Изобретение относится к машиностроению и может быть использовано при электрохимической обработке деталей шлифовальными кругами.
Известен лепестковый шлифовальный круг для электрохимического шлифования труднообрабатываемых сплавов и сталей, где лепестки лепесткового шлифовального круга выполнены в виде металлической сетки, покрытой абразивным материалом (патент RU 2103123, МПК В23Н 5/06, опубл. 27.01.1998 г.).
Недостатком известного устройства является повышенный расход шлифовального круга и низкая производительность шлифования.
Известен абразивный круг для электрохимического шлифования, состоящий из абразивных зерен, скрепленных связкой, содержащий токопроводящие вставки, расположенные перпендикулярно к оси вращения абразивного круга, которые размещены между абразивными вставками, где токопроводящие вставки подключены к отрицательному электроду источника постоянного тока (патент RU 144707, МПК B23H 5/10, опубл. 27.08.2014 г.).
Известен шлифовальный круг, жестко закрепленный между двумя дисками из токопроводящего материала, подключенными к отрицательному полюсу источника постоянного электрического тока. Шлифовальный круг имеет возможность контактировать с поверхностью обрабатываемой заготовки, подключенной к положительному полюсу источника постоянного тока, а диски из токопроводящего материала расположены на расстоянии от поверхности обрабатываемой заготовки, образуя зазор, который имеет возможность заполняться электролитом из штуцера (патент RU 2522503, МПК В23Н 5/08, опубл. 20.07.2014 г.).
Наиболее близкой является система для электрохимического шлифования деталей (авт. свидетельство SU 1590237, опубл. 07.09.1990 г.), содержащая рабочий стол для установки на нем обрабатываемой детали, абразивный круг для электрохимического шлифования, состоящий из скрепленных токопроводящей связкой абразивных зерен, установленный на рабочем столе с возможностью перемещения относительно него и подключенный к отрицательному полюсу источника тока, и сопло для подачи рабочей жидкости - электролита в межэлектродный промежуток между абразивным кругом и обрабатываемой деталью.
Недостатки известных способов и устройств заключаются в следующем.
В процессе обработки токопроводящий абразивный круг контактирует с обрабатываемой деталью, что неизбежно приводит к пробою межэлектродного промежутка (МЭП) и образованию электрической дуги. Так как дуга обладает низким электрическим сопротивлением, а источник тока, как правило, ограничивает ток в краткосрочном периоде, то напряжение на МЭП резко падает. Это, в свою очередь, приводит к уменьшению анодного тока, протекающего через электролит.
Анодный ток оказывает положительное влияние на процесс электрохимического абразивного шлифования (ЭХАШ):
- удаляет заусенцы и скругляет острые кромки;
- уменьшает усилия на круге за счет дополнительного механизма съема;
- удаляет наклепанный слой, сформированный абразивными зернами.
Электрическая дуга представляет собой ионизированный канал с высокой электропроводностью, ее горение также облегчается тем, что в точке возникновения дуги на аноде и катоде температура достигает тысяч градусов, что усиливает электронную эмиссию. Поэтому, по мере вращения круга, дуга не перемещается на место наименьшего межэлектродного зазора, а постепенно растягивается: ее концы «прилипают» к исходным точкам. После достижения достаточной длины дуга обрывается, напряжение на МЭП возвращается к исходным значениям, и анодный ток снова увеличивается.
Горение электрической дуги оказывает негативное влияние на процесс ЭХАШ:
- приводит к усиленному износу инструмента;
- формирует области термического влияния на обрабатываемой детали;
- уменьшает положительные эффекты от анодного тока.
Известные способы и устройства не включают специальных мер, ограничивающих дуговой ток. При этом при увеличении площади обработки (например, при одновременной обработке нескольких деталей) сила тока в дуге увеличивается, что приводит к ее более длительному горению, и, соответственно, к ухудшению показателей обработки.
Технической проблемой, решаемой изобретением, является улучшение качества обработки заготовки и сокращение износа инструмента.
Технический результат - увеличение доли электрохимического (анодного) тока.
