Изобретение относится к области обработки металлов давлением, а точнее к кузнечно-штамповочным линиям и может быть использовано при массовом изготовлении просечно-вытяжной сетки из листового или ленточного материала.
Известен штамп для производства просечно-вытяжной сетки [1], содержащий верхнюю плиту с закрепленным зубчатым ножом, нижнюю плиту с ножом, узел подачи, храповой механизм, систему взаимосвязанных рычагов и фиксаторов, клиньев, упоров и механизм возратно-поступательного перемещения зубчатого ножа в горизонтальном направлении.
Однако конструкция штампа громоздка, имеет массивные подвижные части, ограничивающие быстроходность пресса, на котором устанавливается штамп и, как следствие, невысокую производительность. Штамп имеет ограничения в получении широких сеток, например 1,5 м, 2,0 м и отсутствует конструктивная возможность получения любой формы ячейки (например, от ромбической до квадратной) что, в свою очередь, не позволяет увеличить первоначальную длину заготовки более чем в 1,5 - 3,5 раза [2].
Известен пресс для производства просечно-вытяжной сетки [3], содержащий станину с закрепленными на ней нижними, рабочими инструментами, брус с верхними рабочими инструментами, перемещаемый от вала пресса через кривошипно-шатунный механизм и кулачок, валки для подачи листовой заготовки, привод валка в виде храпового механизма и привод пресса.
Однако конструкция пресса имеет массивные подвижные части (рабочие органы - брус с рабочим инструментом), совершающие сложное движение, которые ограничивают быстроходность пресса, а следовательно, и производительность пресса. Рабочие инструменты имеют ограничения по своей длине, что не позволяет получать широкую сетку (например, более одного метра). При увеличении геометрических размеров ячейки сетки конструкция пресса не позволяет получать квадратную форму ячейки или близкую ей по форме из-за необходимости резкого увеличения хода бруса с инструментом.
Целью изобретения является расширение технологических возможностей линии, сочетающих повышение производительности, безотходность обрабатываемого материала, получение любой формы ячейки, от ромбической до квадратной, и объемное формообразование перемычек, образующих ячейку.
Поставленная цель достигается тем, что линия состоит из просечного станка с полноприводным просечным устройством с опорами, блоком ножей для просечки вытяжки заготовки из ленты или полосы, механизмом привода и регулирования положения пакетов ножей верхнего и нижнего валов относительно друг друга, станка для растяжки сетки из просечно-вытянутой заготовки с устройством растяжным.
Опоры каждая выполнены в виде стоек, имеющих на внутренних гранях призматические пазы с жестко закрепленными в них сухарями так, что стойки образуют внутренними гранями классный паз, в котором установлены подшипниковые опоры, в которых на валах установлен блок ножей. Ножи выполнены в виде плоского кольца геометрической формой по наружному периметру в виде зубчатого венца. Поверхность зубчатого венца в пересечении с боковыми гранями образует режущие кромки по его периметру. На прямолинейных участках между зубьями выполнены скосы на каждом последующем прямолинейном участке в противоположную сторону предыдущему, и так на всех участках. На внутреннем отверстии ножа выполнен посадочный паз, позволяющий точно, относительно наружного периметра, набирать ножи в пакет на верхнем и нижнем валах. Между ножами устанавливаются кольца, выполненные с высокой точностью по толщине. Пакет ножей на каждом валу стягивается гайкой.
Механизм привода и регулирования положения пакета ножей верхнего и нижнего вала выполнен в виде механизма с зубчатым зацеплением. Он содержит ступицу с  образным пазом выполненным на одном конце, зубчатое колесо с призматическим выступом на одной грани, причем зубчатое колесо установлено на ступице так, что призматический выступ входит в
образным пазом выполненным на одном конце, зубчатое колесо с призматическим выступом на одной грани, причем зубчатое колесо установлено на ступице так, что призматический выступ входит в  образный паз ступицы и может в нем изменять положение посредством регулировочных винтов, а крепится колесо жестко к ступице посредством винтов. На нижнем валу установлено зубчатое колесо, кинематически связанное с колесом, установленным на ступице.
образный паз ступицы и может в нем изменять положение посредством регулировочных винтов, а крепится колесо жестко к ступице посредством винтов. На нижнем валу установлено зубчатое колесо, кинематически связанное с колесом, установленным на ступице.
Устройство растяжное выполнено в виде многоползунного механизма, содержащего направляющие, установленные в вертикальной плоскости в два ряда на станине станка. Выполнены они в виде  образного профиля. Внутри профиля установлены ползуны с возможностью перемещения в нем. На одном конце ползуна на оси установлен ролик, а на противоположном - зацеп. Устройство содержит фермы, выполненные из П-образного профиля. В основании фермы установлены в П-образном пазу ролики с возможностью перемещения ,а на противоположных концах ферм установлены шарниры, кинематически связанные с цепями, а через звездочки с приводом станка.
образного профиля. Внутри профиля установлены ползуны с возможностью перемещения в нем. На одном конце ползуна на оси установлен ролик, а на противоположном - зацеп. Устройство содержит фермы, выполненные из П-образного профиля. В основании фермы установлены в П-образном пазу ролики с возможностью перемещения ,а на противоположных концах ферм установлены шарниры, кинематически связанные с цепями, а через звездочки с приводом станка.
Между подшипниковыми опорами установлены буфера, выполненные из полиуретана в виде цилиндра.
В верхнем сухаре установлен регулировочный винт, нижним концом шарнирно связанный с верхней подшипниковой опорой.
Первый и последний нож пакета ножей, установленного на верхнем валу, выполнен по наружнему диаметру большего размера и вдвое меньшим числом зубьев.
Внешние концы направляющих узла растяжки заготовки, в каждом ряду, слева и справа от вертикальной оси, установлены под углом к ней с возможностью изменения угла наклона.
