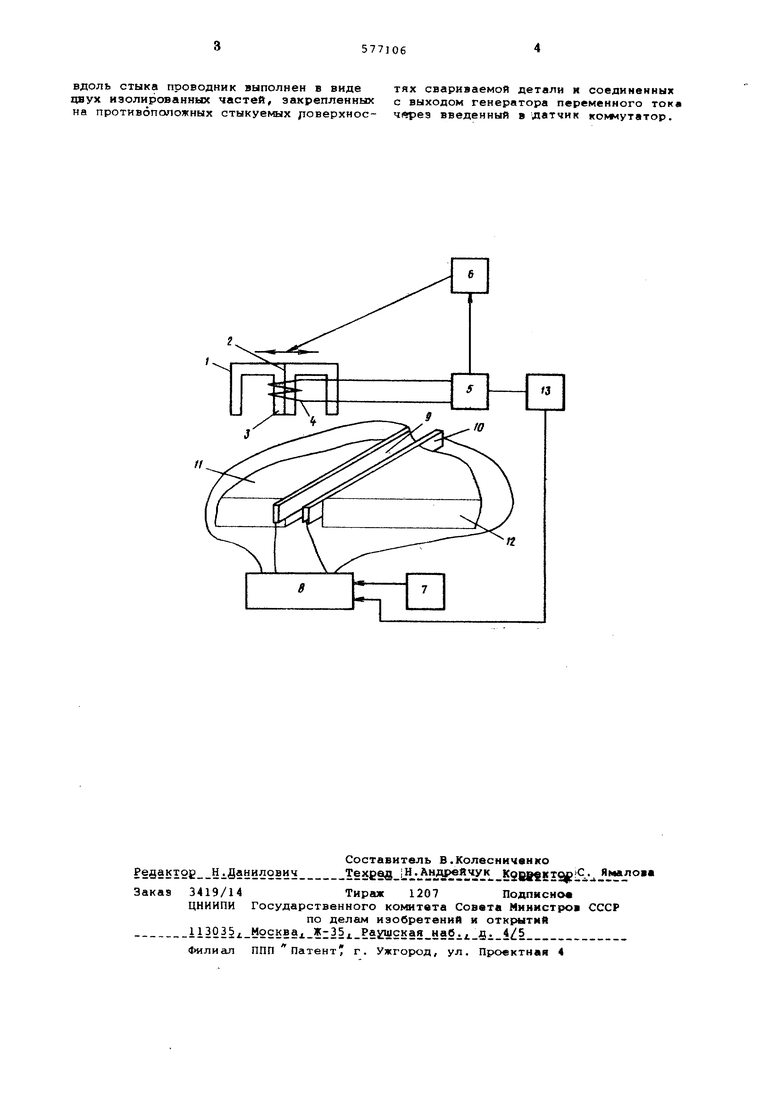
нально связан с усилителем-преобразова телем 5 выходного сигнала датчика.,,., Измерение проводится за два такта. В течение первого такта работы датчика коммутатор 8 подключает к генератору 7 переменного тока одну часть 9 про водника. Магнитный поток, создаваемый током, протекающим по этой части проводника, замыкается через половины Ш-образного сердечника датчика, при этом направление потока через одну половину сердечника всегда противоположно направлению потока через другую его половину. В центральном стержне 3 сердечника, где размещена выходная обмотка 4, происходит вычитание этих потоков. Фаза -3 Д С , наводимой в обмотке 4, зависит от того, какой иэ потоков оказывается большим по абсолютной величине. Это зависит от положения оси центрального стержня сердечника относи тельно максимума вектора, лежащего в плоскости намерения, начало которого находится в точке пересечения плоскости с осью данной части проводника, а конец: описывает 1|ентральную магнитную линию поля, создаваемого током, проходящим по проводнику, замыкающегося через сердечник. Таким образом, фаза Э Д С, наводимой в обмотке 4, указывает направление смещения оси центрального стержня сердечника относительно максимума вектора положение которого соответствует положению оси проводника, по которому протекаетток, создающий магнитное поле. Преобразователь 5 усиливает сигнал выходной обмотки 4, анализирует его фазу и преобразует ее в сигнал постоян ного -уровня , который поступает на привод б и является для него командой перемещения датчика в сторону максимума вектора до совмещения с ним оси выходной обмотки 4. В момент совмещения перемещение прекращается, так как Э Д С, наводимая в обмотке 4, равна нулю, поскольку результирующий магнитный пото.к :череt центральный стержень сердечника равен нулю ия-за равенства потоков в его половинах. Положение оси центрального стержня сердечника в момент совмещения соответствует положению оси части 9 проводника или стыкуемой поверхности И свариваемой детали. Эту координату оси центрального стержня сердечника по горизонтальной оси перпендикулярной к контролируемому стыку регистрируют любьлм известным способом. Это положение опознает также синхронизатор 13, который вьщает команду в коммутатор 8, по которой он подключает к генератору 7 переменного тока вторую часть 10 и отключает при этом первую его часть 9. Начинается второй такт работы датчика, в течение которог определяют координату стыкуемой поверх ности 12 свариваемой детали так же, ка в Шорном такте определяли координату стыкуемой поверхности 11 свариваемой детали . По полученным координатам стыкуе№г, кромок свариваемых деталей в плоскости измерения определяют путем вычислений соответствующую координату точки средней линии стыка и ширину зазора в стыке, Применение предлагаемого датчика обеспечивает более.