(54) СПОСОБ ЭЛЕКТРОЭРОЗИОННОХИМИЧЕСКОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обра-бОТКи | 1979 |
|
SU833416A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ электроэрозионнохимической обработки | 1982 |
|
SU1161300A1 |
| Источник питания импульсным током для размерной электрохимической и электроэрозионной обработки металлов | 1981 |
|
SU955427A1 |
| Способ алмазно-электрохимического шлифования | 1980 |
|
SU1000207A1 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| Источник питания преимущественно для электроэрозионной и электроэрозионнохимической обработки металлов | 1985 |
|
SU1281352A1 |
| Система для электрохимического абразивного шлифования | 2020 |
|
RU2768103C2 |
| Способ размерной электроэрозионно-химической обработки | 1981 |
|
SU1013183A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
Изобретение касается электрических методов обработки деталей из различных металлов и сплавов.
Известны способы алектроарозионнохимической обработки с подачей на межэлектродный промежуток напряжения, имеющего импульсную составляющую, обеспечивающую искровой пробой промежутка, и постоянную составляющую, обеспечивающую электрохимический съем материала детали в момент паузы между подачей импульсов ij.
Однако при подаче напряжения на промежуток импульсная составляющая обеспечивает эрозионный съем материала только .при искровом разряде. Энергия постоянной составляющей не используется для съема на этой стадии процесса и обе части источника питания работают независимо. Такое использование действия импульсной и постоянной составляющей дает сравнительно низкую производительность процесса и создает значительные трудности при обработке бoл Jших поверхностей.
Целью изобретения является повышение производительности пропрсса.
Предложенный способ обработки отличается от известных тем, что энергию постоянной составляющей используют на стадии ауюзионного съема материала. Для этого напряжение постоянной составляющей устанавливают больще или равным напряжению горения электрической дуги в условиях обработки.
При таком сочетании параметров соста ляющих напряжения на промежутке злектрическ й пробой промежутка переходит в импульсно-дуговую стадию с использованием энергии постоянной составляющей и на эрозионной стадии процесса. По мере роста тока на этой стадии процесса напряокение на промежутке уменьщают с заданной скоростью до величины ниже напряжения горения дуги (и, л. .) ,с помощью системы управления или за счет выбранной характеристики источника питания. Импульсно-дуговой разряд гаонет и энергия постоянной составляющей на последующей стадии обеспечивает только электрохимический съем материала вплоть по нового пробоя промежутка от импульсной
cocтa v яюшeй. Режим обработки выбирают,
регулируя длительность эрозионной стация процесх:а. Этим устанавливак т желаемое соотношение производительности, качества и точности обработки. Увеличение длительности эрозионной стадии ведет к повышению производительности обработки.
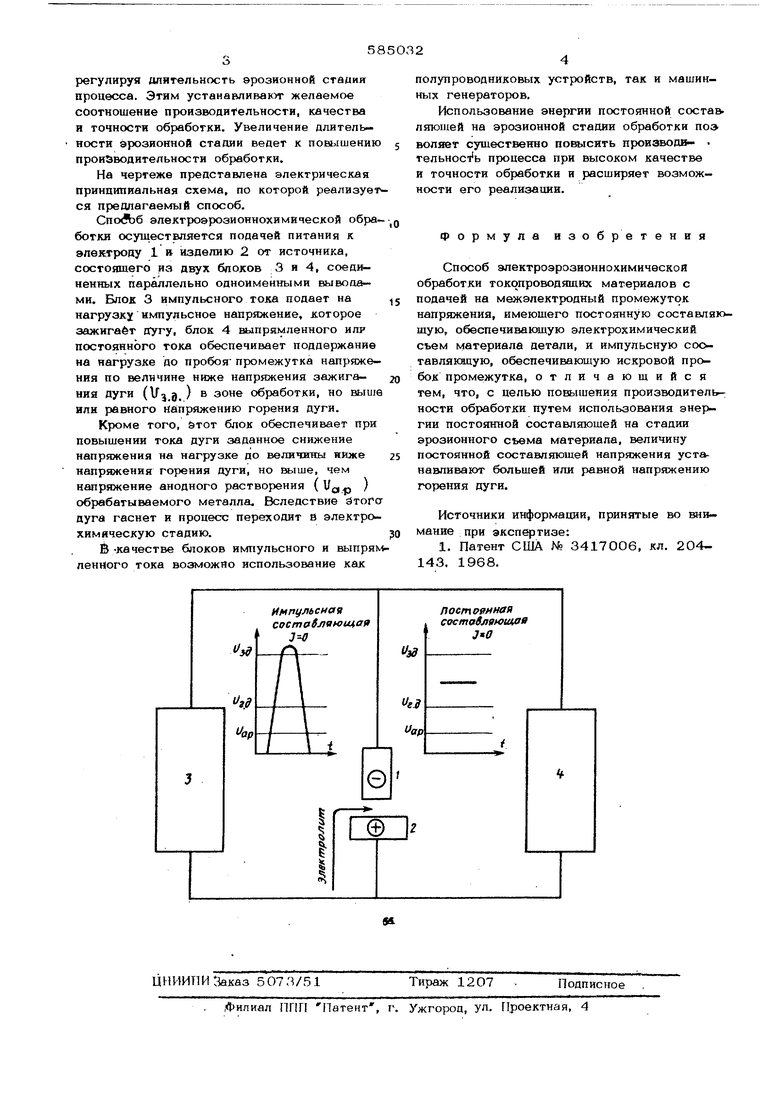
На чертеже представлена электрическая принципиальная схема, по которой реализуется предлагаемый способ.
СпоЛб электроэрозионнохимической обработкн осушествляется подачей питания к электроду 1 в изделию 2 от источника, состоящего из двух блоков 3 и 4, соединенных параллельно одноименными выводами. Блок 3 импульсного тока подает на нагрузку импульсное напряжение, которое зажигает дугу, блок 4 выпрямленного илр постоянного тока обеспечивает поддержание на нагрузке до пробоя промежутка напряжения по величине ниже напряжения зажига- ния дуги (iTj 3. ) в зоне обработки, но выше или равного Напряжению горения дуги.
Кроме того, &ТОТ блок обеспечивает при повышении тока дуги заданное снижение напряжения на нагрузке до величины ниже напряжения горения дуги, но , чем напряжение анодного растворения ( ) обрабатываемого металла. Вследствие итога дуга гаснет и процесс переходит в электрохимическую стадию.
И -качестве блоков импульсного и выпрямленного тока возможно использование как
полупроводниковых устройств, так и машинных генераторов.
Использование энергии постоянной состав л$пошей на эрозионной стадии обработки поэ воляет существенно повысить прюизвод - тельность процесса при высоком качестве и точности обработки и расширяет возможности его реализации.
формула изоб ре тения
Способ злектроэрозионнохимическоя обработки токопроводящих материалов с подачей на межэлектродный промежуток напряжения, имеющего постоянную составлящую, обеспечивающую электрохимический съем материала детали, и импульсную составляющую, обеспечивающую искровой пробок промежутка, отличающийся тем, что, с целью повышения производителности обработки путем использования постоянной составляющей на стадии эрозионного съема материала, величину постоянной составляющей напряжения устанавливают большей или равной напряжению горения дуги.
Источники информации, принятые во внимание при экспертизе:
