1
Изобретение относится к области автоматизации сварочного производства, в частности к индукционным дифференциальным датчикам положения свариваемого стыка.
Известен индукционный дифференциальный датчик положения свариваемого стыка, содержащий разделенный немагнитной прокладкой Ш-образный сердечник, с размещенной на его центральном стержне выходной обмоткой, и генератор переменного тока 1.
Недостатками известного датчика являются его больпше габариты и невысокая точность.
Целью изобретения является уменьшение габаритов и повыщение точности.
Это достигается тем, что обмотка возбуждения датчика выполнены в виде изолированного проводника, предназначенного для укладки между кромками свариваемого стыка.
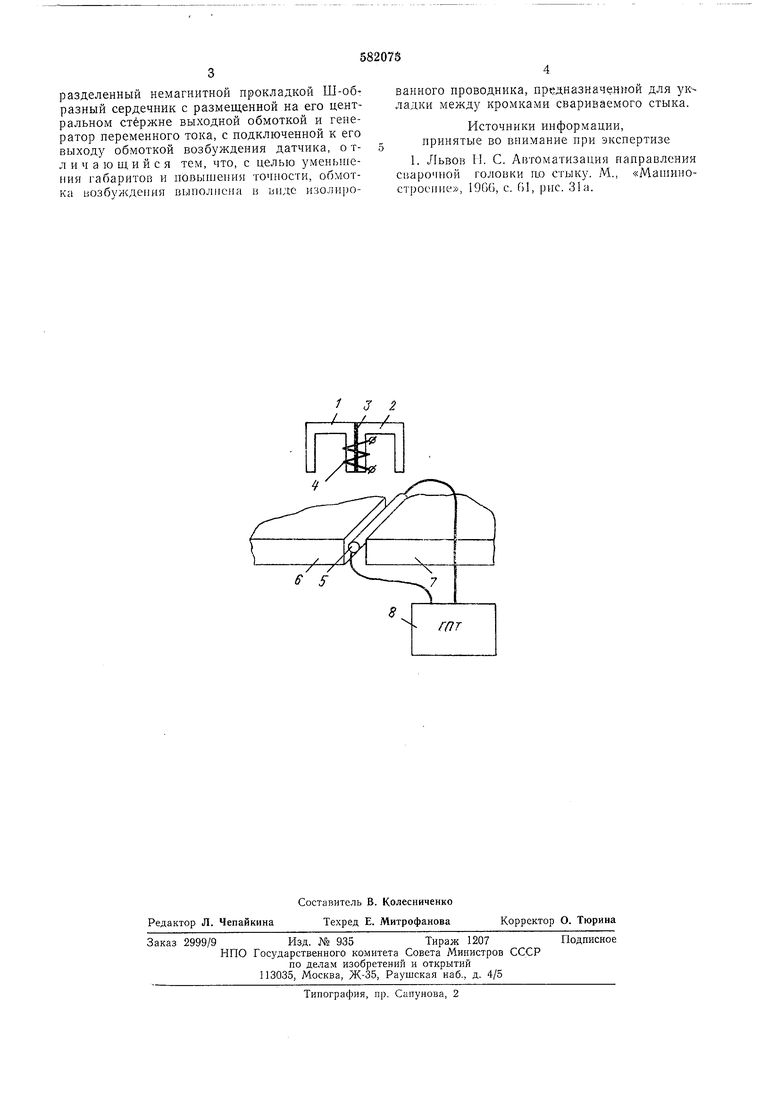
На чертеже изображен индукционный дифференциальный датчик положения свариваемого стыка.
Он содержит Ш-образный сердечник, раздения датчика выполнена в виде изолированпрокладкой 3, выходную обмотку 4, изолированный проводник 5, помещенный в зазор стыка свариваемых деталей 6 и 7 и генератор 8 переменного тока, частота которого равна резонансной частоте выходной обмотки. Переменный ток от генератора 8 протекает по проводнику 5 и создает вокруг него электромагнитное поле.
Магнитная составляющая поля замыкает через половины 1 и 2 Ш-образного сердечника, причем в положении, когда ось центрального стержня сердечника совпадает с линией максимума диаграммы направленности электромагнитного излучения проводника, магнитные лотоки через половины 1 и 2 равны по величине и противоположны по направлению, и, таким образом, разностный поток через центральный стержень сердечника равен нулю, а следовательно, и ЭДС выходной обмотки также равна нулю.
11ри смещении сердечника относительно линин максимума диаграммы направленности в одной из половин сердечника магнитный поток становится больще, чем в другой, и разностный поток через центральный стержень
сердечника наводит в выходной обмотке ЭДС, фаза которой указывает направление смещения, а амплитуда - его величину.
Указанные выще исполнение индукционного дифференциального датчика положения
свариваемого стыка позволяет значительно сократить его габариты и повысить точность.
Формула изобретения
Индукционный дифференциальный датчик положения свариваемого стыка, содержащий
разделенный немагнитной прокладкой Ш-об разный сердечник с размещенной на его центральном стержне выходной обмоткой и генератор переменного тока, с подключенной к его выходу обмоткой возбуждения датчика, отличающийся тем, что, с иелью уменьшения габаритов и повышения точности, обмотка возбуждения выполнена в ьндс изолированного проводника, предназначенной для ук-ладки между кромками свариваемого стыка.
Источники информации, принятые во внимание при экспертизе
1. Львов И. С. Автоматизация направления сварочной головки цо стыку. М., «Машиностроение, 19C)G, с. 01, рис. 31 а.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционный дифференциальный датчик положения кромок свариваемого стыка | 1976 |
|
SU577106A1 |
| Индукционный дифференциальный датчик положения свариваемого стыка | 1976 |
|
SU585001A1 |
| Индукционный датчик | 1975 |
|
SU556006A1 |
| Устройство для измерения положения оси сварного стыка | 1980 |
|
SU899294A1 |
| Устройство для измерения ширины сварного стыка | 1980 |
|
SU899293A1 |
| ИНДУКЦИОННЫЙ ДАТЧИК ПОЛОЖЕНИЯ СВАРИВАЕМОГОСТЫКА | 1971 |
|
SU302197A1 |
| Датчик положения стыка кромок свариваемых деталей | 1980 |
|
SU872097A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2018 |
|
RU2716489C2 |
| Индукционный датчик положения свариваемого стыка | 1975 |
|
SU580957A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УДЕЛЬНОЙ ЭЛЕКТРОПРОВОДНОСТИ И ЭЛЕКТРИЧЕСКОЙ МАКРОАНИЗОТРОПИИ ГОРНЫХ ПОРОД | 2013 |
|
RU2528276C1 |
/ J / //
