Уже известны устройства для электрического нагрева трехфазным током по методу сопротивления при непрерывном рабочем процессе полос, стержней и т. п., пропускаемых между токоподводящими роликами.
Согласно предлагаемому изобретению, в таком устройстве, с целью постепенного со скачками увеличения температуры нагреваемого изделия при последовательном прохождении его между несколькими парами роликов, один от каждой пары роликов присоединен к фазе трехфазной сети с нулем, к которому присоединены противолежащие ролики.
Для увеличения времени прогрева металла в устройстве может быть применена камера-термос, через которую изделие пропускается после нагрева в последней паре роликов.
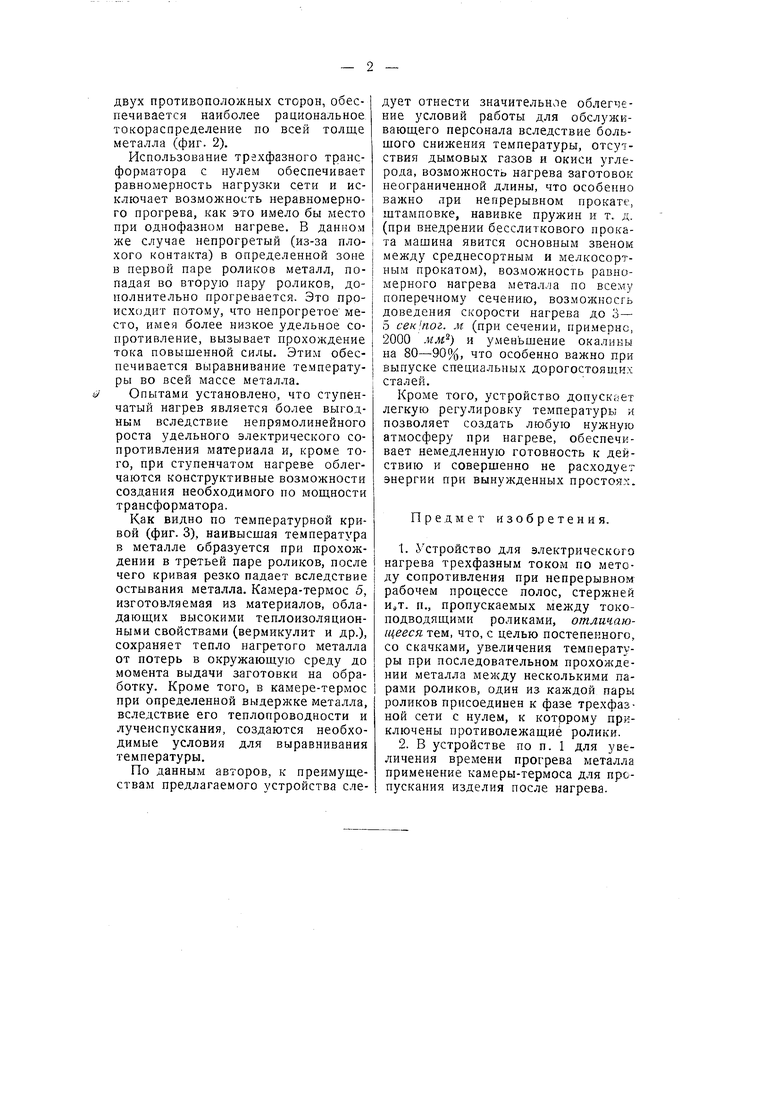
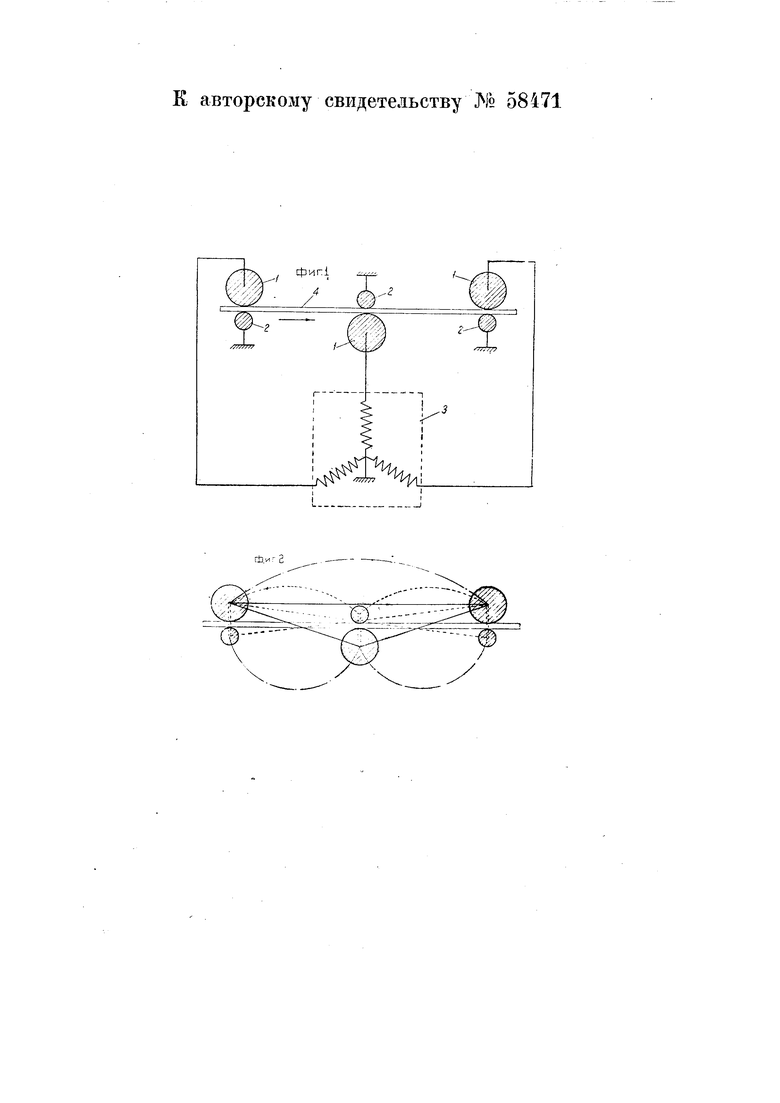
Изобретение поясняется чертежом, на котором фиг. 1 изображает схему предлагаемого устройства; фиг. 2 - схему токораспределения в толще металла; фиг. 3 - диаграмму изменения температуры нагрева изделия в печи.