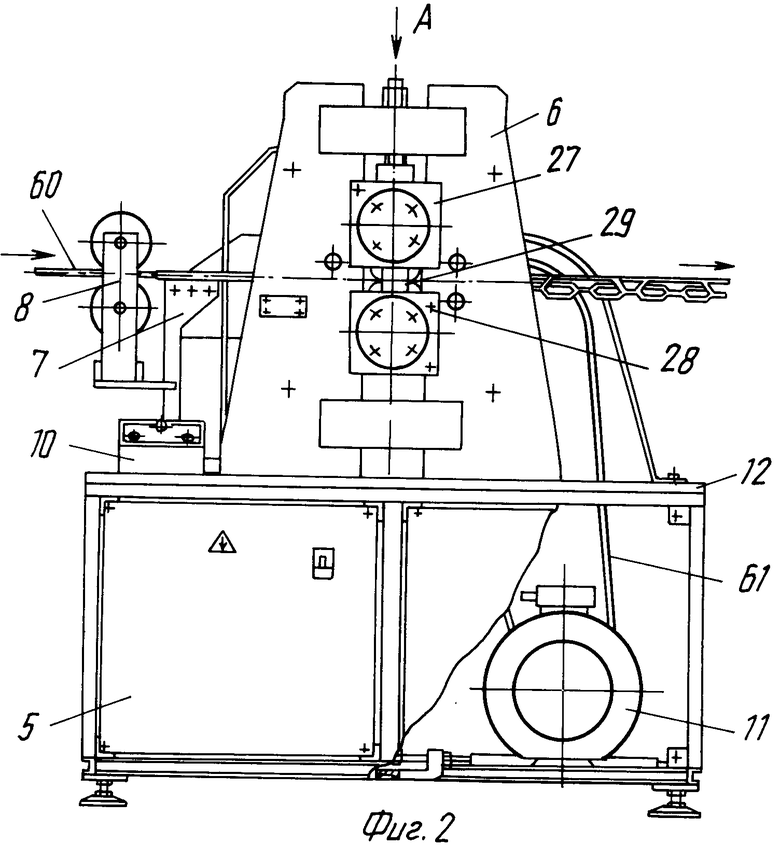
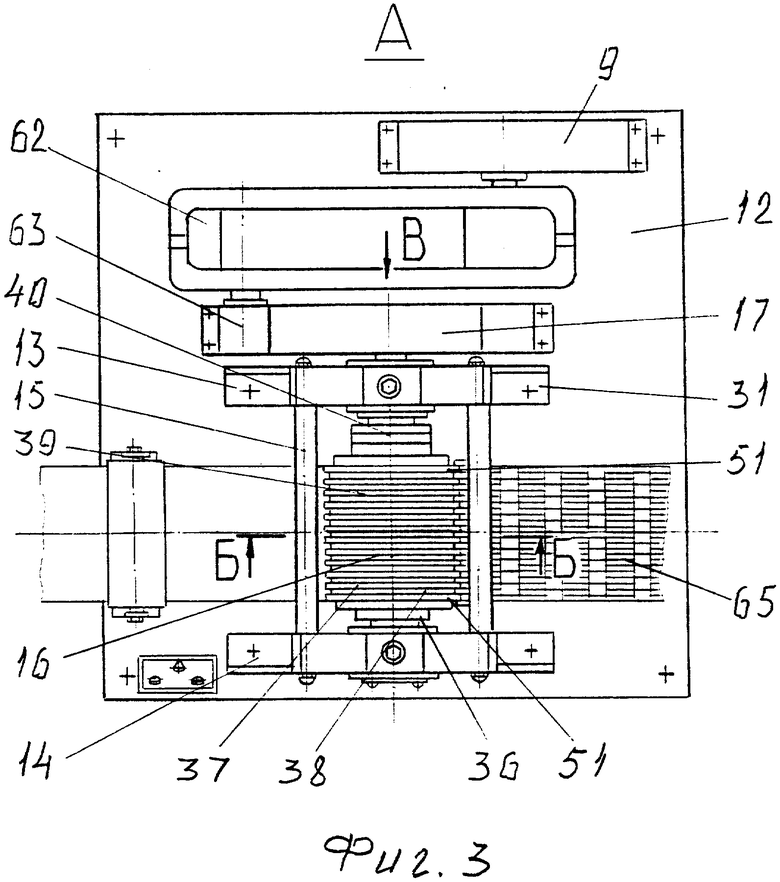
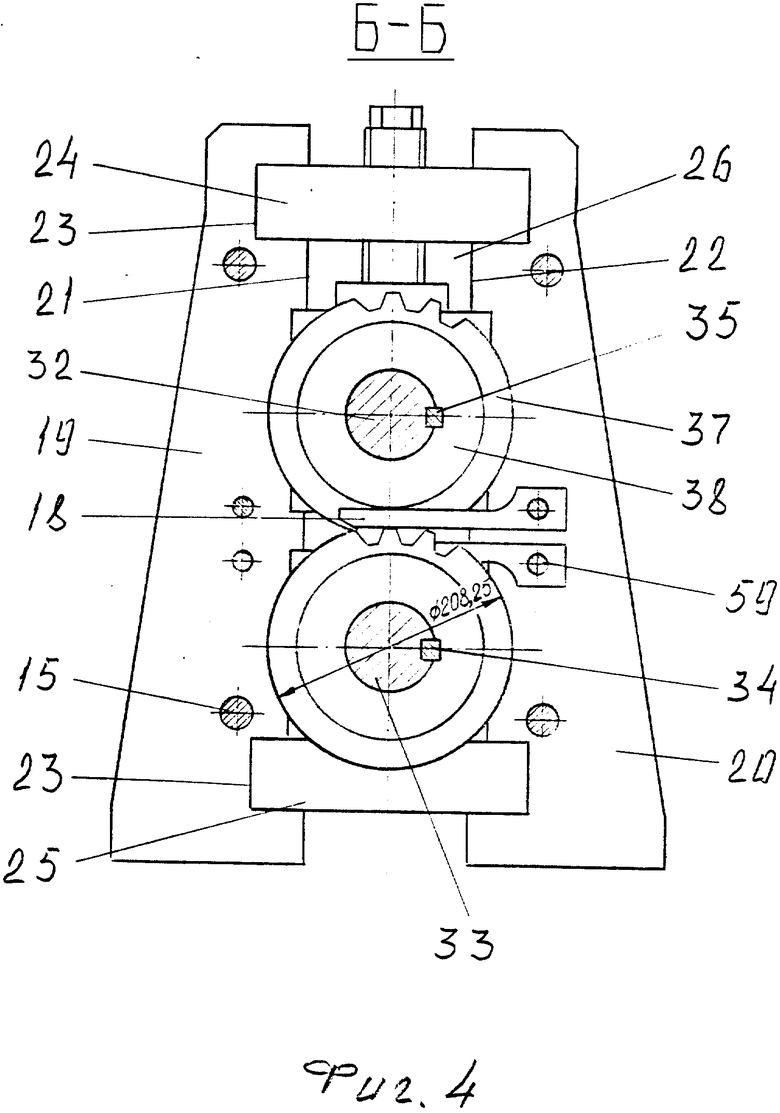
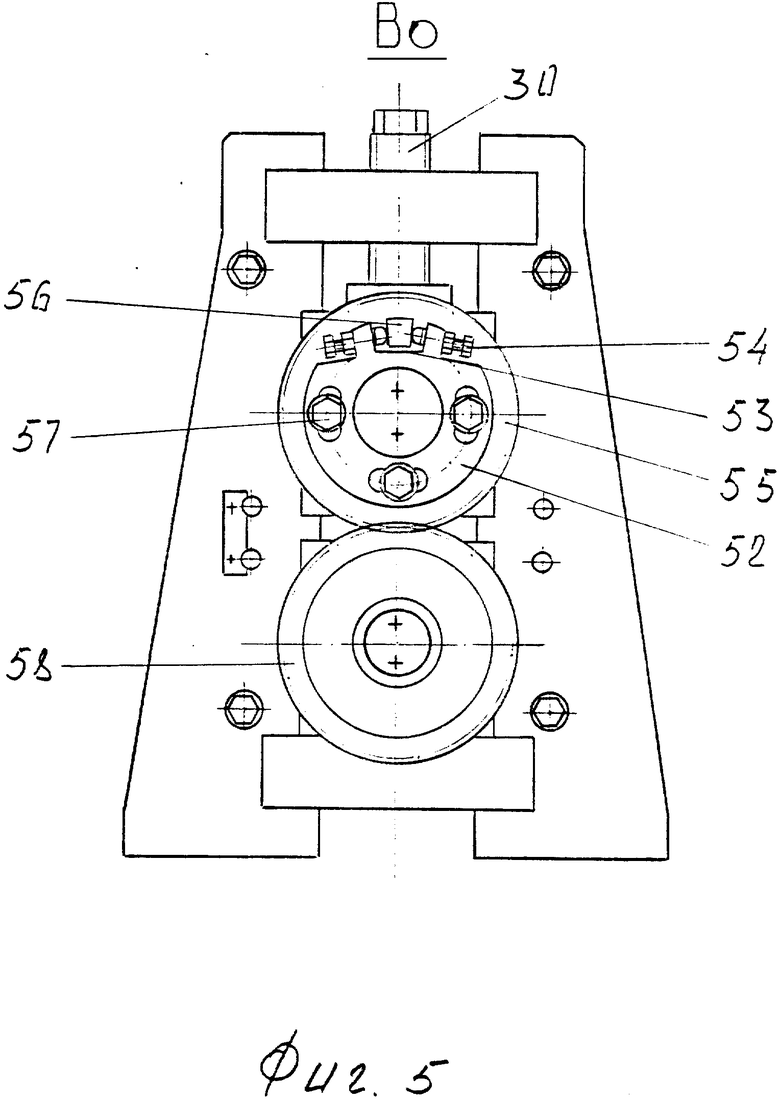
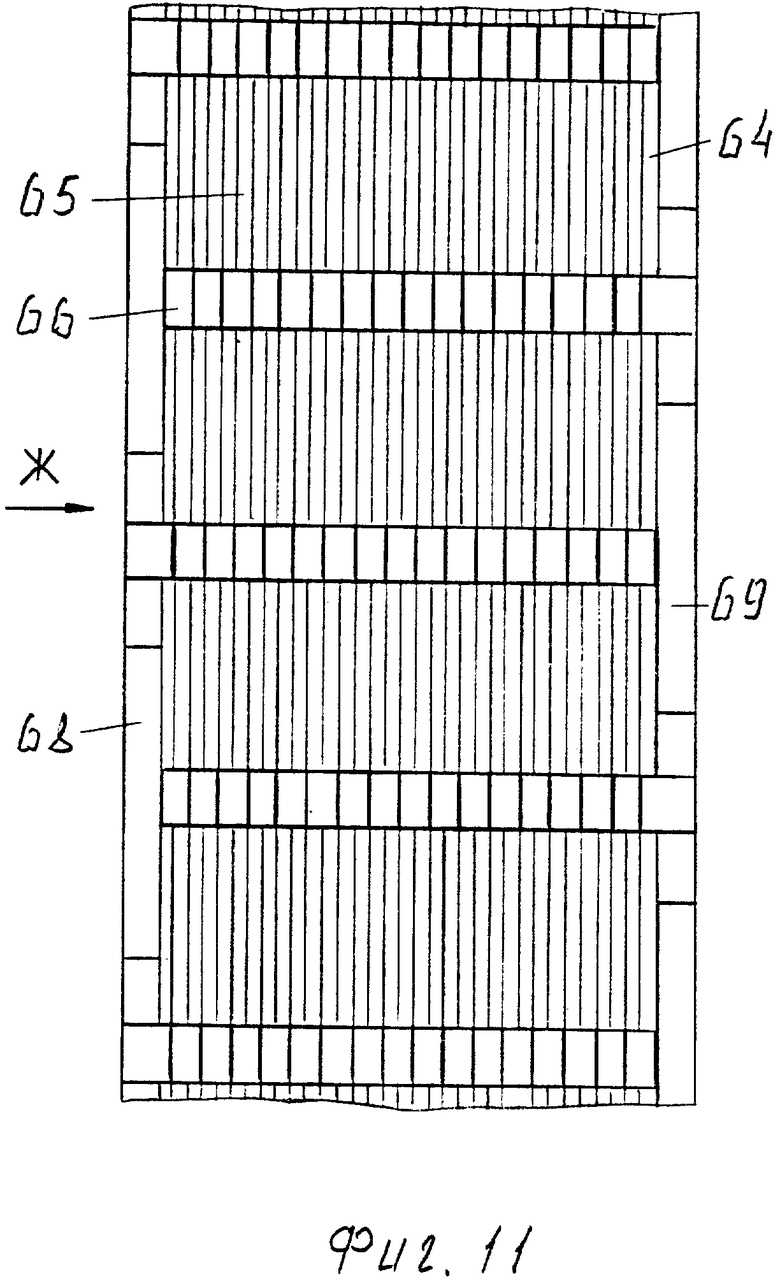
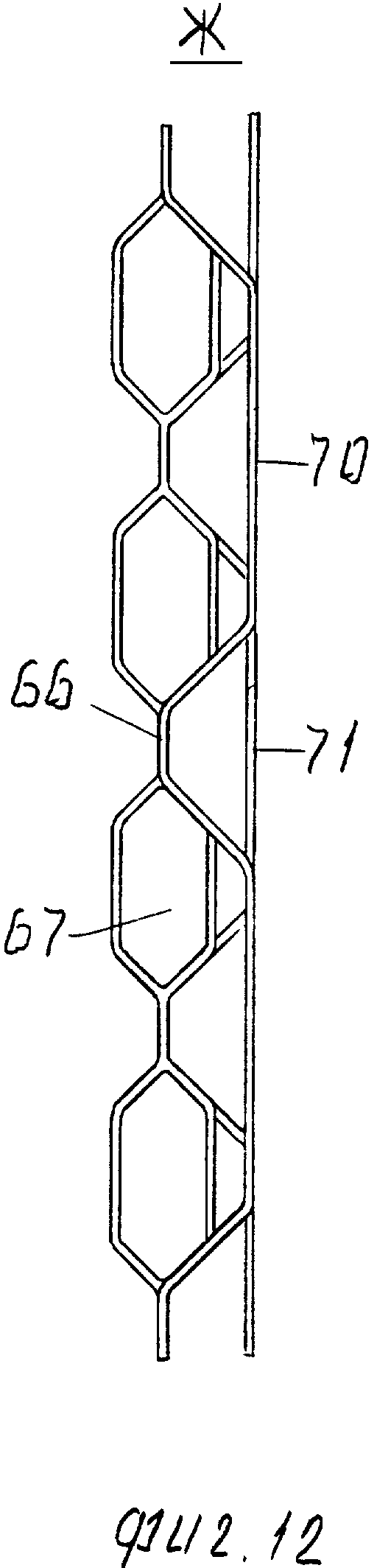
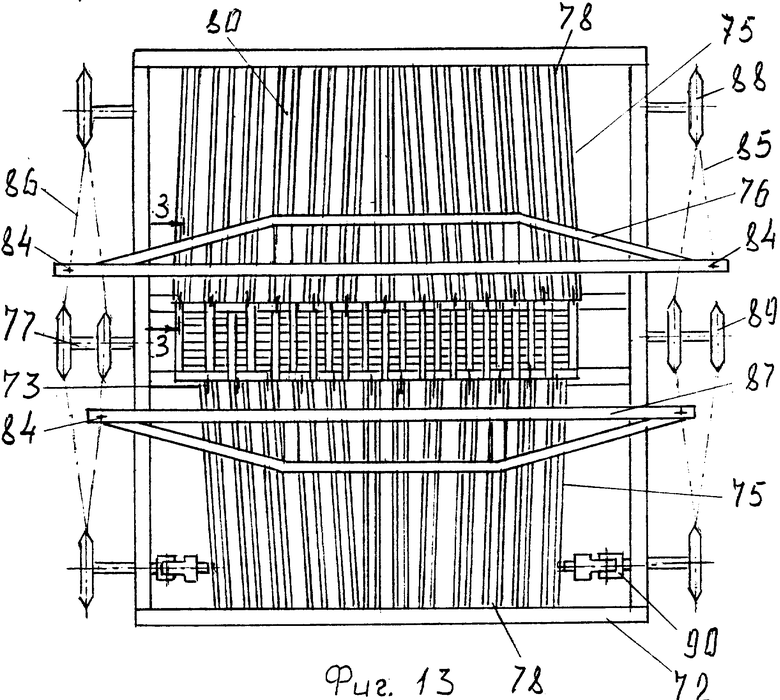
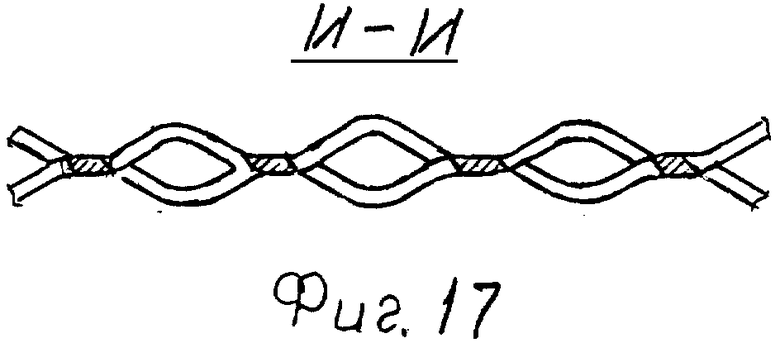
На фиг. 1 изображена линия для изготовления просечно-вытяжной сетки, общий вид; на фиг. 2 - просечной станок; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - вид В на фиг. 3; на фиг. 6 - просечной нож; на фиг. 7 - разрез Г-Г на фиг. 6; на фиг. 8 - разрез Д-Д на фиг. 6; на фиг. 9 - просечной нож; на фиг. 10 - разрез Е-Е на фиг. 9; на фиг. 11 - заготовка после просечной операции на просечном станке; на фиг. 12 - вид Ж на фиг. 11; на фиг. 13 - станок для растяжки сетки; на фиг. 14 - разрез З-З на фиг. 13; на фиг. 15 - кинематическая схема станка для растяжки сетки; на фиг. 16 - сетка просечно-вытяжная; на фиг. 17 - разрез И-И на фиг. 16.
