Изобретение предназначено для изготовления чокеров в лесной промышленности и может быть использовано в других отраслях, где применяются тросы с заделанными в обоймы концами.
Известна установка для сборки обойм с длинномерным материалом тила Пучка проволок методом опрессовки, содержащая размещенные на станине ino ходу технологического процесса и .кинематически связанные между собой механизм подачи длинномерного материала, механизмы отмеривания и резки его, механизм подачи обойм и механизм обжима обойм на отрезке длинномерного материала.
Однако на такой установке невозможно изготовлять изделия типа чокеров.
С целью обеспечения возможности изготовления изделий типа чокеров установка снабжена шаговым транопортером, передающим отрезки длинномерного материала, направление перемещения которого перпендикулярно оси подачи длинномерного материала, оснащенным парным количеством приемников обойм, жестко закрепленных попарно параллельно на направляющих транспортера, а также смонтированными на стаяиие над транспортером на рабочих позициях приводными механизмами зажима обойм, установленными с возможно стью возвратно-поступательного перемещения в направлении, nepineHдикулярном плоскости транспортера.
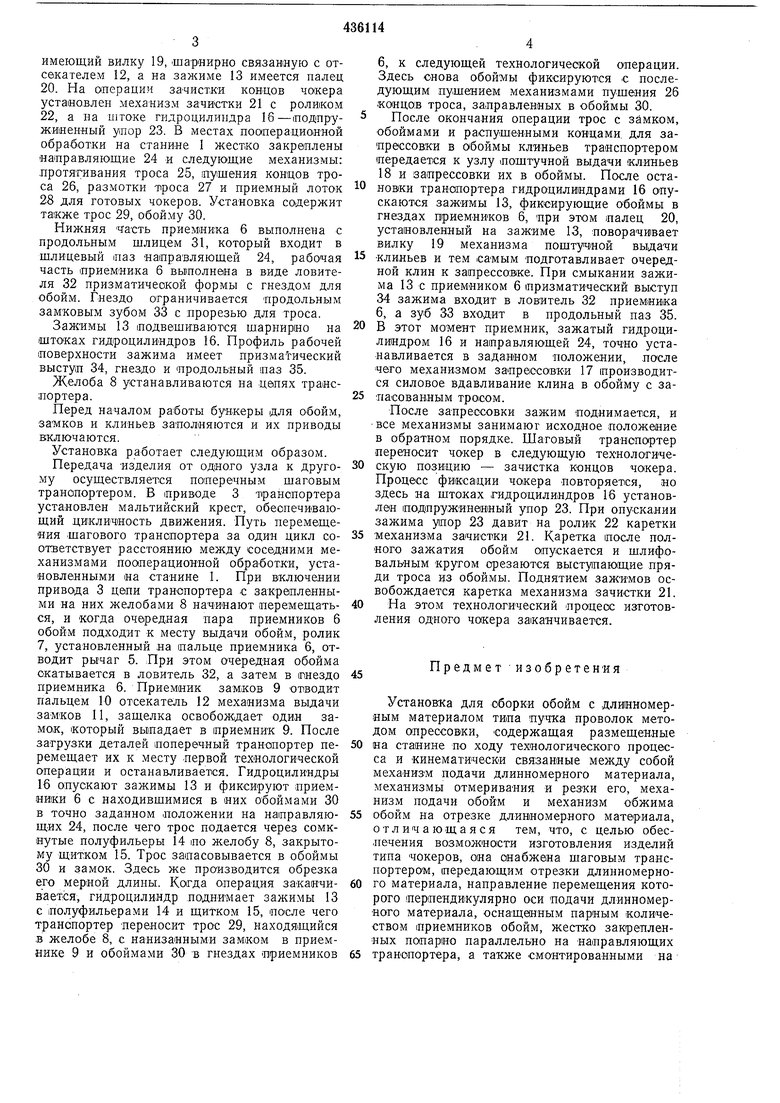
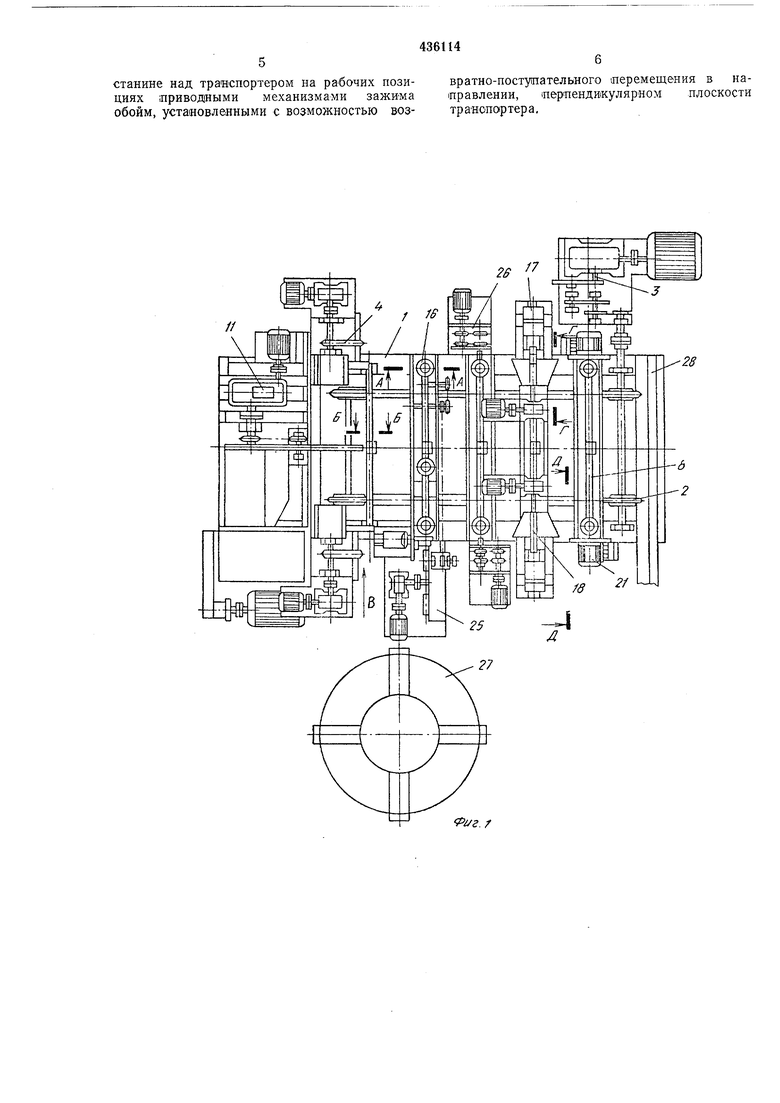
На фиг. 1 изображена установка для изготовления чокеров, общий вид; на фиг. 2 -
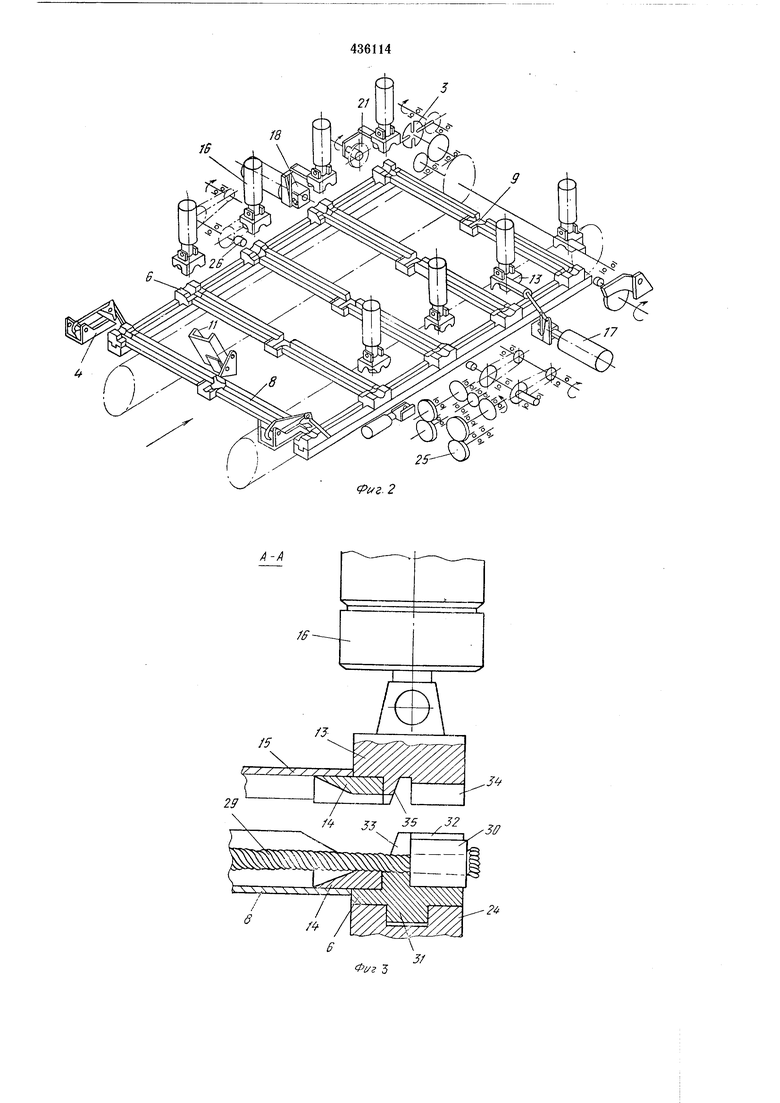
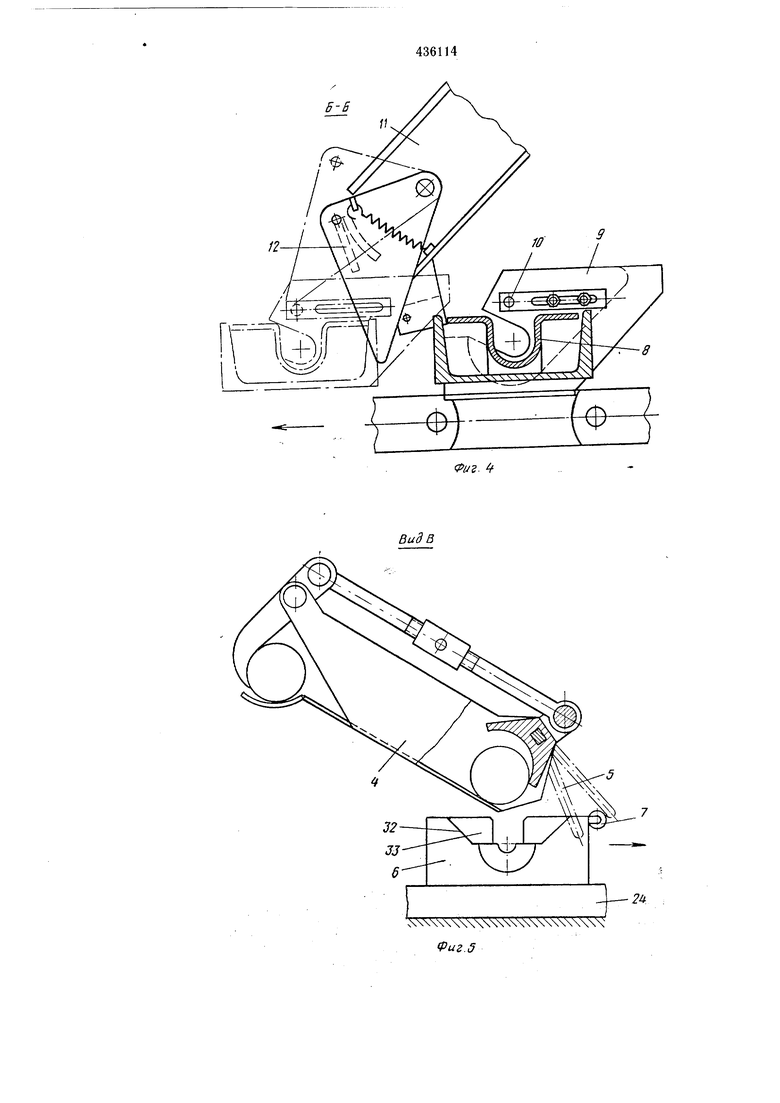
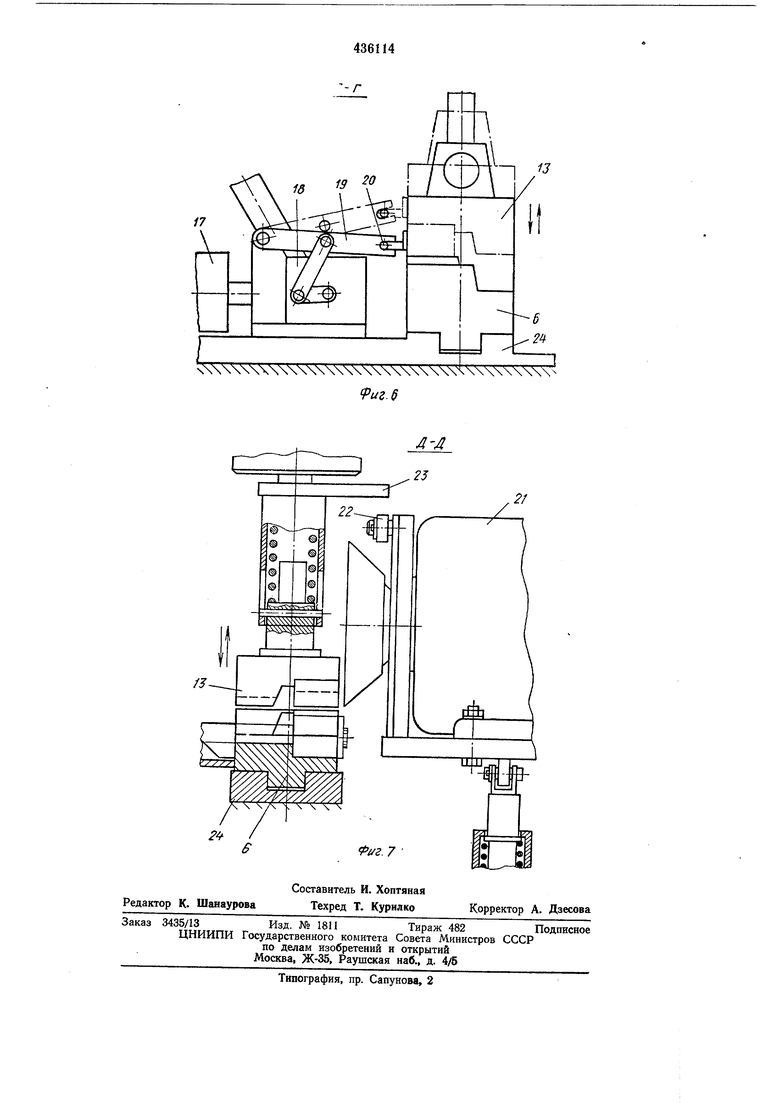
кинематическая схема установки; на фиг. 3 - разрез по А-А на фит. 1; на фвг. 4 - разрез по Б-Б на фиг. 1; на фиг. 5 - вид по стрелке В на фиг. 1; на фиг. 6 - разрез по Г - Г на фиг. 1; на фиг. 7 - разрез по Д - Д на
фиг. 1.
Установка состоит из комплекса механизмов по сборке, механической обработке и транспортировке изделия.
