Изобретение относится к электрофизическим и электрохимическим мето дам обработки, а именно к комбиниро ванным методам обработки металлов и сплавов, основными составляющими съема при которых является абразивное микроразрушение.припуска, элект рохймическое растворение и электрическая эрозия. Известен способ комбинированной обработки в среде электролита с пониженной электропроводностью, когда периодически по сигналу, характеризующему достижение рабочей поверхностью инструмента оптимальных режу щих свойств, уменьшают напряжение до значений,не достигающих напряжения горения дуги 1. При этом способе достигаются высокие производительность и режущая способности круга, однако в периоды действия напряжения, превышающего напряжение горения дуги, наблюдается повышенный износ инструмента и. возможно изменение кристаллической структуры материала, что недопустимо при обработке монокристаллов раз личных металлов, литых магнитов и на финишных операциях. Известен также способ снижения эрозионного износа алмазных кругов на металлической связке при алмазно- электрохимическом шлифовании. При этом способе шлифования осуществляют питание выпрямленным током напряжением 2-10 В. Во время начального периода (2 с), когда круг вступает в контакт с обрабатываемой поверхностью, подают напряжение 2 В с тем, чтобы уменьшить интенсивность разрядов и возникающий при этом эрозионный износ. Во время второго периода шлифования напряжение увеличивают до 6В. Во время финишного периода (3 с) источник питания выключают и обработку ведут,в режиме алмазного шлифования 2. . К недостаткам известного способа относятся высокий расход алмазов из-за отсутствия контроля за различными составляющими электрической эрозии, а также недостаточно высокое качество обработки. Цель изобретения - повышение качества обработки и снижение износа алмазного инструмента. Поставленная цель достигается тем, что в процессе алмазно-электрохимического шлифования при питании . выпрямленным током напряжением 210 В ведут обработку электрическими разрядами длительностью и менее и амплитудой, не превышающей напряжение холостого хода источника питания. При этом ведут подавление электри ческих разрядов длительностью более и амплитудой, превышающей напряжение холостого хода источника питания, для чего шлифование производят в присутствии включенных параллельно нагрузке - рабочему промежутк ЬС-фильтров. Разряды длительностью более 10 С и амплитудой,превышающей напряжение холостого хода источника питания, возникают в результате действия реактивной составляющей внутреннего сопротивления источника питания, засаливания рабочей поверхно.сти круга вынужденных колебаний технологической системы, возникновения, смещения или устранения волнистости круга, неравномерности припуска заготовки. Устранение указанных явлений, ответ ственных за контактно-дуговые,разряды,увеличение расхода алмазов, умень шение электрохимической составляющей съема, искажение профиля инструмента, ухудшение качества обработки за счет настройки станка или улучшения схемного исполнения источника питания и конструкции токоподводов невозможно.. Контактно-дуговые разряды с амплитудой, превышающей напряжение холостого хода источника питания, обеспечив-ающие проявление отрицательного эффекта эрозии, подавляются 4С-фильтрами (системой фильтров) .. В МЭП перед режущими зернами алмазного круга за счет образования струж ки возникают электрические разряды, в зависимости от схемы АЭХШ, размеров круга, зернистости и концентрации алмазов их частота изменяется в пределах 100 кГц - 2 МГц, т.е. их длительность составляет 10 с и менее . Высокочастотные искровые разряды активируют токопроводную часть алмазоносного слоя круга и обрабатываемую поверхность заготовки, их низкая энергия не препятствует максимальному проявлению электрохимической составляющей съема, сочетание активного электрохимического раство рения (ЭХР) и высокочастотных искро вых разрядов способствует повышению режущей способности алмазного инстру мента, не увеличивая расход алмазов Таким образом, весь цикл обработки заготовки ведется в условиях максимального проявления ЭХР и абразивного съема с непрерывной чисткой рабочей поверхности круга к активацией обрабатываемой поверхности