Линия для изготовления просечно-вытяжной сетки состоит из просечного станка 1, станка 2 для растяжки сетки, стеллажей 3, 4.
Просечной станок 1 состоит из тумбы 5, устройства просечного 6, направляющей 7, 8; привода 9 станка и пульта 10 управления.
Тумба выполнена в виде призмы, внутри которой установлен электродвигатель 11. Сверху тумбы закреплена плита 12, на которой установлено просечное устройство 6.
Устройство просечное кинематически выполнено полноприводным и состоит из двух опор, левой 13 и правой 14, четырех стяжек 15, блока 16 ножей, механизма привода 17 и регулирования положения ножей друг относительно друга в блоке, съемников 18.
Опоры 13 и 14, каждая, выполнены в виде стоек 19 и 20, имеющих, на обращенных друг к другу внутренних гранях 21 и 22, призматические пазы 23, в которых жестко закреплены к стойкам 19 и 20 сухари 24 и 25. Жесткое крепление стоек 19, 20 с сухарями 24, 25 позволяет получить жесткую конструкцию опоры с внутренним классным пазом 26, образованным гранями 21, 22 стоек 19, 20 и расположенным в вертикальной плоскости. В пазу 26 установлены две подшипниковые опоры 27, 28 с возможностью перемещения в вертикальной плоскости. Между опорами установлен буфер 29, выполненный в виде цилиндра из полиуретана.
В верхнем сухаре 24 в вертикальной плоскости установлен регулировочный винт 30, нижним концом шарнирно связанный с подшипниковой опорой 27.
Опоры 13 и 14 соединяются посредством четырех стяжек 15, образуя корпус 31 устройства просечного.
Блок ножей 16 состоит из верхнего 32 и нижнего 33 валов. На каждом из валов выполнены шпоночные пазы 34 с установленными в пазах шпонками 35. На одном конце вала установлена упорная шайба 36, к которой с последовательностью установлены, с базированием по шпонке 35, нож 37, кольцо 38, нож 37 и т. д. до набора пакета 39 ножей 38 и колец 38 необходимой ширины, определяемой наибольшей шириной исходного материала (лента, полоса). Зажимается пакет 39 на другом конце вала гайкой 40.