На станине 1 смонтирован поперечный
транспортер 2 с приводом 3. На ней же устанавливаются механизмы поштучной выдачи обойм 4, имеющие рычаги 5. Приемники 6 обойм с установленными на них роликами 7 жестко крепятся к направляющему желобу 8
транспортера, в средней части которого вмонтирован приемник замков 9, имеющий палец 10.
На механизме поштучной выдачи замков 11 установлен подпружиненный отсекатель 12.
Механизмы зажима 13 обойм € полуфильерами 14 и щитком 15 шарнирно крепятся к штокам гидроцилиндров 16, установленным на станине. На операции запрессовки установлены механизм запрессовки клиньев 17 и
механизм поштучной выдачи клиньев 18,
имеющий вилку 19, шариирно связанную с отсекателем 12, а на зажиме 13 имеется пале-ц 20. На операции зачистки концов чакера установлен механизм зачистки 21 с роликом 22, а на штоке гидроцилиндра 16-тодпружийбиный упор 23. В местах нооиерационной обработки на станине 1 жестко закреплены «аиравляющие 24 и следующие механизмы: протягивания троса 25, пушения концов троса 26, размотки троса 27 и приемный лоток 28 для готовых чокеров. Установка содержит также трос 29, обойму 30.
Нижняя часть приемника 6 выполнена с продольным шлицем 31, который входит в щлицевый паз направляющей 24, рабочая часть приемника 6 выполнена в виде ловителя 32 призматической формы с гнездом для обойм. Гнездо ограничивается продольным замковым зубом 33 с прорезью для троса.
Зажимы 13 подващиваются щарнирно на штоках гидроцилиндров 16. Профиль рабочей поверхности зажима имеет призматический выступ 34, гнездо и продольный паз 35.
Желоба 8 устанавливаются на цепях транспортера.
Перед началом работы бункеры для обойм, замков и клиньев заполняются и их приводы включаются.
Установка работает следующим образом.
