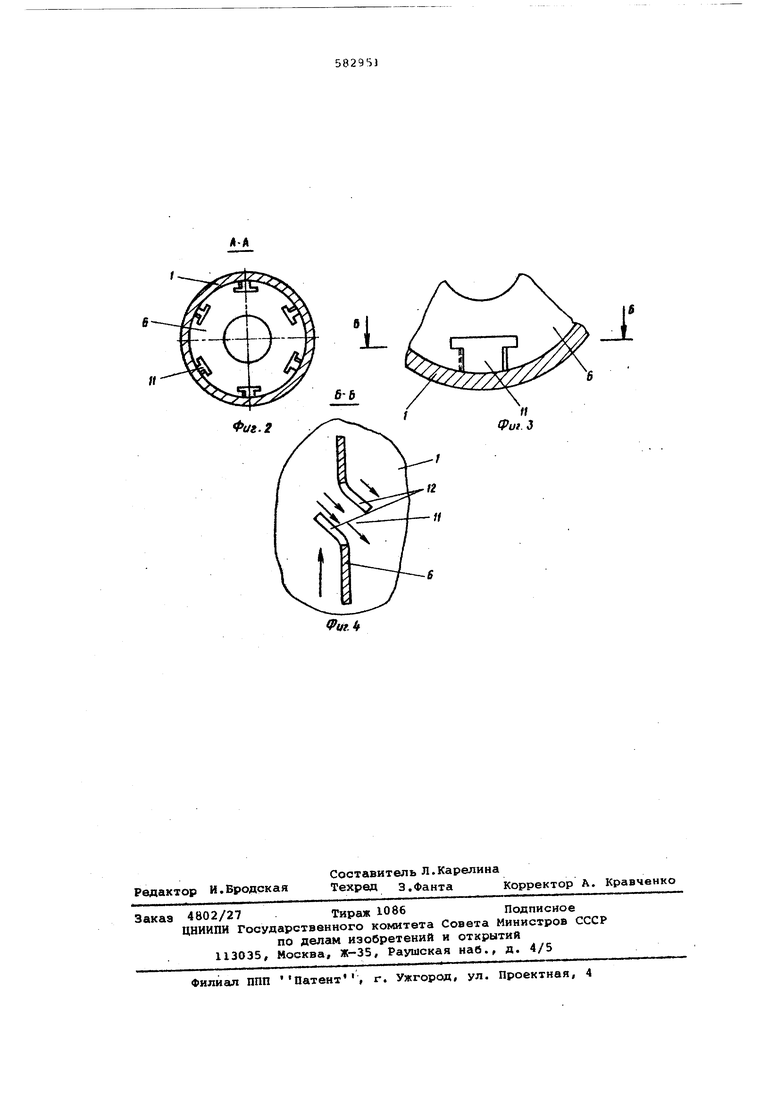
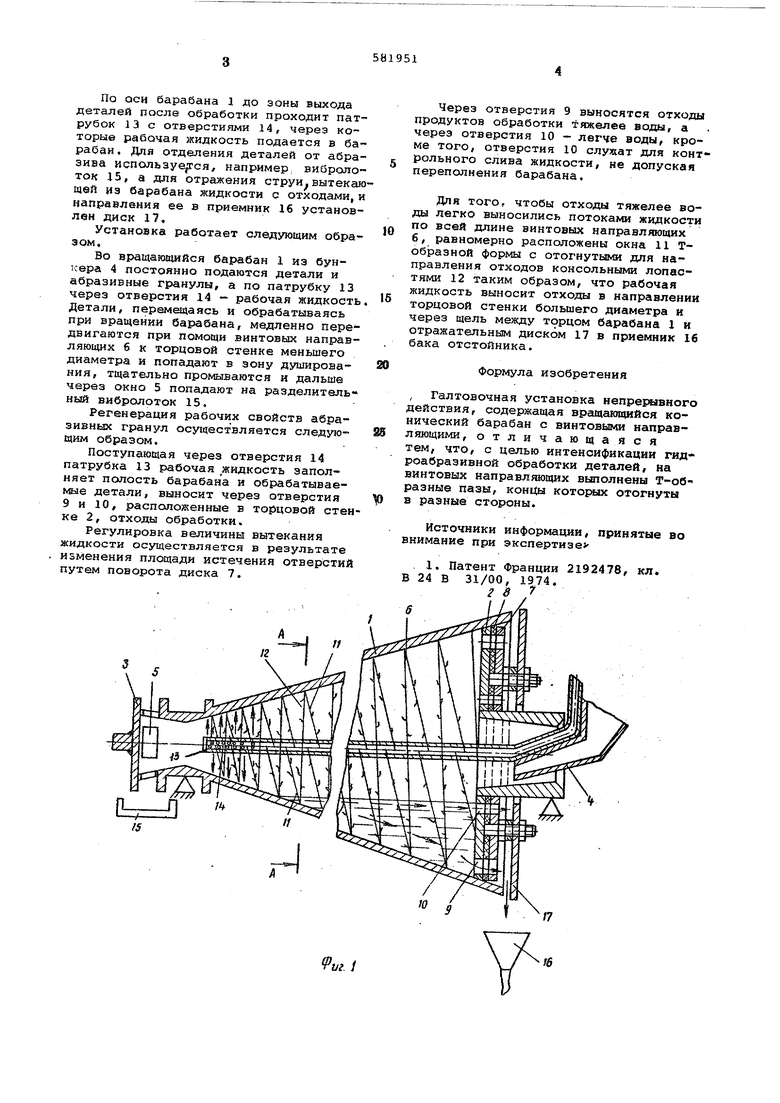
(54) ГАЛТОВОЧНАЯ УСТАНОВКА НЕИРЕРЬтНОГО ДЕР.СТВИЯ По QCH барабана 1 до зоны выхода деталей после обработки проходит пат рубок 13 с отверстиями 14, через которые рабочая жидкость подается в ба рабан. Для отделения деталей от абра зива используе гся, например виброло ток 15, а для отражения струи вытека щей из барабана жидкости с отходами, направления ее в приемник 16 установ лен диск 17, Установка работает следующим образом. Во вращающийся барабан 1 из бункера 4 постоянно подаются детали и абразивные гранулы, а по патрубку 13 через отверстия 14 - рабочая жидкость Детали, перемещаясь и обрабатываясь при вращении барабана, медленно передвигаются при помощи винтовых направляющих 6 к торцовой стенке меньшего диаметра и попадают в зону душирования, тщательно промываются и дальше через окно 5 попадают на разделительный вибролоток 15. Регенерация рабочих свойств абразивных гранул осуществляется следую щим образом. Поступающая через отверстия 14 патрубка 13 рабочая жидкость заполняет полость барабана и обрабатываемые детали, выносит через отверстия 9 и 10, расположенные в торцовой стен ке 2, отходы обработки. Регулировка величины вытекания жидкости осуществляется в результате изменения площади истечения отверстий путем поворота диска 7. fW-f1 Через отверстия 9 выносятся отходы продуктов обработки тяжелее воды, а через отверстия 10 - легче воды, кроме того, отверстия 10 служат для контрольного слива жидкости, не допуская переполнения барабана. Для того, чтобы отходы тяжелее воды легко выносились потоками жидкости по всей длине