1
Изобретение относится к оборудованию для изготовления резинотехнических изделий, оно может быть использовано на заводах для резки шприцованного шнура различного профиля поперечного сечения на заготовки для формовых резинотехнических изделий.
Известен станок для мерной резки полимерных материалов, включающий смонтированные на основании механизм подачи и узел резки 1. В известном станке механизм подачи постоянно осуществляет перемещение разрезаемого профиля к узлу резки без изменения расстояния между ним и узлом резки. Это отрицательно сказывается на получении точных заготовок из шприцованных профилей различной продольной жесткости.
Наиболее близким из известных является станок для мерной резки полимерных материалов, включающий смонтированные на основании узел резки и механизм подачи, имеющий установленные на валу подающие ролики с приводиыми шестернями .
В известном станке предусмотрена возможность изменения расстояния между узлом и механизмом подачи, что позволяет исключить влияние раз
личной продольной жесткости обрабатываемых профилей на точность резки. Однако применение такого станка затруднено тем, что при производстве резинотехнических изделий необходимо резать заготовки из шприцованных профилей, имеющих поперечное сечение различного размера и из разных резиновых смесей, отличающихся
одна от другой упруго-пластиче(-кими свойствами. Поэтому возникает необходимость часто менять в станке расстояние между ножом и подающими роликами, что затрудняет эксплуатацию
станка.
Частая перенастройка станка снижает его производительность, а так как врезание ножа происходит в движущийся профиль, то имеет место искажение формы поперечного сечения плоскости реза с образованием неровностей различной высоты. Поэтому качество получаекых заготовок низкое.
Цель изобретения - повышение удобства в эксплуатации за счет иск.пючения переналадок при обработке различных профилей. Это достигается тем, что каждый подающий ролик установлен свободно на ступице шестерни, имеющей
палец, взаимодействующий с выполненным
в ролике дуговым пазом, и снабжен спиральной пружиной, одним концом закрепленной на ролике, а другим - на ступице шестерни.
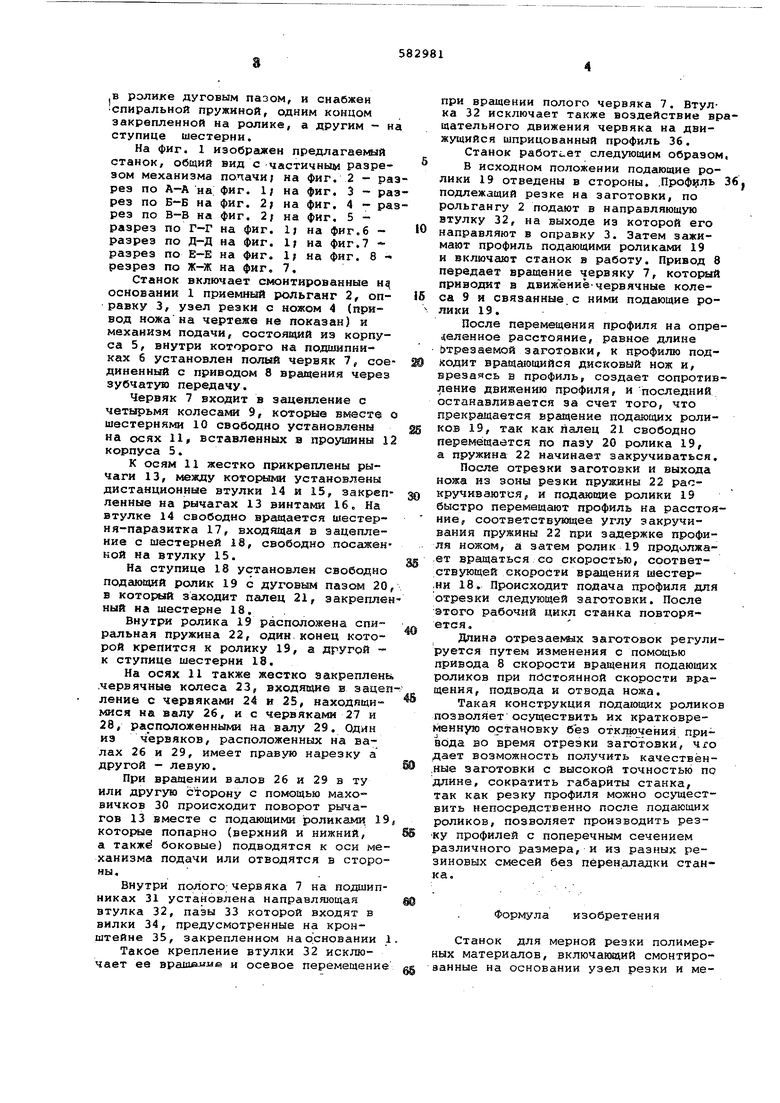
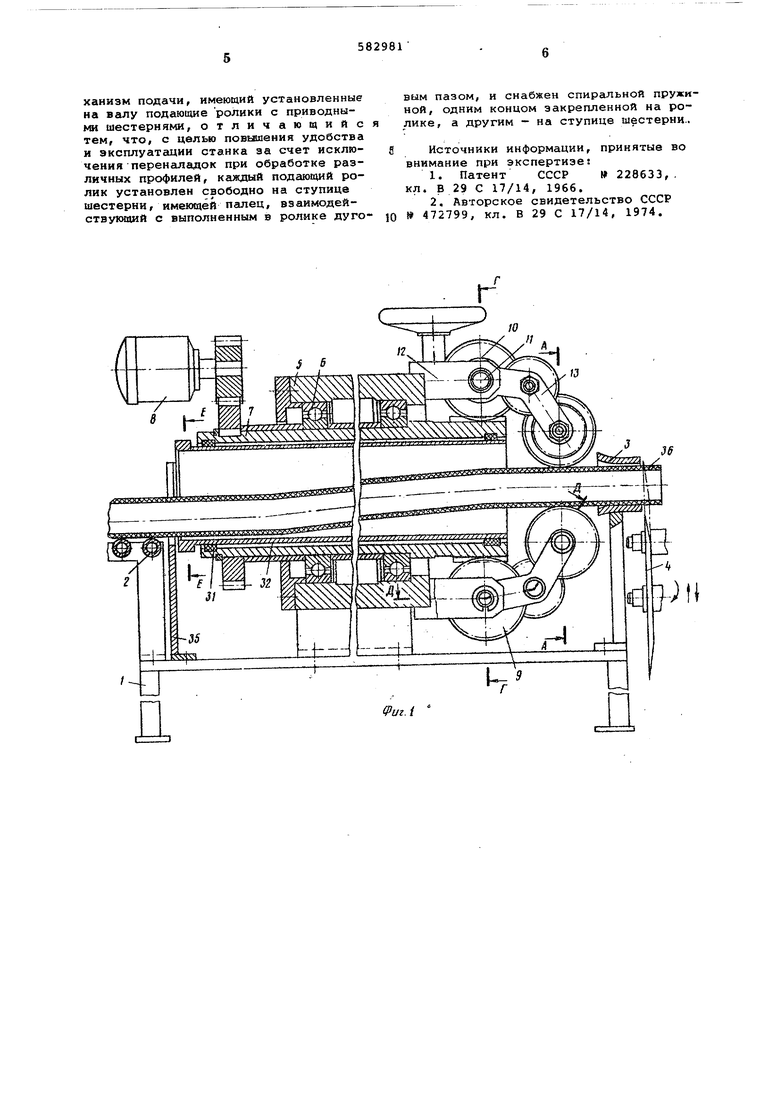