Заготовки маломощными высокочастотными искровыми разрядами длительностью менее lilO-5c. Способ осуществляют следующим образом. На контактирующие электроды (заготовку и круг), в зону контакта которьрс поступает электролит, подают рабочее напряжение необходимой величины, параллельно МЭП в цепь нагрузки включают резонансный ЬС -фильтр (один контур или система контуров), включают необходимую подачу инструмента и заготовки (или только инструмента, или только заготовки в зависимости от кинематики станка) и ведут обработку заготовки в режиме АЭХШ. Параметры реактивных элементов резонансного контура подбирают таким образом, что возможность появления в МЭП контактно-дуговых разрядов , длительность которых превышает IlO c, исключается; возможность инициирования импульсов с амплитудой напряжения, превышающей амплитуду напряжения холостого хода источника питания, также исключается. Указанные условия реализации действия энергии электрического поля обеспечивают максимальный вклад в механизм съема ЭХР. При напряжении на электродах 2 - 10 В, значение которого определяется схемой шлифования, свойствами обрабатываемого материала, размерами и формой заготовки, зафиксированы различные электрические разряды. При АЭХШ кругами с алмазами зернистости 160/12550/40 величина МЭЗ достигается 12 4 мкм соответственно. При такой величине зазора и напряжении на электродах 2 В плотность тока превышает 6 А/см , а напряженность электрического поля составляет 0,166-0,5 В/мкм. Значит даже при минимальном напряжении на электродах в МЭП возникают электрические разряды. Выделение в канале разряда теплоты сопровождается образованием в МЭП газовых пузырьков и их локальным скоплением, в зонах скопления пузырьков газа наиболее вероятно возникновение высокочастотных искровых разрядов, на ка|нал которых жидкая фаза оказывает Ьокусирующее действие, другие виды разрядов, длительность которых более , подавляются включенными параллельно нагрузке источника LC фильтрами. Настройкой и подбором параметров реактивных элементов ЬС-фильтра достигаются наиболее оптимальные условия обработки, когда длительность искровых разрядов составляет , т.е. происходят только высокочастотные электрические разряды в результате пробоя межэлектродной среды через газовые пузырьки и образующуюся перед режущими зернами стружкой.
При такой длительности импульсов энергия разрядов составляет 1,8.10 7.10 Дж, их действие не распространяется за пределы канала разряда и ограничивается объемом лунки, исключается образойание микротрещин и фазовьох превращений на обрабатываемой поверхности и рабочей поверхности круга.
Электрические разряды вносят незначительный вклад в съем металла, is малой степени влияют на ход электрохимических реакций, производят активацию контактирующих поверхностей электродов и невызывают усиленного расхода алмазов. Обработка каждой заготовки производится в описанных выше условиях от начала до конца цикла обработки, при разрыве контакта электродов в конце цикла возможность повышения напряжения и появления контактно-дуговых явлений исключается.
Пример. Изобретение реализовано при АЭХЫ твердого сплава Т5К12В и магнитотвердого сплава ЮН13ДК24 на модернизированном станке модели 312М кругами АЧК 150/20 3-MBi; М013Э,ТМ2, М5-5-100, 75-АСВ 160/125-80/63. Источник питания - выпрямитель ВУ-12/600, в цепь нагрузки которого включен фильтр-пробка, подавляющий электрические разряды длительностью более Ю с, Условия и режимы обработки: нормальная составляющая усилий шлифования 10 - 20 кгс/см рабочее напряжение 2 - 8 В, плотность тока 30 - 100 А/см, скорость резания. . 15 м/с. Для АЭХШ сплава Т15К12В используют электролит на основе Ыа,РОд И , для магнитотвердого сплава - на основе ЫаЫОз и КВг.
Титановый сплав ВТЗ-1 и стали 12-13 и Х15Н5Д2Т-У-Ш обрабатывают на модернизированном круглошлифовальном станке ЗБ12 при скорости резания 35 м/с, продольной подаче 3,5-6 м/мин
поперечной подаче 0,02 мм/дв.ход, рабочем напряжении 3 - 10 В, с электролитами на основе NaNQ.. В цепь нагрузки источника питания также включают фильтр-пробку.
Используют круги АППЗОО -127- 40 (25,16/ 5-М016, М020, М013Э-100-АСВ 200/160-63/50. Выполняют также сравнительные испытания по АЭХШ на режимах, указанных в прототипе.