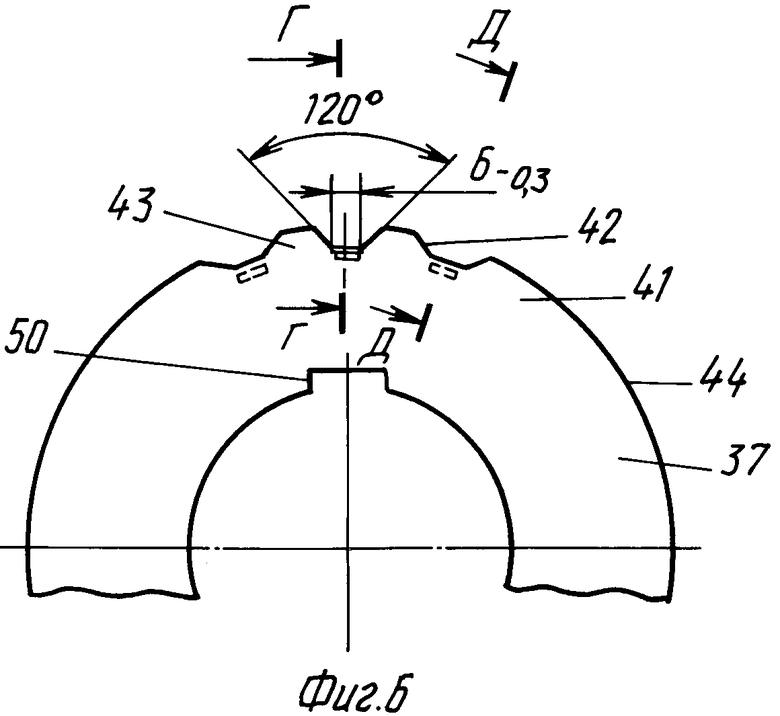
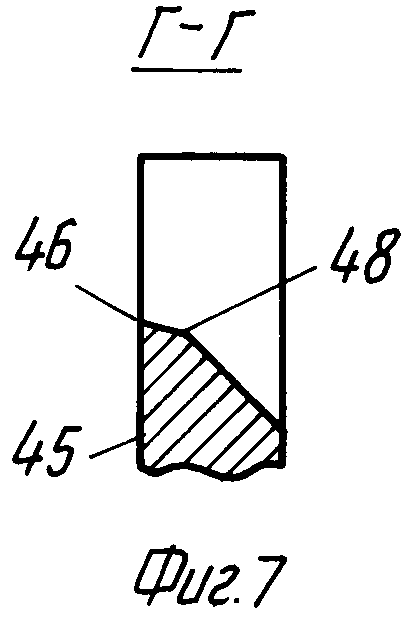
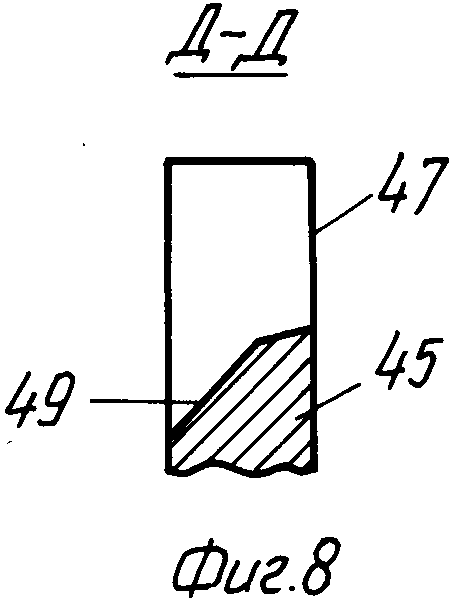
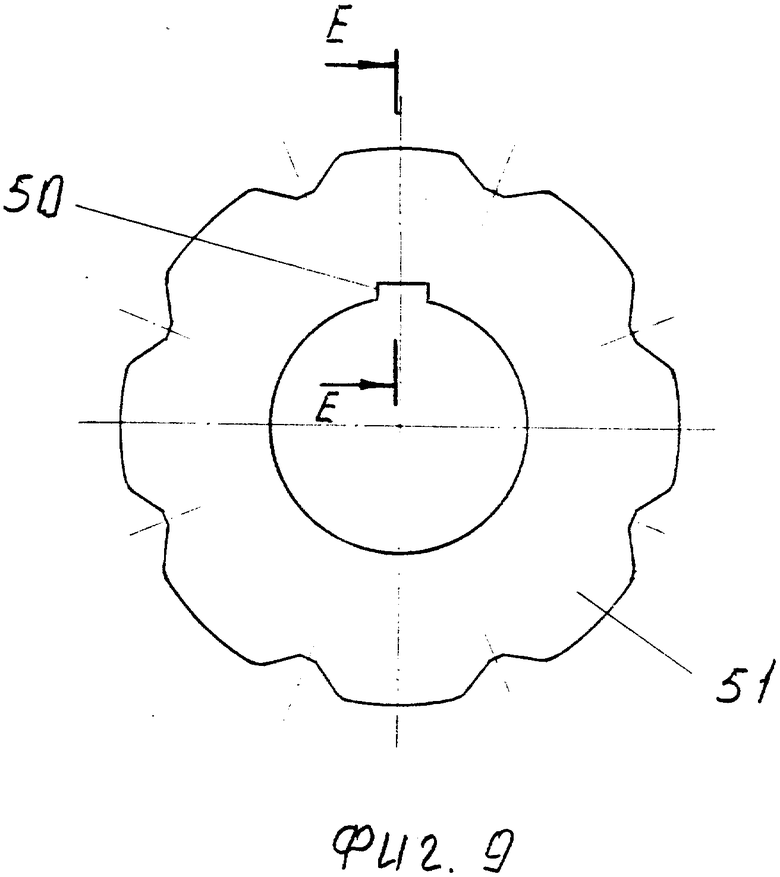
Нож 37 конструктивно выполнен в виде плоского кольца геометрической формой в виде зубчатого венца 41 по наружному периметру кольца. Боковые грани 42 сменных зубьев 43 зубчатого венца расположены под углом 120o относительно друг друга. Наружная поверхность 44 зубчатого венца 41 в пересечении с боковыми плоскостями 45 ножа образует режущие кромки 46, 47 по периметру зубчатого венца 41. На наружной поверхности 44 зубчатого венца 41 на прямолинейных участках между зубьями 43 выполнены скосы 48, 49. Скосы 48, 49 выполнены на каждом последующем участке в противоположную сторону предыдущему. Таким образом, режущие кромки 46, 47 зубчатого венца 41 прерываются на участках между зубьями 43, каждая через один участок. На внутреннем диаметре ножа 37 выполнен посадочный паз 50, относительно которого с высокой точностью выполнен зубчатый венец 41, что позволяет при наборе пакета 39 с высокой точностью устанавливать положение каждого последующего ножа 37 в пакете 39. Первый и последний нож 51 пакета 39 выполнен по наружнему диаметру больше, чем нож 37, и вдвое меньшим числом зубьев. Пакет 39, установленный на верхнем валу 32, больше на два ножа 51 пакета 39, установленного на нижнем валу 33. Верхний вал 32 установлен в подшипниковых опорах 27, а нижний вал 33 - в подшипниковых опорах 28. При этом ножи 37 в блоках 39 верхнего и нижнего валов установлены с взаимным перекрытием режущих кромок 46, 47.
Регулировка положения пакета 39 ножей верхнего вала 32 в вертикальной плоскости относительно пакета ножей нижнего вала 33 производится посредством регулировочных винтов 30.
