(54) УСТАНОВКА ДЛЯ СБОРКИ КАНАТА С ОБОЙМОЙ И КОУШЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления петли на конце каната | 1976 |
|
SU600227A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ОБОЙМ С ДЛИННОМЕРНЫМ МАТЕРИАЛОМВ П TGФО^'^ ^^'П'т-^щ-t 1» d.^-j ^,:t;>&j!i|.,; s OJfJ | 1971 |
|
SU436114A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Установка для изготовления петель на концах каната | 1974 |
|
SU524875A1 |
| Автоматический комплекс для резки листового проката | 1981 |
|
SU984733A1 |
| УСТРОЙСТВО для ЗАДЕЛКИ КОУШЕЙ | 1968 |
|
SU220697A1 |
| Петлеобразователь | 1989 |
|
SU1738882A1 |
| Станок для изготовления стропов сплетением | 1985 |
|
SU1280071A1 |
| УНИВЕРСАЛЬНАЯ МНОГОПОЗИЦИОННАЯ КРЫШКО- ДЕЛАТЕЛЬНАЯ МАШИНА | 1967 |
|
SU197502A1 |
| МОБИЛЬНОЕ УСТРОЙСТВО ДЛЯ СОРТИРОВКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ И ПОШТУЧНОЙ РАЗБОРКИ ИХ ПАЧЕК | 1990 |
|
RU2029639C1 |
Изобретение относится к области канатного производства н может найти применение в качестве оборудования для изготовления стропов.
Известно устройство для сборки деталей, содержащее станину и пресс, состоящий из пуансона и матрицы. Пресс при этом может быть выполнен с механизмом, содержащим клин, толкатель и ползун 1.
Известное устройство малопроизводительно, так как операции по продеванию конца каната через обойму, огибанию каната вокруг коуша и заправке каната в обойму осуществляются вручную. Кроме того, отсутствие механизмов подачи, отмеривания и резки длинномерного материала, например каната, значительно усложняет процесс изготовления стропов.
Известна также установка для сборки каната с обоймой и коушем, содержащая размещенные по ходу технологического процесса и кинематически связанные между собой механизм подачи каната, механизм резки его, механизм подачи обойм и коушей и обжатия их на канате и поперечный шаговый транспортер
Такая установка не позволяет изготавливать изделия типа стропов с коушами.
Целью настоящего изобретения - повысить производительность сборки.
Для достижения этой цели предлагаемая
установка для сборки канатов с обоймой п:
коушем снабжена устройствами для гиба и
заделки концов каната, продольным -транспортером, устанавливаемым на раме и манипулятором, передающим отрезки каната с продольного транспортера на устройства для гиба и заделки концов каната. Манипулятор выполнен в виде двух взаимнопараллельных
механизмов типа пантографов, каждый из которых имеет захват и соединен с кареткой, установленной на раме продольного транспортера с возможностью возвратно-поступательного перемещения вдоль его оси.
