Изобретение относится к области автоматизации процессов сварки металлов, а именно, к средствам автоматического управления положением электрода относительно свариваемого стыкового соединения, и может быть использовано при сварке полотнищ и угловых соединений сварочными роботами. Цель изобретения - повышение качества сварного соединения путем стабилизации сварочного тока. На чертеже представлена функциональная схема устройства. Устройство для слежения за стыком свариваемых деталей содержит механизм 1 подачи электродной проволоки в горелку 2, дат чин 3 скорости подачи электродной проволоки, блок 4 управления механизмом 1 подачи, двигатель 5 через редуктор 6 перемещающий горелку 2 с электродом в поперечном по отнощению к стыку направлении, блок 7 управления работой приводного двигателя 5, а также источник 8 сварочного тока со стабилизирующим дросселем 9 и датчик 10 тока, включенные последовательно дуговому промежутку. Вход блока 7 управления соединен с выходом блока 11 сравнения, к первому входу которого подключен выход датчика 3 скорости подачи электродной проволоки, а к второму входу - источник 12 задающего сигнала. Вход олока 4 управления механизмом 1 подачи подключен к выходу датчика 10 тока. Блок 4 управения механизмом подачи регулирует скорость подачи проволоки таким образом, чтобы ток сварки был постоянный величины. Устройство работает следующим образом. При приближении электрода к кромке длина дуги начинает уменьщаться, а ток сварки - возрастать. При этом блок управления 4 начинает уменьшать скорость подачи проволоки. Сигнал на выходе датчика 3 скорости подачи электродной проволоки начинает уменьшаться и становится меньще задающего напряжения, поступающего на второй вход блока 11 сравнения. Блок 11 сравнения выдает команду на остановку и реверс механизма возвратно-поступательного перемещения электрода. Таким образом, при перемещении горелки вдоль стыка устройство обеспечивает ее автоматическое направление по стыку. При этом сварка производится все время с минимальными потерями металла на угар и разбрызгивание, так как во время сварки величина тока и длина дуги постоянны, что обеспечивает повышение качества сварного соединения. Применение предлагаемого устройства возможно для сварки без коротких замыканий дугового промежутка, вследствие чего повыщается частота колебаний горелки и улучщается качество щва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления возвратнопоступательным движениям электрода поперек шва | 1976 |
|
SU580959A1 |
| Устройство контроля режимов сварки дугового автомата | 1983 |
|
SU1155402A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1983 |
|
SU1138272A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Устройство для автоматического управления процессом дуговой сварки | 1983 |
|
SU1109276A1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
УСТРОЙСТВО ДЛЯ СЛЕЖЕНИЯ ЗА СТЫКОМ СВАРИВАЕМЫХ ДЕТАЛЕЙ, содержащее механизм подачи электродной проволоки, механизм возвратно-поступательного перемещения электрода поперек разделки с приводным двигателем, блок управления приводным двигателем, источник сварочного тока, дроссель и датчик тока, включенные последовательно с дуговым промежутком, источник задающего сигнала, связанный с первым входом блока сравнения, выход которого связан с блоком управления приводным двигателем, отличающееся тем, что, с целью повыщения качества сварного соединения путем стабилизации сварочного тока, оно дополнительно снабжено датчиком скорости подачи электродной проволоки и блоком управления механизмом подачи, при этом выход датчика скорости подачи электродной проволоки связан с вторым входом блока сравнения, а выход датчика тока - с входом блока управления механизмом подачи. 00 00 оо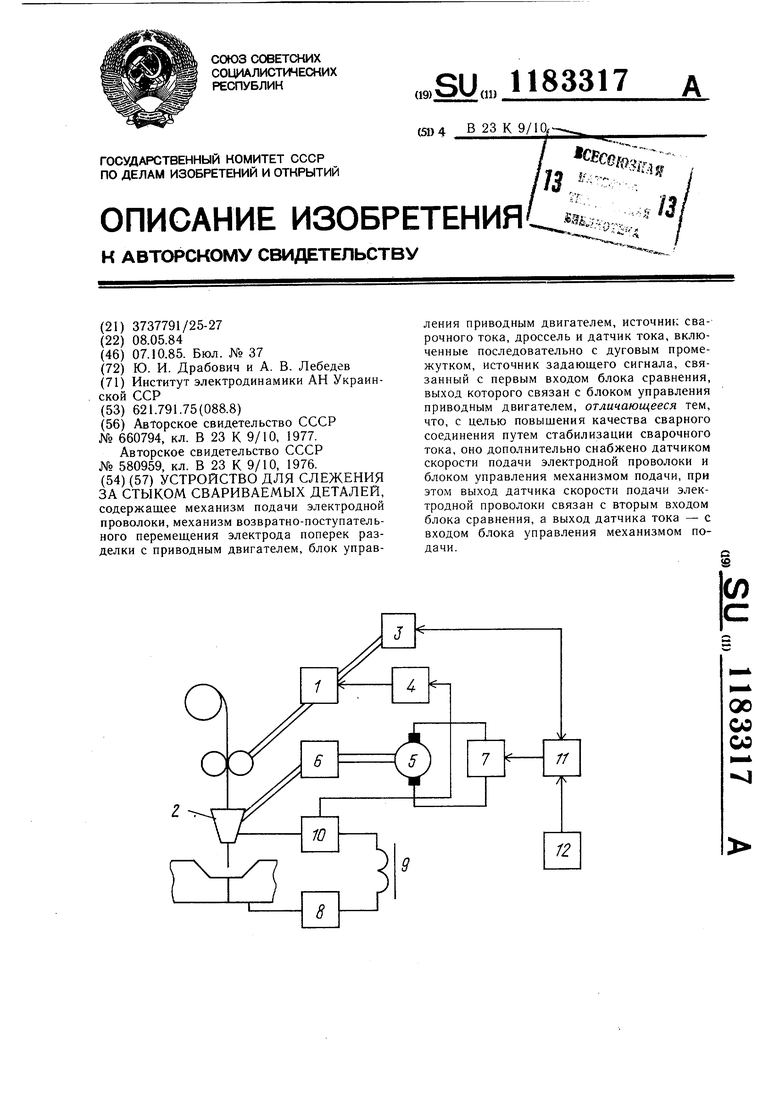
| Способ автоматического направления сварочной головки по стыку | 1977 |
|
SU660794A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для управления возвратнопоступательным движениям электрода поперек шва | 1976 |
|
SU580959A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