Передача -изделия от одного узла к другому осуществляется поперечным шаговым траиопортером. В приводе 3 транспортера установлен мальтийский крест, обеспечивающий цикличность движения. Путь перемещения шагового транспортера за один цикл соответствует расстоянию между соседними механизмами поаперационяой обработки, установленными на станине 1. При включении привода 3 цепи транспортера с закрепленными на них желобами 8 начинают перемещаться, и когда очередная пара приемников 6 обойм подходит к месту выдачи обойм, ролик 7, установленный на пальце приемника 6, отводит рычаг 5. ;При этом очередная обойма окатывается в ловитель 32, а затем в пнездо приемника 6. Приемник замков 9 отводит пальцем 10 отсекатель 12 механизма выдачи замков 11, защелка освобождает один замок, который выпадает в приемник 9. После загрузки деталей поперечный транспортер перемещает их к месту первой технологической операции и останавливается. Гидроцилиндры 16 опускают зажимы 13 и фиксируют приемники 6 с находивщимися в них обоймами 30 в точно заданном положении на направляюЩИХ 24, после чего трос подается через сомкнутые полуфильеры 14 по желобу 8, закрытому щитком 15. Трос запасовывается в обоймы 30 и замок. Здесь же производится обрезка его мерной длины. Когда операция заканчиваегся, гидроцилиндр поднимает зажимы 13 с полуфильерами 14 и щитком 15, после чего транспортер переносит трос 29, находящийся в желобе 8, с нанизанными замком в приемнике 9 и обоймами 30 в гнездах приемников
6, к следующей технологической операции. Здесь снова обоймы фиксируются с последующим пушением механизмами пушения 26 концов троса, заправленных в обоймы 30.
После окончания операции трос с замком, обоймами и распушенными концами, для запрессовки в обоймы клиньев транспортером передается к узлу поштучной выдачи клиньев 18 и запрессовки их в обоймы. После остаНОВ1КИ транспортера гидроцилиндрами 16 опускаются зажимы 13, фиксирующие обоймы в гнездах приемников 6, при этом палец 20, установленный на зажиме 13, поворачивает вилку 19 механизма поштучной выдачи клиньев и тем 1самым подготавливает очередной клин к запрессовке. При смыкании зажима 13 с приемником 6 призматический выступ 34 зажима входит в ловитель 32 приемника 6, а зуб 33 входит в продольный паз 35. В этот момент приемник, зажатый гидроцили1ндром 16 и направляющей 24, точно устанавливается в заданном положении, после чего механизмом запрессовки 17 производится силовое вдавливание клина в обойму с запасованным тросом.
После запрессовки зажим поднимается, и все механизмы занимают исходное положение в обратном порядке. Шаговый транспортер переносит чокер в следующую технологическую позицию - зачистка концов чокера. Процесс фиксации чокера повторяется, но здесь на штоках гидроцилиндров 16 установлен подпружиненный упор 23. При опускании зажима yinop 23 давит на ролик 22 каретки механизма зачистки 21. Каретка после полного зажатия обойм опускается и шлифовальным кругом срезаются выступающие пряди троса из обоймы. Поднятием зажимов освобождается каретка механизма зачистки 21.
На этом технологический процесс изготовления одного чокера заканчивается.
Предмет изобретения
Установка для оборки обойм с длинномерным материалом типа пучка проволок методом опрессовКИ, содержащая размещенные на станине по ходу технологического процесса и кинематически связанные между собой механизм подачи длинномерного материала, механизмы отмеривания и резки его, механизм подачи обойм и механизм обжима обойм на отрезке длинномерного материала, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий типа чокеров, она снабжена шаговым транспортером, передающим отрезки длинномерного материала, направление перемещения которого перпендикулярно оси подачи длинномерного материала, оснащенным парным количеством приемников обойм, жестко закрепленных попарно параллельно на направляющих транспортера, а также смонтированными на станине над траиспортером на рабочих позициях приводными механизмами зажима обойм, устаиовленными с возможностью возвратно-поступательного перемещения в направлении, лерпендикуляр-ном .плоскости транопартера,
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| Автомат для индукционно-тепловой сборки неподвижных соединений | 1979 |
|
SU876352A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| АВТОМАТИЧЕСКАЯ линия для СБОРКИ ШЛАНГОВ | 1972 |
|
SU327045A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
| МЕХАНИЗМ ПОШТУЧНОЙ ВЫДАЧИ ДЛИННОМЕРНЫХГРУЗОВ | 1968 |
|
SU428999A1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ И ВСТАВКИ ПРОКЛАДОК | 1965 |
|
SU172393A1 |
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
fuz.f
А-А
в
2
Фиг 3
Б-В
2
