необходимо добавить (10 вес. от веса смолы) и тщательио смешать указанные порошкообраэные иигредиенты перед употреблением.
При соде{Аканин порошкообр;азион добавки термореактивной смолы менее 0,05 вес./о повышается склонность к образованию пригара н шероховатости поверхности отливок из черных сплавов, а прн содержании ее более 0,10 вес. поверхности отливок появляется мелкая сыпь.
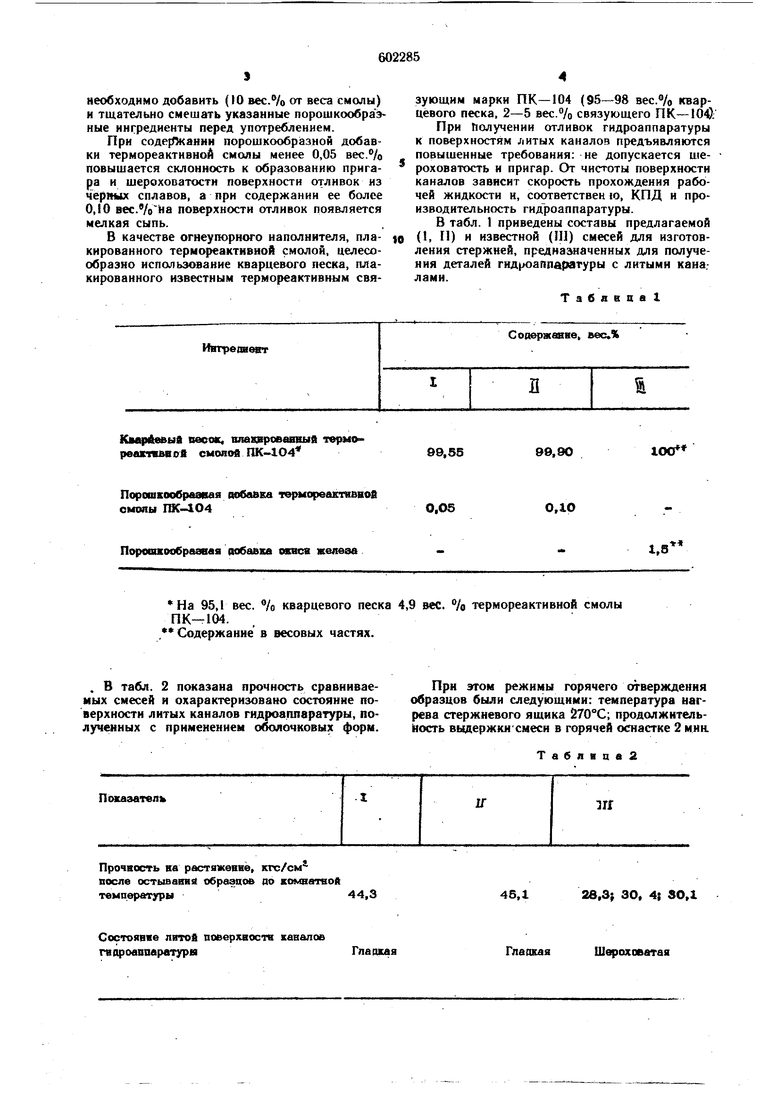
В качестве огнеупорного наполнителя, плакнроваиного термореактивной смолой, целесообразно использование кварцевого песка, плакированного известным термореактивным связующим марки ПК-104 (95-98 вес./о кварцевого песка, 2-5 вес./о связующего ПК-104);
При Получении отливок гидроаппаратуры к поверхностям литых каналов предъявляются повышенные требования: не допускается шероховатость н пригар. От чистоты поверхности каналов зависит скорость прохождения рабочей жидкости и, соответствен ю, КПД и производительность гндроаппаратуры.
В табл. 1 приведены составы предлагаемой (, П) и известной (111) смесей для изготовления стержней, предназначенных для получения деталей гидроаппаратуры с литыми кана.лами.
Табявца 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления плакированного песка для изготовления литейных оболочковых форм и стержней | 1976 |
|
SU582039A1 |
| Плакированная смесь для изготовления литейных форм и стержней в нагреваемой оснастке | 1990 |
|
SU1764762A1 |
| Смесь для изготовления литейных форм и стержней | 1979 |
|
SU876257A1 |
| Смесь для изготовления литейныхфОРМ и СТЕРжНЕй пО пОСТОяННОй МОдЕль-НОй OCHACTKE | 1979 |
|
SU833352A1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке | 1980 |
|
SU900928A1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке | 1980 |
|
SU900930A1 |
| Способ холодного плакирования песка для изготовления литейных оболочковых форм и стержней | 1980 |
|
SU917892A1 |
| СМЕСЬ ПЛАКИРОВАННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2023 |
|
RU2819089C1 |
| Смесь для изготовления оболочковыхфОРМ и СТЕРжНЕй | 1979 |
|
SU829314A1 |
| Смесь для изготовления литейных форм и стержней | 1974 |
|
SU593647A3 |
Кварйевый весок, шюв роваввый термо реаггавяой смолМ ПК-1О4
Порошкообраавая нобо&ка те|жореаЕТ8Ввой
смолы 1Ж-1О40,О5
Порошкообраавая ообааха окиса железа На 95,1 вес. /о кварцевого песка 4,9 вес. ПК-104. , Содержание в весовых частях.
. В табл. 2 показана прочность сравниваемых смесей и охарактеризовано состояние поверхности литых каналов гидроаппаратуры, полученных с применением оболочковых форм.
Прочность на растяженне, кгс/см после остываний образцов ао комнатной температуры44,3
Состояняе литой поверхностн каналов гшороаппаратурнГпапкая
100
99,90
99,55
ОДО
1,5
Прн этом режимы горячего отверждения образцов были следующими: температура нагрева стержневого ящика 270°С; продолжнтельШость вьедержкисмеси в горячей оснастке 2 MHR
Табяиаа2
28,3; ЗО, 4; ЗОД
45,1
Глаокая
Шероховатая /о термореактнвиой смолы
Таким образом, предложенное техническое решение о0еспечнвает повышение прочности оболочковых форм н улучшение качества поверхности отливок нз черных сплавов.
Формула изобретения
Смесь для изготовлення литейных оболочковых форм, получаемых по постоянной моделн, включающая огнеупорный наполнитель, плакированный термореактивной смолой, и специальную добавку, отличающаяся тем, что, с
целью повышения прочности форм н улучшения качества поверхнос/ н литья, она содержит в качестве специальной добавки порошкообразную добавку термореактивной смолы при следующем соотношении ингредиентов, вес.°/о: Огнёупориый наполнитель, плакированный термореактивной смолой 99,90-99,95 Порошкообразная добавка термореактнвной смолы 0,05-0,10.
Источники информации, принятые во вниманне при экспертнзе:
I. Просяник Г. В. Изготовление стержией по нагреваемой оснастке, М., «Машиностроение, 1970, с. 96.
