Устройства для термической обработки изделий из металла при помощи нагрева электрическим током, пропускаемым через обрабатываемое изделие, известны.
Особенностью предлагаемого устройства для непрерывного отжига стальной проволоки электрическим током, подводимым на участке, ограниченном длиною трубы при пропускании проволоки через многотрубчатую печь, является применение скользящих нажимных контактов при входе проволоки в трубу и при выходе ее из трубы, и нагрев стальной проволоки электрическим током низкого напряжения, пропускаемым через проволоку.
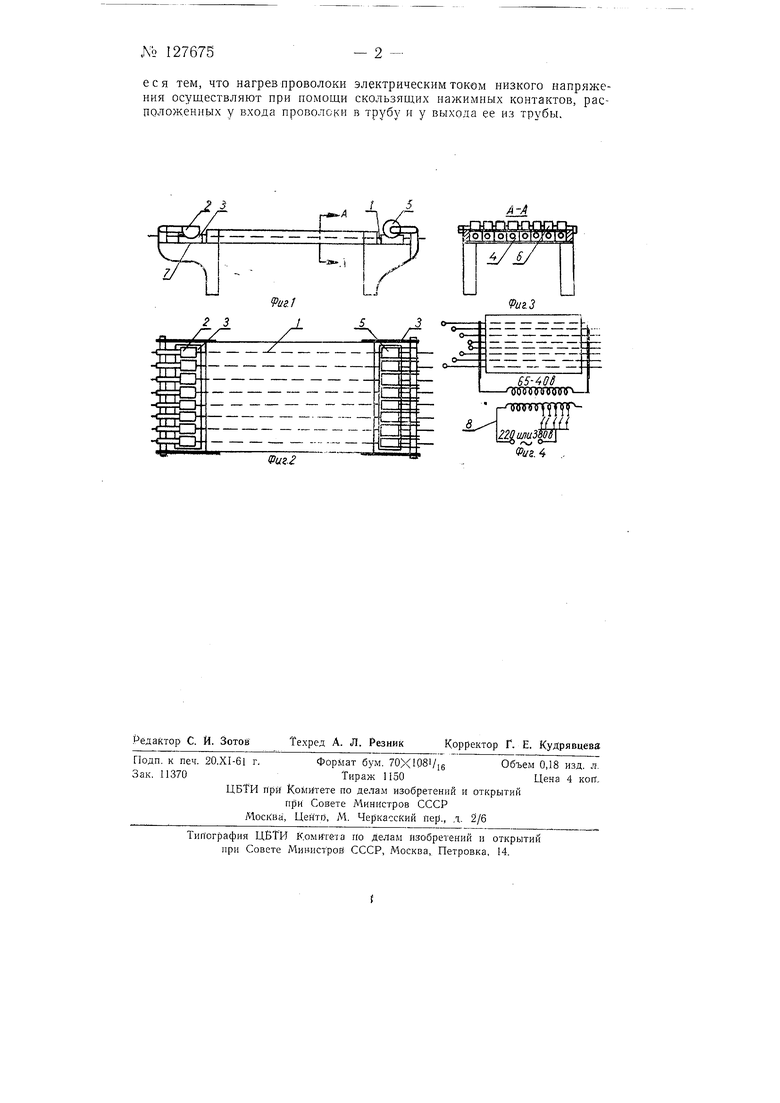
На фиг. 1, 2 и 3 схематически изображено устройство в трех проекциях; на фиг. 4 - то же, электрическая схема включения печи.
Отжигаемая стальная проволок / пропускается между скользящим нажимным роликом 2, индивидуальным для каждой проволоки, и сплошной нижней контактной планкой 5. Проходит через трубу 4 из огнеупорного материала и дальше между контактным роликом 5 и сплошной нижней контактной планкой 3.
Проволока / все время непрерывно протягивается между контактами и за время прохода от одного контакта до другого нагревается до требуемой температуры. Трубы 4 собираются в каркас 5 и теплоизолируются. Под контакты укладывается изоляционная плита 7.
Для понижения напряжения до 65 в устанавливается понижающий трансформатор 8.
Разматывающие проволоку барабаны должны быть изолированы от корпуса печи.
Предмет изобретения
Устройство для непрерывного отжига стальной проволоки электрическим током, подводимым на участке, ограниченном длиною трубы, при пропускании проволоки через многотрубчатую печь, отличающееся тем, что нагрев проволоки электрическим током низкого напряжения осуществляют при помощи скользящих нажимных контактов, расположенных у входа проволоки в трубу и у выхода ее из трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для нагрева стальных листов и лент электроконтактным способом | 1950 |
|
SU148078A1 |
| Способ термической обработки стальной проволоки и устройство для его осуществления | 1989 |
|
SU1694668A1 |
| АППАРАТ ДЛЯ ОБВАРКИ ТРУБ | 1968 |
|
SU210287A1 |
| Устройство автоматического регулирования температуры при электроконтактном нагреве металла | 1983 |
|
SU1130610A1 |
| Механически действующая электрическая рельсовая педаль | 1929 |
|
SU25965A1 |
| СПОСОБ РАЗДЕЛЕНИЯ ДЛИННОМЕРНОЙ КАНАТНОЙ ЗАГОТОВКИ | 1999 |
|
RU2157304C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1998 |
|
RU2135364C1 |
| ПЕЧЬ ДЛЯ ПОДОГРЕВА ПРОКАЛЕННОГО ИЗДЕЛИЯ ИЗ АМОРФНОГО УГЛЕРОДА | 1996 |
|
RU2142607C1 |
| АППАРАТ ДЛЯ ОБВАРКИ ТРУБ | 1972 |
|
SU358109A1 |
| Способ изготовления кабельных изделий | 1981 |
|
SU1041589A1 |
Ап-ПДП ПСМОш
(9|olb/O|ot
|z
65-4Sg Wo cR WirtftT
%/«, 4