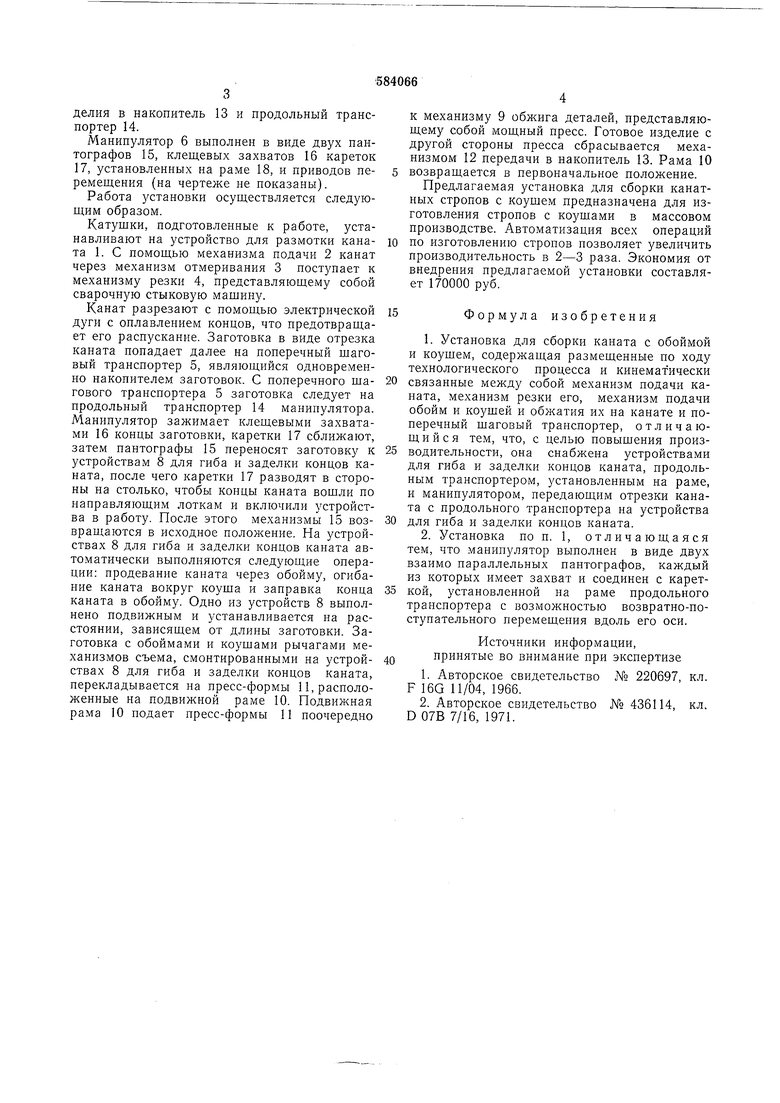
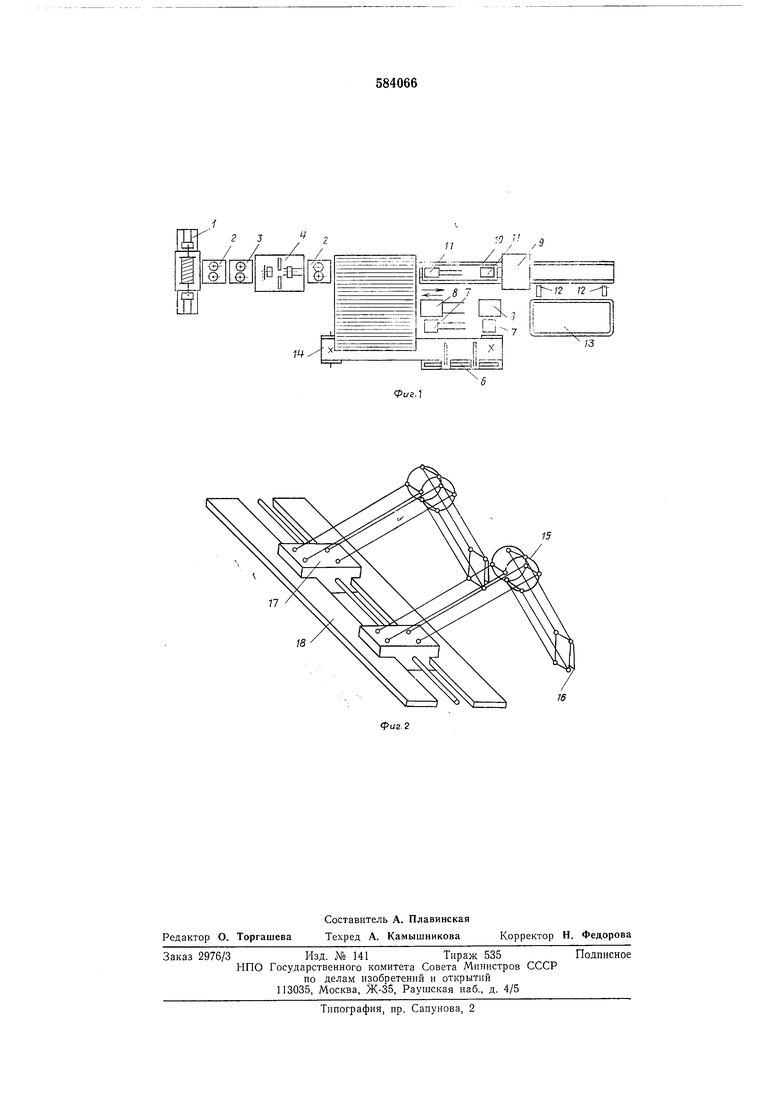
На фиг. 1 схематически пзображсмт предлагаемая установка, обп;ий вид; на фиг. 2 - манинулятор, общий вид.
