периодическое отключение части катодных стержней при «горячем ходе процесса на том участке расплавленного металла, где появятся признаки Повышения температуры, приводит к тому, что катодная плот ность тока в этой области слизится, а поскольку выделение джоулева тепла в металлах нролорционально квадрату силы тока (или объемная плотность теплопотерь при протекании тока в проводнике иролорциональна квадрату плотности тока), то локальный объем расплавленного металла будет охлаждаться до тех пор, пока его температура не сравняется со средней температурой металла всей ванны. Этот процесс будет способствовать восстановлению настыли.
При подключении этой части катодных стержней к катодной ошиновке при «холодном ходе процесса оп-исанные явления будут протекать в обратном порядке.
Предлагаемому способу .присущи более высокая эффективность регулирования теплового режима -при воздействии электротеплового источника со стороны катода, чем при воздействии со стороны анода (так как теплопроводность расплавленного металла выше теплопроводности электролита) и селективность регулирования, лоэволяющая изменять электротепловой режим в локальных зонах расплава вблизи бортовой и подовой настыли. Кроме того, предлагаемый способ позволяет осуществлять регулирование режима в начальной стадии нарушения нормального хода процесса, когда оно iHe распространилось на всю ванну, и тем самым быстрее восстановить нормальный режим.
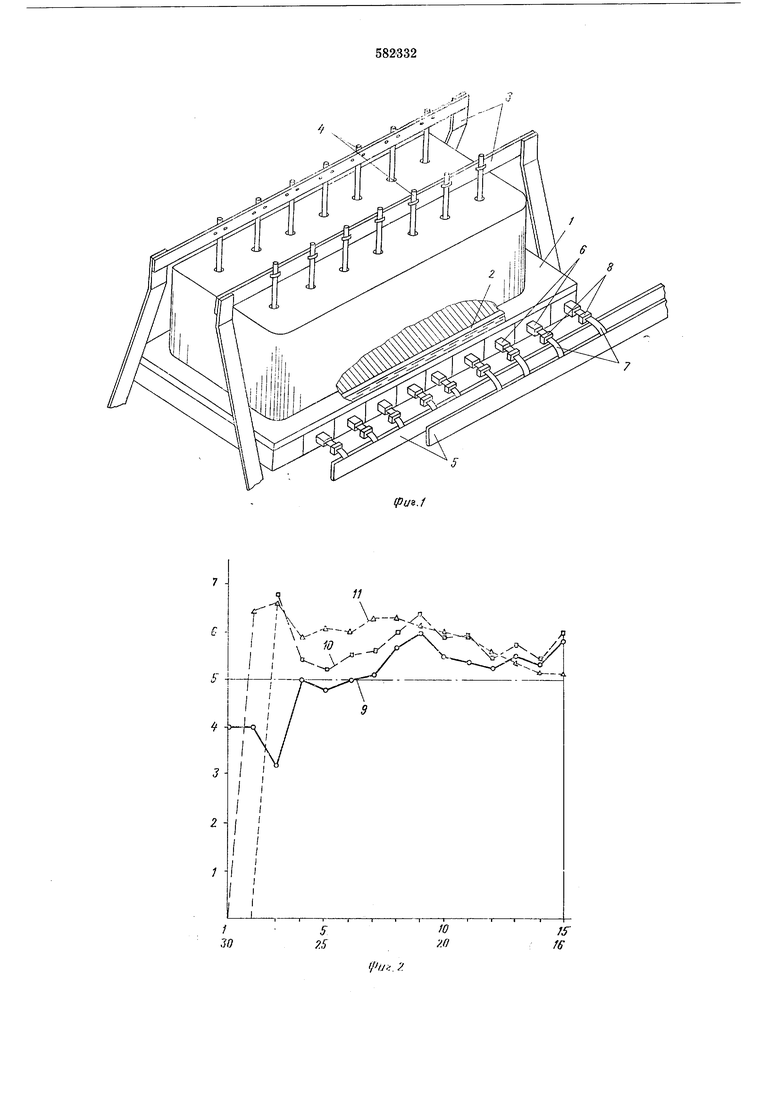
На фиг. 1 изображена схема электролизера, поясняющая принцип реализации предлагаемого способа регулирования; на фиг. 2- графики изменения токовой нагрузки на катодных стержнях при отключении различного количества их.
Предложенный способ регулирования процесса электролиза может быть реализован в электролизере, содержащем ваяну 1 с распла1влен«ым металлом 2, анодную ошиновку 3 с регулируемыми штырями 4, катодную ошиноВКу 5 с катодными стержнями б и катодными спусками 7. Катодные спуски 7 выполнены разъемными и в местах разъемов установле1ны (Выключатели 8, допускающие коммутацию токоВ величиной до 10 кА при напряжений 30 В.
ЕсЛИ известными методами обнаружено местное повышение температуры расплава и cooTiBeTCTfBeHHo снижение толщины настыли («горячий ход процесса), то посредствомвыключателя 8 отключают катодный стержень 6 через 1-2 ч, «проводят контрольные замеры температуры и обследуют состояние настыли. Если восстаиовление настыли идет медленно, отключают следующий катодный стержень.
После восстановления толщины настыли осуществляют те же операции в обратной последовательности.