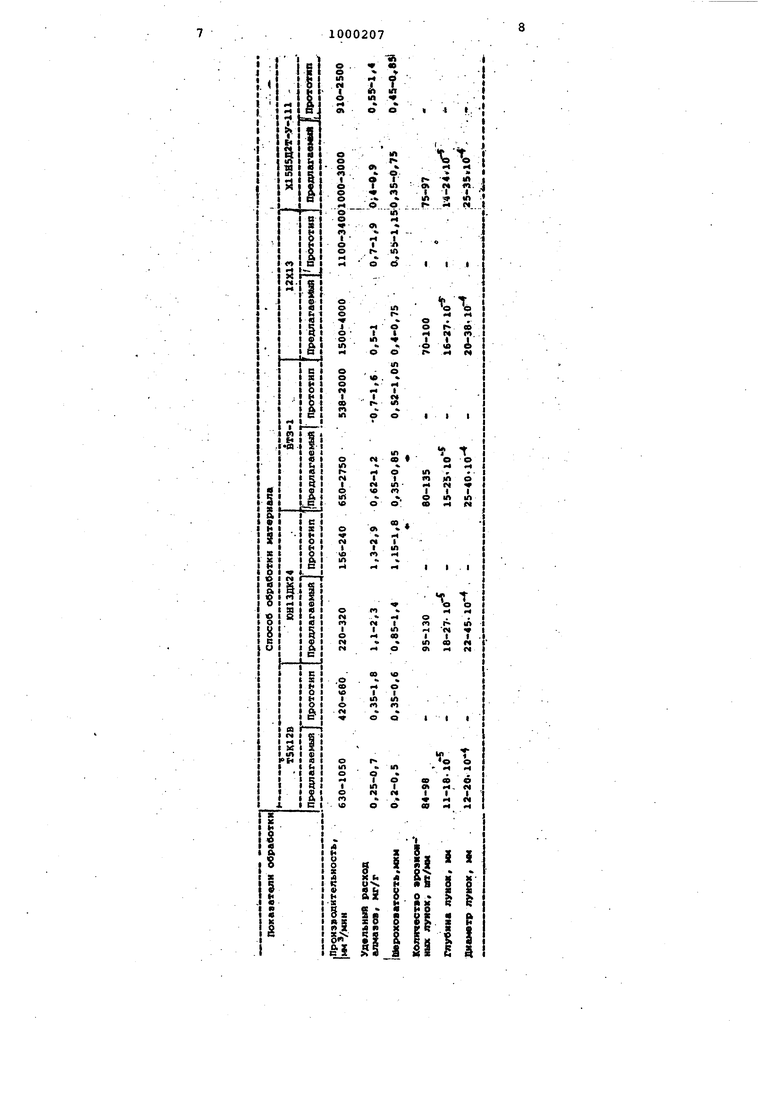
1G i Результаты испытаний сведены в таблицу.
Как видно из таблицы, производительность АЭХШ по предлагаемому способу выше, так как на протяжении
5 всего цикла обработки осуществляется ЭХР, а при использовании способа АЭХШ с пониженным напряжением в начальный период и с отсутствием напря5кения в завершающий период, как
0 указано в прототипе, производительность значительно ниже, шероховатость и расход алмазов при этом значительно выше. Стабильность процесса способствует снижению расхода алма5зов и шероховатости поверхности.Раз|Меры эрозионных лунок незначительны, а их глубина значительно меньше глубины микровыступов и борозд от воздействия абразивных зерен, а именно
0 ниже значений R для четырнадцатого класса шероховатости, т.е. достигаются показатели, получение которых невозможно при любых других известных способах АЭХШ.
5
При обработке по предлагаемому способу наблюдается плавное изменение остаточных напряжений в поверхностном слое, а при обработке способом-прототипом - скачкообразное.
0
Технико-экономическая эффективность предлагаемого способа АЭХШ заключается в снижении шероховатости поверхности; уменьшении расхода алмазов и повышении производительности обработки.
5 5. 100020 Формула изобретения 1. Способ алмазно-электрохимического шлифования при питании выпрямленным током напряжением 2 - 10 В, отличающийс я тем, что, 5 с целью повышения качества обработки и снижения износа алмазного, инструMeHta, процесс шлифования ведут электрическими разрядами длительностью и менее и амплитудой, не превы-10 шающей напряжение холостого хода ис{точника питания.. . : 2. Способ по п. 1, о т л и ч а ющ и и с я тем, ЧТОосуществляют 7 подавление электрических разрядов длительностью более и амплиту дой, превышающей напряжение холостого хода источника -питания, для чего шлифование производят в присут ствии включенных параллельно нагруэ ке - рабочему промежутку LC -фильтРОВ . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР I 560725, кл. В 23 PJL/10, 1975. 2. F. Hughes andHotter IndjietriaK Dljunond Review, 1965, Xli, v. 25, 30, р. 584-587.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлов и сплавов | 1982 |
|
SU1027007A1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ | 2015 |
|
RU2607060C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| Способ алмазно-электрохимического шлифования | 1990 |
|
SU1756046A1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ абразивно-электроэрозионного шлифования | 1983 |
|
SU1273220A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ электрохимического шлифования | 1987 |
|
SU1590237A1 |
| Способ электрохимического шлифо-ВАНия | 1979 |
|
SU833413A1 |