Установка для сборки каната с коушем и обоймой состоит из комплекса механизмов по
механической обработке, сборке и транспортировке изделия.
По ходу технологического процесса смонтированы устройство 1 для размотки каната, механизмы для его подачи 2, отмеривания 3
и резки 4, поперечный шаговый транспортер 5, манипулятор 6, механизмы 7 подачи обоймы и коушей устройства 8 для гиба и заделки концов каната механизм 9 обжига обойм, включающий подвижную раму 10 с прессформами 11, и механизм 12 передачи готового изделия в накопитель 13 и продольный транспортер 14.
Манипулятор 6 выполнен в виде двух пантографов 15, клещевых захватов 16 кареток 17, установленных на раме 18, и приводов перемещения (на чертеже не показаны).
Работа зстановки осуществляется следующим образом.
Катушки, подготовленные к работе, устанавливают на устройство для размотки каната 1. С помощью механизма подачи 2 канат через механизм отмеривания 3 поступает к механизму резки 4, представляющему собой сварочную стыковую мащипу.
Канат разрезают с помощью электрической дуги с оплавлением конпов, что предотвращает его распускание. Заготовка в виде отрезка каната попадает далее на поперечный щаговый транспортер 5, являющийся одновременно накопителем заготовок. С поперечного шагового транспортера 5 заготовка следует на продольный транспортер 14 манипулятора. Манипулятор зажимает клещевыми захватами 16 концы заготовки, каретки 17 сближают, затем пантографы 15 переносят заготовку к устройствам 8 для гиба и заделки концов каната, после чего каретки 17 разводят в стороны на столько, чтобы концы каната вошли по направляющим лоткам и включили устройства в работу. После этого механизмы 15 возвращаются в исходное положение. На устройствах 8 для гиба и заделки концов каната автоматически выполняются следующие операции: продевание каната через обойму, огибание каната вокруг коуша и заправка конца каната в обойму. Одно из устройств 8 выполнено подвижным и устанавливается на расстоянии, зависящем от длины заготовки. Заготовка с обоймами и коушами рычагами механизмов съема, смонтироваиными на устройствах 8 для гиба и заделки концов каната, перекладывается на пресс-формы И, расположенные на подвижной раме 10. Подвижная рама 10 подает пресс-формы 11 поочередно
к механизму 9 обжига деталей, представляющему собой мощный пресс. Готовое изделие с другой стороны пресса сбрасывается механизмом 12 передачи в накопитель 13. Рама 10
возвращается в первоначальное положение.
Предлагаемая установка для сборки канатных стропов с коушем предназначена для изготовления стропов с коушами в массовом производстве. Автоматизация всех операций
по изготовлению стропов позволяет увеличить производительность в 2-3 раза. Экономия от внедрения предлагаемой установки составляет 170000 руб.
Формула изобретения
связанные между собой механизм подачи каната, механизм резки его, механизм подачи обойм и козшей и обжатия их на канате и поперечный шаговый транспортер, отличающийся тем, что, с целью повыщения производительности, она снабжена устройствами для гиба и заделки концов каната, продольным транспортером, установленным на раме, и манипулятором, передающим отрезки каната с продольного транспортера на устройства
для гиба и заделки концов каната.
Источники информации, принятые во внимаиие при экспертизе
77
/5
15
Ю