высокую точность определения положения средней линии стыка по сравнению с той, которую обеспечивает известный, при работе которого выявлены погрешности двух видов г погрешность обусловленная несовпадением средней линии стыка с осью проводника, уложенного между кромками; погрешность, обусловленная отклонением от вертикали линии максимума вектора, описывающего центральную магнитную линию поли, эамыкающегося через сердечник, в плоскости измерения, от вертикали, находящейся в этой же плоскости и проходящей через ось проводника, по которому в момент измерения протекает ток. Эти погрешности устраняются при определении положения средней линии стыка с помощью предлагаемого датчика; первая-.ввиду: того, что средняя линия определяется как линия,равноотстоящая от кромок свариваемых деталей, а вторая - ввиду того, что отклонения линий максимума векторов в первом и втором тактах работы датчика имеют противоположные знаки и практически равны по величине в пределах одного сечения, в котором проводятся измерения, и поэтому взаимно компенсируются в процессе вычисления. Погрешность определения ширины зазора в стыке, в основном, обусловлена отклонением линий максимума векторов осей соответствующих им вертикалей, находящихся в плоскости измерения и пересекающих оси проводников. Ее можно уменьшить, если к результату измерения прибавлять поправку, величина которой зависит от полученного значения ширинь и от толщины изолированного проводника. Формула изобретения Индукционный дифференциальный датчик положения кромок свариваемого стыка, содержащий разделенный немагнитной прокладкой Ш-образный сердечник, с закрепленной на его центральном стержне. выходной обмоткой, генератор переменного тока и подключенный к его выходу и уложенный вдоль стыка проводник, отличающийся тем, что, с целью обеспечения возможности определения ширины зазора в сгыке и повышения точности определения средней линии стыка, подключенный к выходу генератора переменного тока и уложенный ВДОЛЬ стыка проводник выполнен в виде двух изолированных частей, закрепленных на противоположных стыкуемых доверхностях свариваемой детали и соединенных с выходом генератора переменного тока чяреэ введенный в датчик кокв утатор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционный дифференциальный датчик положения свариваемого стыка | 1975 |
|
SU582075A1 |
| Индукционный дифференциальный датчик положения свариваемого стыка | 1976 |
|
SU585001A1 |
| Устройство для измерения ширины сварного стыка | 1980 |
|
SU899293A1 |
| Датчик положения стыка кромок свариваемых деталей | 1980 |
|
SU872097A1 |
| Устройство для измерения положения оси сварного стыка | 1980 |
|
SU899294A1 |
| Датчик магнитного поля | 1979 |
|
SU851291A1 |
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| Электромагнитный датчик для измерения тока в проводе трехфазной линии электропередачи высокого напряжения | 1983 |
|
SU1132238A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2252422C1 |
| Устройство для определения места положения стыка изделий | 1979 |
|
SU867550A1 |