Механизм 17 привода и регулирования положения ножей друг относительно друга в блоке 16 состоит из: ступицы 52, имеющей на одном конце, на наружнем диаметре,  образный паз 53 и регулировочные винты 54, жестко установленной на одном конце верхнего вала 32; зубчатого колеса 55, установленного на ступице, имеющего на одной грани призматический выступ 56, который при установке колеса на ступицу 52 входит в паз 53 и фиксируется в нем посредством регулировочных винтов 54, а крепится колесо на ступице посредством винтов 57; зубчатого колеса 58, установленного жестко на нижнем валу 33 и находящимся в зацеплении с колесом 55. Таким образом, через зубчатые колеса 55, 58 и валы 32, 33 выполнена полноприводность блока 16 ножей и устройства просечного 7.
образный паз 53 и регулировочные винты 54, жестко установленной на одном конце верхнего вала 32; зубчатого колеса 55, установленного на ступице, имеющего на одной грани призматический выступ 56, который при установке колеса на ступицу 52 входит в паз 53 и фиксируется в нем посредством регулировочных винтов 54, а крепится колесо на ступице посредством винтов 57; зубчатого колеса 58, установленного жестко на нижнем валу 33 и находящимся в зацеплении с колесом 55. Таким образом, через зубчатые колеса 55, 58 и валы 32, 33 выполнена полноприводность блока 16 ножей и устройства просечного 7.
Регулирование положения ножей 37, набранных в пакет 39 в блоке 16, производится следующим образом. Отпускаются винты 57, крепящие колесо 55 к ступице 52, и, изменяя положение призматического выступа 56 колеса 55 в  образном пазу 53 ступицы 52, изменяется положение зубчатого венца 41 ножей 37 пакета 39, установленного на верхнем валу 32 относительно зубчатого венца 41 ножей 37 пакета 39, установленного на нижнем валу 33, до совпадения элементов профиля ножей, установленных на верхнем и нижнем валах при их вращении.
образном пазу 53 ступицы 52, изменяется положение зубчатого венца 41 ножей 37 пакета 39, установленного на верхнем валу 32 относительно зубчатого венца 41 ножей 37 пакета 39, установленного на нижнем валу 33, до совпадения элементов профиля ножей, установленных на верхнем и нижнем валах при их вращении.
Съемники 18 выполнены в виде пластин и устанавливаются на штоке 59 между ножами.
Направляющие 7 и 8 предназначены для направления полосы заготовки 60 в рабочую зону блока 16 ножей.
Привод 9 станка состоит из электродвигателя 11, клиноременной передачи 61, редуктора 62 и зубчатого колеса 63.
Просечной станок работает следующим образом. С пульта управления 10 включается станок. От электродвигателя 11 через клиноременную передачу 61, редуктор 62, зубчатое колесо 63 вращение передается механизму привода 17 блока ножей и от него, непосредственно, пакетам 39 ножей 37.
Полоса (лента) 60 подается через направляющие 7 и 8 в блок ножей до ее захвата ножами 37. Дальнейшее перемещение полосы происходит посредством вращающихся ножей 37. Проходя через блок ножей, она разрезается и формуется каждой парой ножей 37 пакетов 39 ножей таким образом, что, разрезанная на прерывистые узкие полоски 64, она представляет собой развернутый профиль зубчатого венца 41 ножа 37, а в целом пакета 39 ножей. Ножами, на участках между зубьями, где прерываются режущие кромки 46, 47 скосами 48, 49, на заготовке 65 оставляются перемычки 66 (неразрезанные участки), образующие связи между примыкающими друг к другу полосками 64. Кроме того, эти полоски 64 формуются зубьями 43 смежных ножей 37 в противоположные стороны симметрично относительно горизонтальной плоскости, образуя в свету шестиугольник 67. Две крайних, по ширине заготовки 65, полоски 68 и 69 разрезаются и формуются первым и последним ножами 51 пакета 39, установленного на верхнем валу 32.
Полоски 68 и 69 представляют собой развернутый профиль зубчатого венца ножа 51, имеющего больший наружный диаметр и вдвое меньшее число зубьев по отношению к ножу 37. Отформованные полоски 68 и 69 своим зубчатым профилем обращены вниз относительно горизонтальной плоскости.
Полоски 68 и 69, имея вдвое больший отформованный профиль зуба 51, своей средней частью выступов 70 и 71 перерывают в свету перемычки 66 (возвышаются над плоскостью перемычки 66).
На одном зубе ножа 37 прорезается одна сторона ячейки сетки.
На одном зубе ножа 51 прорезается две стороны ячейки сетки.
Станок для растяжки сетки состоит из: станины 72, устройства растяжного 73 и привода 74.
Станина 72 выполнена рамной конструкции с размещением в ней привода 74 и на ней устройства растяжного 73.
Устройство растяжное 73 состоит из: направляющих 75, ферм 76 и привода 77 ферм.
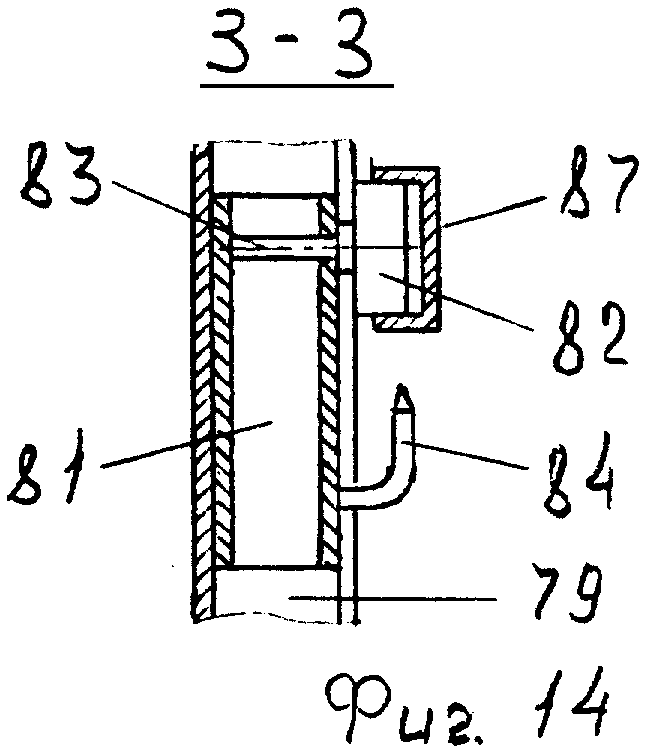
Направляющие 75 установлены на станине 72 в вертикальной плоскости в два ряда, вверху и внизу станины. Причем в каждом ряду внешние концы 78 направляющих 75, слева и справа от вертикальной оси, сходятся под углом к направляющим, которые установлены в центре. Угол наклона направляющих 75 может изменяться путем изменения жесткого крепления их концов 78 к станине 72.
Направляющие 75 выполнены в виде (коробчатого)  - образного профиля 79 с пазами 80 вдоль профиля. В направляющей установлен ползун 81, выполненный в виде призмы с возможностью перемещения внутри нее. На одном конце ползуна 81 установлен ролик 82 на оси 83, а на противоположном - зацеп 84, выполненный в виде изогнутого стержня в сторону ролика 82.