винтовых направляющих б, равномерно расположены окна 11 Тобразной формы с отогнутыми для направления отходов консольными лопастями 12 таким образом, что рабочая жидкость выносит отходы в направлении торцовой стенки болыиего диаметра и через щель между торцом барабана 1 и отражательным диском 17 в приемник 16 бака отстойника. Формула изобретения , Галтовочная установка непрерывного действия, содержащая вращакпцийся конический барабан с винтoвы ш направляющими , отличающаяся тем, что, с целью интенсификации гидроабразивной обработки деталей, на винтовых направляющих выполнены Т-об разные пазы, концы которых отогнуты в разные стороны. Источники информации, принятые во внимание при экспертизе 1. Патент Франции 2192478, кл, В 24 В 31/00, 1974. V
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ОТДЕЛЕНИЕМ ОБРАБОТАННЫХ ДЕТАЛЕЙ ОТ АБРАЗИВНЫХ ГРАНУЛ И ОТХОДОВ ОБРАБОТКИ | 2013 |
|
RU2549793C1 |
| Устройство для финишной обработки деталей и снятия с них заусенцев (его варианты) | 1987 |
|
SU1838077A3 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2012 |
|
RU2507053C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1996 |
|
RU2113337C1 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ | 2013 |
|
RU2540246C1 |
| Установка для абразивной обработки деталей | 1986 |
|
SU1414584A1 |
| Галтовочная установка для обработки деталей | 1985 |
|
SU1227435A1 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ | 2010 |
|
RU2446933C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2012 |
|
RU2503531C1 |
| УСТАНОВКА ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАЛОЙ ЖЕСТКОСТИ | 2012 |
|
RU2499659C1 |