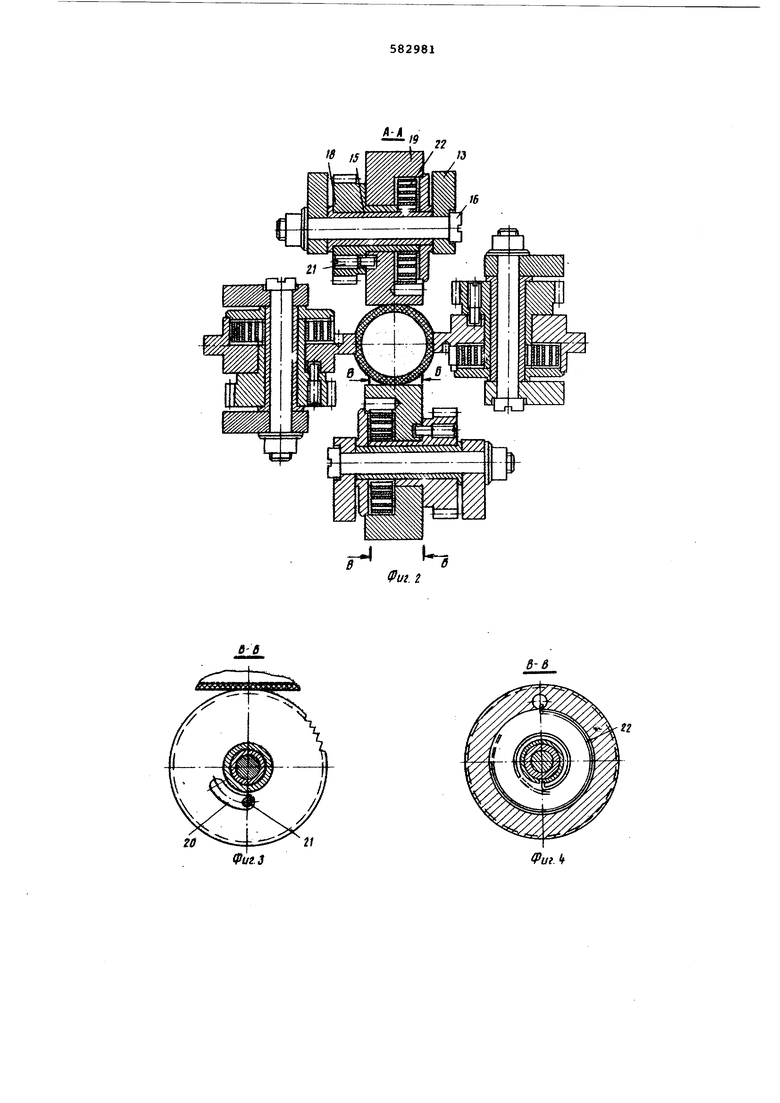
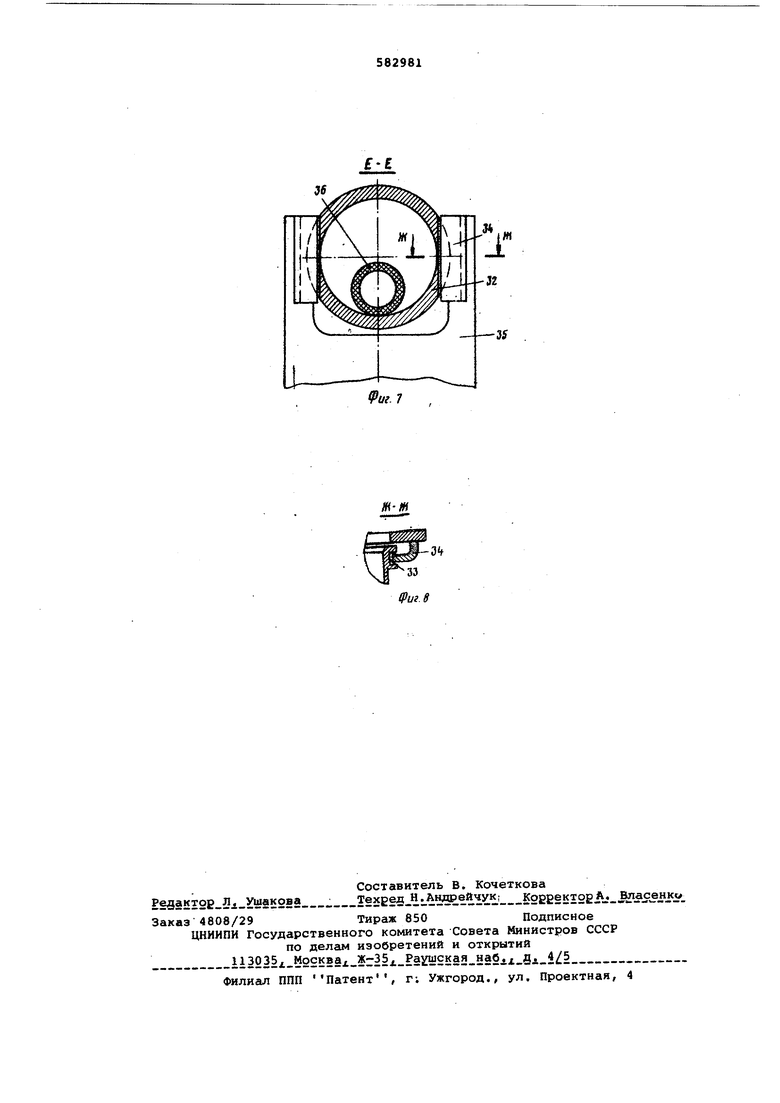
На фиг. 1 изображен предлагаеквлй станок, общий вид с-частичным разрезом механизма полачи; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - разрез по В-В на фиг. 2; на фиг. 5 разрез по Г-Г на фиг. 1) на фиг.б разрез по Д-Д на фиг. 1; на фиг.7 разрез по Е-Е на фиг. 1; на фиг. 8 резрез по Ж-ж на фиг. 7.
Станок включает смонтированные н основании 1 приемный рольганг 2, оправку 3, узел резки с ножом 4 (привод ножа на чертеже не показан) и механизм подачи, состоящий из корпуса 5, внутри которого на подшипниках б установлен полый червяк 7, соединенный с приводом 8 вращения через зубчатую передачу.
Червяк 7 входит в зацепление с четырьмя колесами 9, которые вместе о шестернями 10 свободно установлены на осях 11, вставленных в проушины 12 корпуса 5.
К осям 11 жестко прикреплены рычаги 13, между котоЕ пю1 установлены дистанционные втулки 14 и 15, закрепленные на рычагах 13 винтами 16. На втулке 14 свободно вращается шестерня-паразитка 17, входящая н зацепление с шестерней 18, свободно посаженной на втулку 15.