- образного профиля 79 с пазами 80 вдоль профиля. В направляющей установлен ползун 81, выполненный в виде призмы с возможностью перемещения внутри нее. На одном конце ползуна 81 установлен ролик 82 на оси 83, а на противоположном - зацеп 84, выполненный в виде изогнутого стержня в сторону ролика 82.
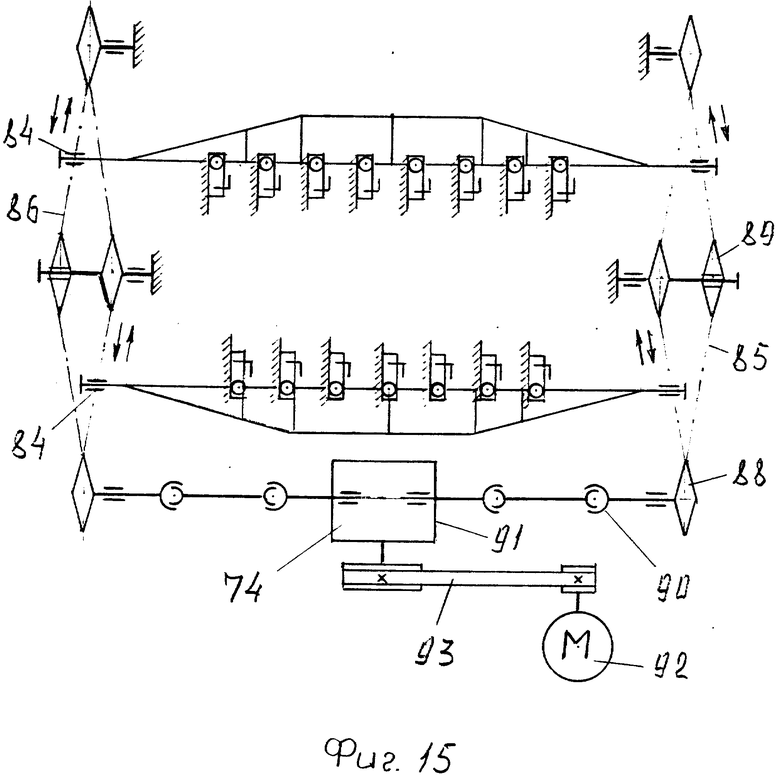
Фермы 76 установлены на станине 72 симметрично относительно горизонтальной оси. Концы ферм 76 посредством шарниров 84 кинематически связаны с цепями 85 и 86 привода 77 ферм.
Ферма 76 выполнена из П-образного профиля. Основание 87 ферм установлено П-образным профилем к плоскости станины 72. В П-образном профиле основания 87 устанавливаются ролики 82 ползунов 81 с возможностью перемещения вдоль основания. Таким образом устанавливается кинематическая связь зацепов 84, ползунов 81 через ролики 82, основание 87 ферм 76 с цепями 85 и 86 привода 77 ферм.
Привод 77 ферм 76 состоит из звездочек 88 и 89, цепей 85 и 86 и карданов 90, кинематически связанных с редуктором 91 привода 74 станка.
Работает кинематическая схема станка следующим образом. От электродвигателя 92 постоянного тока через клиноременную передачу 93, редуктор 91, карданы 90, звездочки 88 и 89, цепи 85 и 86, шарниры 84 движение (возвратно-поступательное) передается фермам 76, а последние через П-образный профиль основания 87, ролики 82 приводят в движение ползуны 81 с зацепами 84.
На станине установлены концевые выключатели (на фиг. не показаны), наезжая на которые ферма выключает электродвигатель. Реверсируя вращение вала электродвигателя с пульта управления станка (на фиг. не показано), фермы возвращаются в исходное положение, т. е. на определенное расстояние от горизонтальной оси, которое определяется шириной заготовки 65.
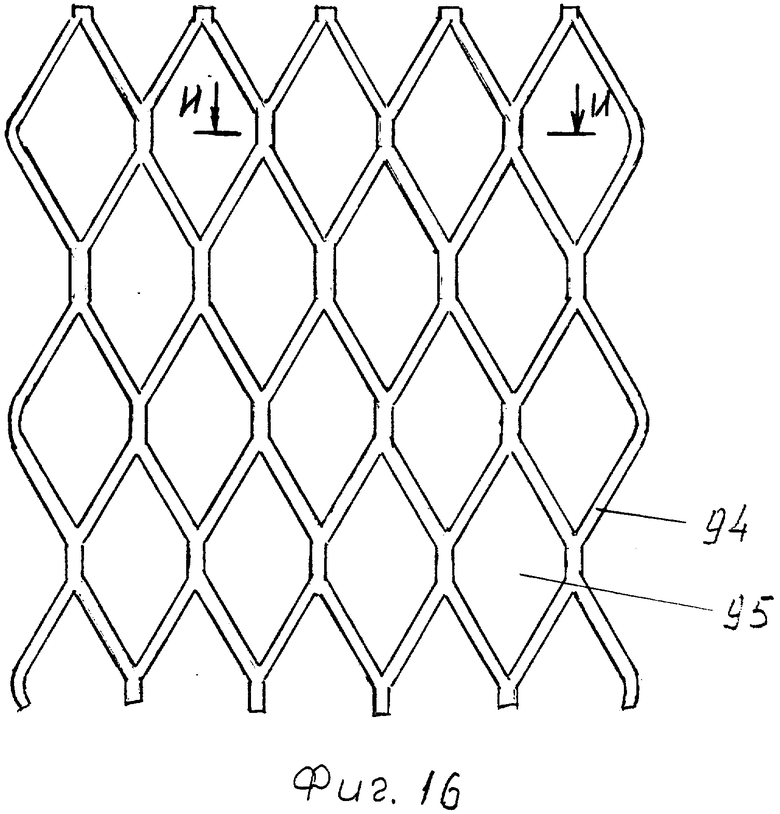
Станок растяжки сетки работает следующим образом. Заготовка 65, полученная на просечном станке, устанавливается на столе станка растяжного таким образом, что зацепы 84 входят в зацепление с выступами 70 и 72 по всей длине заготовки 65. Затем включается привод станка и фермы 76, перемещаясь от горизонтальной оси вверх и вниз, растягивают заготовку 65, превращая ее в сетку 94. Форма получаемой ячейки 95 сетки при этом может получаться от ромбической геометрической формы до квадратной и определяется ходом ферм от горизонтальной оси станка (точнее, положением зацепов 84 ползунов 81). После реверса электродвигателя фермы возвращаются в исходное положение. Цикл повторяется.
Линия для изготовления просечно-вытяжной сетки работает следующим образом.