Достигаемое в соот1ветствии с данным способом повыщевие эффективности регулирован
ния подтверждается результатами испытаний, проведенными на серийных электролизерах В,гАЗ и КрАЗ и иллюстрируется графиком (см. фиг. 2). По оси ординат отложены значения токов iB катодных спусках ;в кА, по оси
абсцисс - номера стержней (на каждом борту 15 стержней). Кривая 9 обозначает распределение тока по стержням при нормальном режиме, когда все стержни ванны подключены к катодным шинам. Кривая 10 -
распределение тока при от ключе1нии одного
крайнего катодного стержня ОТ ошиновки,
кривая .11 - при отключении двух стержней,
ближайших К углу ванны.
Предлагаемый способ может быть та.кже
испОЛьзован в системах, дистаиционного регулирования режимом pai6oTbi электролизеров для получения алюминия, для чего снабжен системой автоматического регулирования.
Формула изобретения
Способ регулирования процесса пОЛучения алюминия в электролизере с катодом-подиной
и катодными стержнями, ВКлючающий изменение электрического сопротивления при нарушении теплового режима электролиза, отличающийся тем, что, с целью повышения эффективности регулирования и увеличения
срока службы электролизера, электрическое сопротивление изменяют периодическим отключением И включением катодных стержней в местах нарушения теплового режима электролизера.
Источники информации,
принятые iBO внимание при экспертизе 1. Авторское свидетельство СССР №97290, кл. С 22d 3/12, 12.01.46.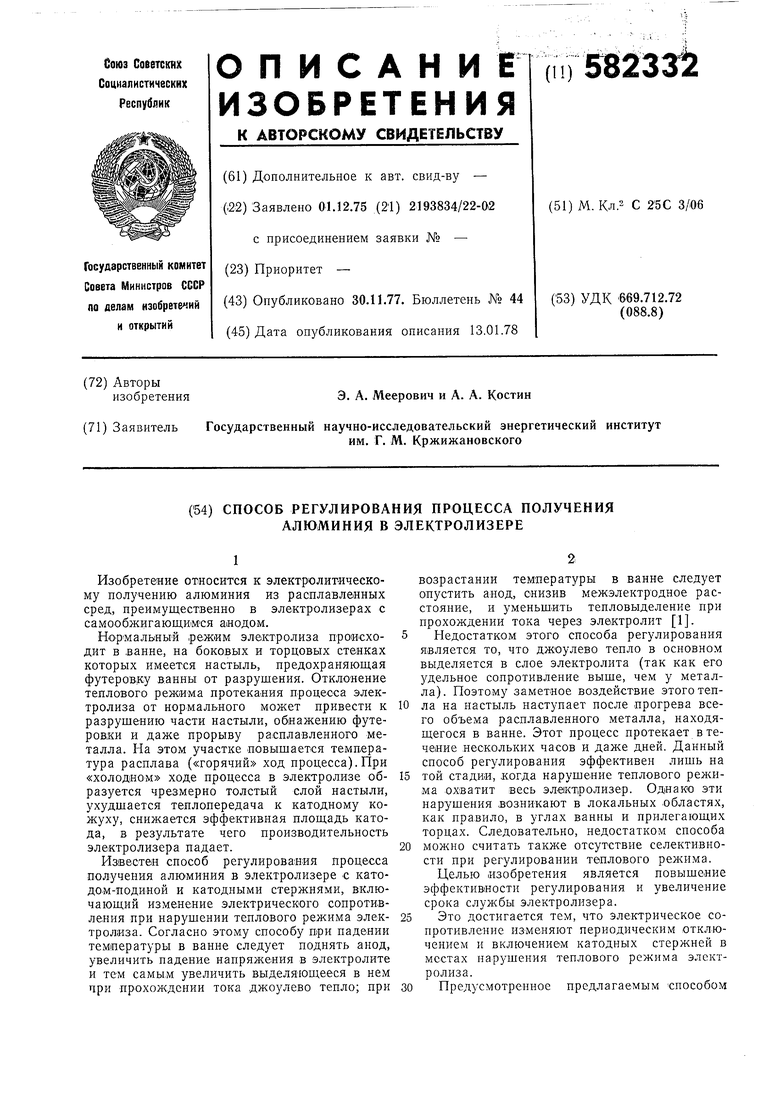
| название | год | авторы | номер документа |
|---|---|---|---|
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1999 |
|
RU2179202C2 |
| СПОСОБ ОБНАРУЖЕНИЯ ЛОКАЛЬНЫХ МЕСТ РАЗРУШЕНИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2180367C2 |
| СПОСОБ ЗАМЕНЫ ОШИНОВКИ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ДЕЙСТВУЮЩЕЙ ЭЛЕКТРОЛИЗНОЙ СЕРИИ | 1997 |
|
RU2118409C1 |
| Способ контроля работы алюминиевого электролизера | 1981 |
|
SU1011733A1 |
| ОШИНОВКА МОДУЛЬНАЯ ДЛЯ СЕРИЙ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2017 |
|
RU2678624C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТЕПЛОВОГО РЕЖИМА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1998 |
|
RU2124586C1 |
| ОШИНОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2255147C2 |
| ОШИНОВКА МОДУЛЬНАЯ МОЩНЫХ ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2005 |
|
RU2288976C1 |
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1999 |
|
RU2164557C2 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С ИСКУССТВЕННОЙ НАСТЫЛЬЮ | 2015 |
|
RU2616754C1 |