На ступице 18 установлен свободно подакиций ролик 19 с дуговым пазом 20, в который заходит палец 21, закрепленный на шестерне 18.
ВнутЕчс ролика 19 расположена спиральная пружина 22, один конец которой крепится к ролику 19, а другой к ступице шестерни 18.
На осях 11 также жестко эакреплень .червячные колеса 23, входящие в зацепление с червяками 24 н 25, находящимися на валу 26, и с червяками 27 и 28, расположенными на валу 29. Один из червяков, расположенных на валах 26 и 29, имеет правую нарезку а другой - левую.
При вращении валов 26 и 29 в ту или другую сторону с помощью маховичков 30 происходит поворот рычагов 13 вместе с подающими роликами. 19 которые попарно (верхний и нижний, а такж боковые) подводятся к оси механизма подачи или отводятся в стороны.
Внутри полого червяка 7 на подшипниках 31 установлена направляющая втулка 32, пазы 33 которой входят в вилки 34, предусмотренные на кронштейне 35, закрепленном на основании 1
Такое крепление втулки 32 исключает ее врашаи-че и осевое перемещение
при вращении полого червяка 7. Втулка 32 исключает также воздействие вращательного движения червяка на движущийся шприцованный профиль 36.
Станок работ;.вт следующим образом,
В исходном положении подающие ролики 19 отведены в стороны. , 36j подлежащий резке на заготовки, по рольгангу 2 подают в направляющую втулку 32, на выходе из которой его
0 направляют в оправку 3. Затем зажимают профиль подающими роликами 19 и включают станок в работу. Привод 8 передает вращение червяку 7, который приводит в движениечервячные коле5са 9 и связанные.с ними подающие ролики 19.
После перемещения профиля на определенное расстояние, равное длине Ьтрезаемой заготовки, к профилю подходит вращающийся дисковый нож и, врезаясь в профиль, создает сопротивjjeHHe движению профиля, и последний останавливается за счет того, что прекращается вращение подающих роликов 19, так как палец 21 свободно перемещается по пазу 20 ролика 19, а пружина 22 начинает закручиваться.
После отрезки заготовки и выхода ножа нз зоны резки пружины 22 раскручиваются, и подающие ролики 19 быстро перемещают профиль на расстояние, соответствукйцев углу закручивания пружины 22 при задержке профиля ножом, а затем ролик 19 продолжа,ет вращаться со скоростью, соответствующей скорости вращения шестер.ни 18. Происходит подача профиля для отрезки следующей заготовки. После этого рабочий цикл станка повторяется.
Длина отрезаеких заготовок регулируется путем изменения с помощью привода 8 скорости вращения подающих роликов при пйстоянной скорости вращения, подвода и отвода ножа.
Такая конструкция подающих роликов позволяет осуществить их кратковременную остановку без отключения привода во время отрезки заготовки, чго дает возможность получить качествён,ные заготовки с высокой точностью по длине, сократить габариты станка, так как резку профиля можно осуществить непосредственно после подающих роликов, позволяет производить резку профилей с поперечным сечением различного размера, и из разных резиновых смесей без переналадки станка.
Формула изобретения
Станок для мерной резки полимергных материалов, включающий смонтяроаанные на основании узел резки и механизм подачи, имеющий установленные на валу подающие ролики с приводнымк шестериями, отличаюадийс тем, что, с целью повшпения удобства и эксплуатации станка за счет исключения перенгшадок при обработке различных профилей, кгшдый подающий ролик установлен свободно на ступице шестерни, имеющей палец, взаимодействующий с выполненным в ролике дуговым пазом, и снабжен спиральной пружиной, одним концом закрепленной на ролике, а другим - на ступице шестерни..
Источники информации, принятые во внимание при экспертизе:
1.Патент СССР 228633, . кл. в 29 С 17/14, 1966.
2.Авторское свидетельство СССР 472799, кл. В 29 С 17/14, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Станок для резки шприцованных заготовок | 1987 |
|
SU1470545A1 |
| Станок для резки шприцованных заготовок | 1981 |
|
SU1046109A1 |
| Кулачковый зажимной патрон | 1973 |
|
SU668787A1 |
| Станок для холодного накатывания зубчатых профилей | 1988 |
|
SU1780910A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Шпиндельный узел радиально-сверлильного станка | 1976 |
|
SU610616A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1997 |
|
RU2117543C1 |
| Фасонный токарный станок | 1930 |
|
SU26433A1 |
| Способ прокатки спиральных сверл и станок для осуществления этого способа | 1944 |
|
SU66616A1 |

)8
13
6-6
Фиг If
2
Фиг. 5
36
35
9иг. 7