Полоса 60 со стеллажа 3 подается через направляющие 7 и 8 в просечной станок 1, который превращает ее в заготовку 65. После чего заготовка 65 укладывается на промежуточный стеллаж 4. Затем заготовка 65 со стеллажа 4 подается в станок растяжки сетки, который производит растяжку заготовки 65, превращая ее в сетку.
Источники информации
1. Авторское свидетельство СССР N 914145, кл. B 21 D 31/02.
2. Полетаев Б.А., Козлов Н.А., Грошев В.А. Штамп для производства просечно-вытяжной сетки. - Кузнечно-штамповочное производство, N 12, 1984, с. 24.
3. RU 2078638, 10.05.97, кл. B 21 D 47/02 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1998 |
|
RU2146179C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| УСТРОЙСТВО ДЛЯ СМАЗКИ ЗУБЧАТЫХ ПЕРЕДАЧ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ ВАЛА | 1994 |
|
RU2084752C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| ДВУСТОРОННИЙ ПЛАНЕТАРНЫЙ ПЛОСКОДОВОДОЧНЫЙ СТАНОК | 1992 |
|
RU2035288C1 |
| ПРОСЕЧНОЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СЕТКИ | 2014 |
|
RU2578878C2 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ВЕТОХИНА "ЭМВ" | 1994 |
|
RU2065656C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВИКЕЛЕЙ | 1992 |
|
RU2021126C1 |
| РОТОРНО-ПОРШНЕВОЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2168032C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при массовом производстве просечно-вытяжной сетки из ленточного или листового материала. Линия состоит из просечного станка с полноприводным просечным устройством с блоком ножей для просечки-вытяжки заготовки из ленты или полосы, механизма привода и регулирования положения пакетов ножей верхнего и нижнего валов относительно друг друга в просечном устройстве, станка для растяжки сетки из заготовки, полученной на просечном станке, с устройством растяжным. Конструкция узлов и их компоновка позволяют расширить технологические возможности линии, сочетающие безотходность обрабатываемого материала, получение любой формы ячейки, от ромбической до квадратной, и объемное формообразование перемычек, образующих ячейку. 1 с. и 5 з.п.ф-лы, 17 ил.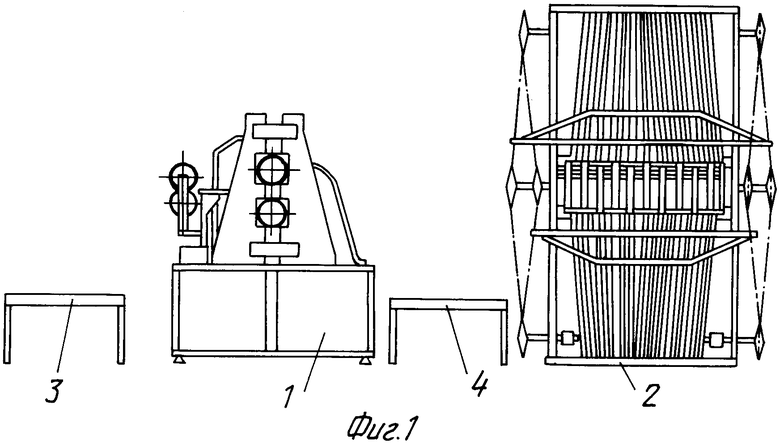
 -образный паз, регулировочные винты, смонтированные в стенках
-образный паз, регулировочные винты, смонтированные в стенках  -образного паза, зубчатое колесо, размещенное на ступице, на одной грани которого выполнен призматический выступ с возможностью перемещения в соответствующем пазу ступицы и с возможностью изменения положения относительно регулировочных винтов, зубчатое колесо, установленное на нижнем валу блока ножей, кинематически связанное с зубчатым колесом, установленным на ступице, узел растяжки просечной заготовки выполнен в виде многоползунного механизма, расположенного на станине в вертикальной плоскости симметрично относительно горизонтальной оси и содержащего направляющие, установленные в вертикальной плоскости в два ряда вверху и внизу станины, выполненные в виде
-образного паза, зубчатое колесо, размещенное на ступице, на одной грани которого выполнен призматический выступ с возможностью перемещения в соответствующем пазу ступицы и с возможностью изменения положения относительно регулировочных винтов, зубчатое колесо, установленное на нижнем валу блока ножей, кинематически связанное с зубчатым колесом, установленным на ступице, узел растяжки просечной заготовки выполнен в виде многоползунного механизма, расположенного на станине в вертикальной плоскости симметрично относительно горизонтальной оси и содержащего направляющие, установленные в вертикальной плоскости в два ряда вверху и внизу станины, выполненные в виде  -образного профиля с пазом в продольном направлении, ползуны, размещенные внутри
-образного профиля с пазом в продольном направлении, ползуны, размещенные внутри  -образного профиля направляющих с возможностью перемещения в нем и выполненные в виде призмы, на одном конце которой имеется отверстие с установленным в нем на оси роликом, а на противоположном установлен зацеп в виде изогнутого стержня, фермы, установленные на станине и выполненные из П-образного профиля, причем основания ферм смонтированы пазом П-образного профиля к плоскости станины, в упомянутом пазу размещены ролики с возможностью продольного перемещения, а на противоположных концах ферм установлены шарниры, кинематически связанные с цепями звездочек, смонтированных на станине и посредством цепей связанных кинематически с приводом станка.
-образного профиля направляющих с возможностью перемещения в нем и выполненные в виде призмы, на одном конце которой имеется отверстие с установленным в нем на оси роликом, а на противоположном установлен зацеп в виде изогнутого стержня, фермы, установленные на станине и выполненные из П-образного профиля, причем основания ферм смонтированы пазом П-образного профиля к плоскости станины, в упомянутом пазу размещены ролики с возможностью продольного перемещения, а на противоположных концах ферм установлены шарниры, кинематически связанные с цепями звездочек, смонтированных на станине и посредством цепей связанных кинематически с приводом станка.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ПОЛОСОВОГО МАТЕРИАЛА | 1994 |
|
RU2078638C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2021062C1 |
| Штамп для обработки листового материала | 1990 |
|
SU1780901A1 |
| Станок для растяжки сотовых заполнителей | 1989 |
|
SU1660811A1 |
| Устройство для растяжки перфорированного профиля | 1991 |
|
SU1791060A1 |
| Способ изготовления из полосы просечно-вытяжных сеток | 1988 |
|
SU1581427A1 |
| GB 1400137, 16.07.75 | |||
| GB 1588197, 15.04.81 | |||
| ВЫПАРНОЙ АППАРАТ | 1991 |
|
RU2034610C1 |
| ГНУТЫЙ СТАЛЬНОЙ ПРОФИЛЬ ДОРОЖНОГО ОГРАЖДЕНИЯ | 2001 |
|
RU2200069C1 |
| Способ эндоскопической диагностики гистологического типа образования во время колоноскопии | 2018 |
|
RU2697765C1 |
| Пресс для производства просечновытяжной сетки | 1976 |
|
SU617121A1 |