Как видно из фиг. 1, изделие 4 поступает сперва между первой парой нагревательных роликов / и 2, где ролик 1 является фазовым, а ролик 2 нулевым. В этом случае нагрев металла идет, как в обычных шовных сварочных машинах, и металл получает предварительный разогрев, что приводит к повышению его электрического удельного сопротивления, имеющего большое значение при последующем нагреве. Продвигаясь дальше, металл попадает во вторую пару роликов / и 2, где повторяется вышеописанное действие, но при этом резко возрастает сила протекающего тока за счет его прохождения между фазовыми роликами / первой и второй пары (|1)иг. 3). Наконец, металл попадает в третью пару роликов, где для нагрева металла используются все три фазы трансформатора 5.
При непрерывном движении металла последний, проходя через всю систему роликов, выходит из третьей пары уже нагретым до необходимой температуры.
Благодаря расположению фазовых роликов /, охватывающих металл с
двух противоположных сторон, обеспечивается наиболее рациональное токораспределение по всей толще металла (фиг. 2).
Использование трехфазного трансформатора с нзлем обеспечивает равномерность нагрузки сети и исключает возможность неравномерного прогрева, как это имело бы место при однофазном нагреве. В данном | же случае непрогретый (из-за пло- i хого контакта) в определенной зоне | в первой паре роликов металл, попадая во вторую пару роликов, дополнительно прогревается. Это происходит потому, что непрогретое место, имея более низкое удельное сопротивление, вызывает прохождение тока повышенной силы. Этим обеспечивается выравнивание температуры во всей массе металла. Опытами установлено, что ступен- j чатый нагрев является более выгодным вследствие непрямолинейного роста удельного электрического сопротивления материала и, кроме того, при ступенчатом нагреве облегчаются конструктивные возможности создания необходимого по мощности трансформатора.
Как видно по температурной кривой (фиг. 3), наивысшая температура в металле образуется при прохождении в третьей паре роликов, после чего кривая резко падает вследствие остывания металла. Камера-термос 5, изготовляемая из материалов, обладающих высокими теплоизоляционными свойствами (вермикулит и др.), сохраняет тепло нагретого металла от потерь в окружающую среду до момента выдачи заготовки на обработку. Кроме того, в камере-термос при определенной выдержке металла, вследствие его теплопроводности и лучеиспускания, создаются необходимые условия для выравнивания температуры.
По данным авторов, к преимуществам предлагаемого устройства следует отнести значительное облегчение условий работы для обслуживающего персонала вследствие большого снижения температуры, отсутствия дымовых газов и окиси углерода, возможность нагрева заготовок неограниченной длины, что особенно важно при непрерывном прокате, щтамповке, навивке пружин и т. д. (при внедрении бесслиткового проката машина явится основным звеном между среднесортным и мелкосортным прокатом), возможность равномерного нагрева металла по всему поперечному сечению, возможность доведения скорости нагрева до о- 5 . м (при сечении, примерно, 2000 .иж) и уменьшение окалины на 80--90%, что особенно важно при выпуске специальных дорогостояилих сталей.
Кроме того, устройство допускает легкую регулировку температуры и позволяет создать любую нужную атмосферу при нагреве, обеспечивает немедленную готовность к действию и совершенно не расходует энергии при вынужденных простоях.
Предмет изобретения.
1.Устройство для электрического нагрева трехфазным током по методу сопротивления при непрерывном рабочем процессе полос, стержней ид. п., пропускаемых между токоподводящими роликами, отличаю1цееся1:е.ы., что, с целью постепенного, со скачками, увеличения температуры при последовательном прохождении металла между несколькими парами роликов, один из каждой пары роликов присоединен к фазе трехфазной сети с нулем, к котррому приключены противолежащие ролики.
2.В устройстве по п. 1 для увеличения времени прогрева металла применение камеры-термоса для пропускания изделия после нагрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конечный выключатель | 1941 |
|
SU62526A1 |
| Концевой выключатель | 1939 |
|
SU61464A1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2003 |
|
RU2235624C1 |
| Гальваническая ванна-полуавтомат с витковым устройством для перемещения покрываемых изделий и анодов | 1949 |
|
SU88605A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2173226C2 |
| Устройство для непрерывного отжига стальной проволоки электрическим током | 1949 |
|
SU127675A1 |
| Штамп для горячей штамповки с кручением | 1985 |
|
SU1368099A1 |
| КОНТАКТНАЯ СЕТЬ ПЕРЕМЕННОГО ТОКА | 1993 |
|
RU2071426C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ ЭЛЕКТРОЭНЕРГИИ В ТРЕХФАЗНЫХ СЕТЯХ ЭЛЕКТРОСНАБЖЕНИЯ ПЕЧЕЙ ИНДУКЦИОННОГО НАГРЕВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165668C2 |
| Способ нагревания печи или другого промышленного технологического устройства | 2017 |
|
RU2710698C2 |
Ф.и-г
фигЗ
