип).
Фиг. г