Проблема решается, а технический результат достигается системой для электрохимического шлифования детали, содержащей рабочий стол для установки на нем обрабатываемой детали, абразивный круг для электрохимического шлифования, состоящий из скрепленных токопроводящей связкой абразивных зерен, установленный на рабочем столе с возможностью перемещения относительно него и подключенный к отрицательному полюсу источника тока, и сопло для подачи рабочей жидкости - электролита в межэлектродный промежуток между абразивным кругом и обрабатываемой деталью. В отличие от прототипа источник тока имеет крутопадающую вольт-амперную характеристику и является генератором униполярных импульсов, а рабочий стол подключен к положительному полюсу источника тока через электронный ключ, выполненный с возможностью переключения тока от рабочего стола в короткозамкнутый контур и состоящий из двух быстродействующих транзисторов, один из которых выполнен с возможностью подключения источника тока к короткозамкнутому контуру, а второй - к рабочему столу, причем к источнику тока подключен контроллер для управления электронным ключом и источником тока, который в свою очередь подключен к аналого-цифровому преобразователю, установленному с возможностью измерения напряжения между рабочим столом и абразивным кругом.
Технический результат достигается следующим образом.
Источник импульсного тока имеет крутопадающую вольт-амперную характеристику. При электрическом пробое в таком источнике электрический ток не увеличивается, что приводит к падению мощности, рассеиваемой в межэлектродном зазоре, и уменьшению негативных эффектов, связанных с горением дуги.
При приближении круга к заготовке величина межэлектродного зазора сокращается, что приводит к падению его электрического сопротивления и росту анодного (электрохимического тока).
При использовании импульсного тока электрическая дуга прерывается каждый раз при окончании длительности импульса. Кроме того, развитие дуги также требует времени, то есть после начала импульса она возникает не сразу. Оба этих фактора приводят к увеличению доли анодного тока и к соответствующему улучшению показателей ЭХАШ.
Кроме того, элементы управления системой детектируют возникновение электрического пробоя МЭП и выключают подачу электрического тока в зазор до следующего импульса за счет использования быстродействующего ключа, переключающего ток из межэлектродного зазора в короткозамкнутый контур. Это приводит к еще большему увеличению доли анодного тока.
Сущность изобретения поясняется рисунками, где:
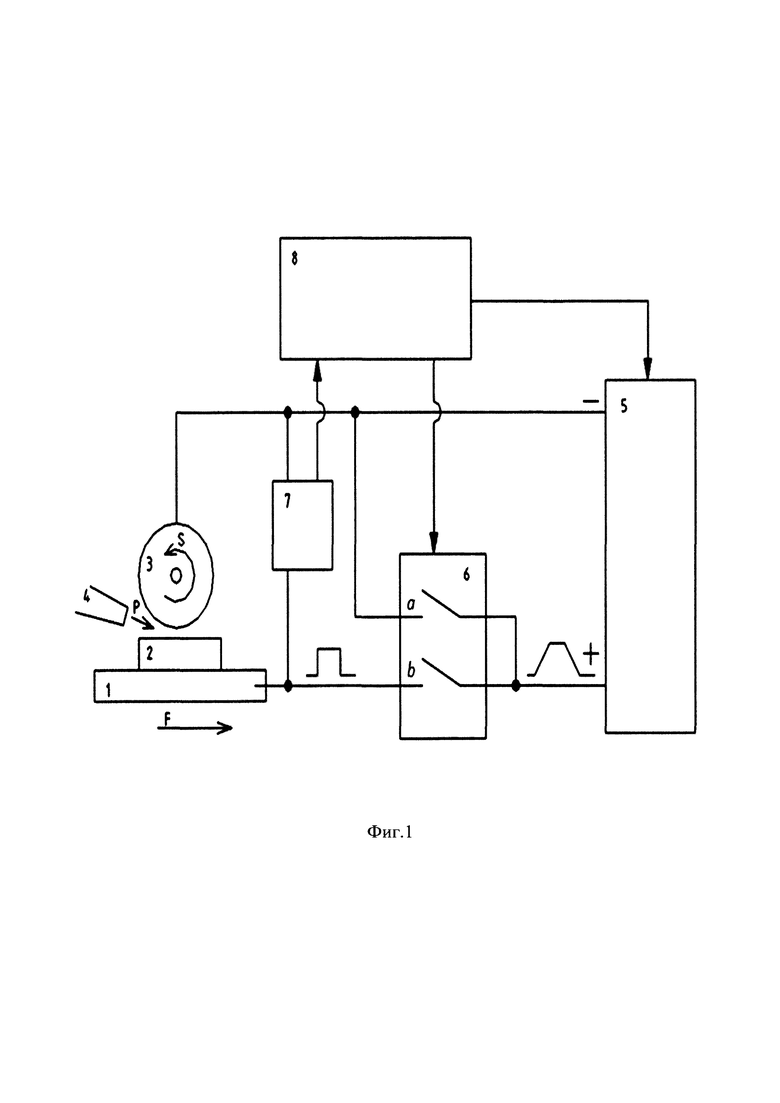
на фиг. 1 показана функциональная схема заявляемой системы;
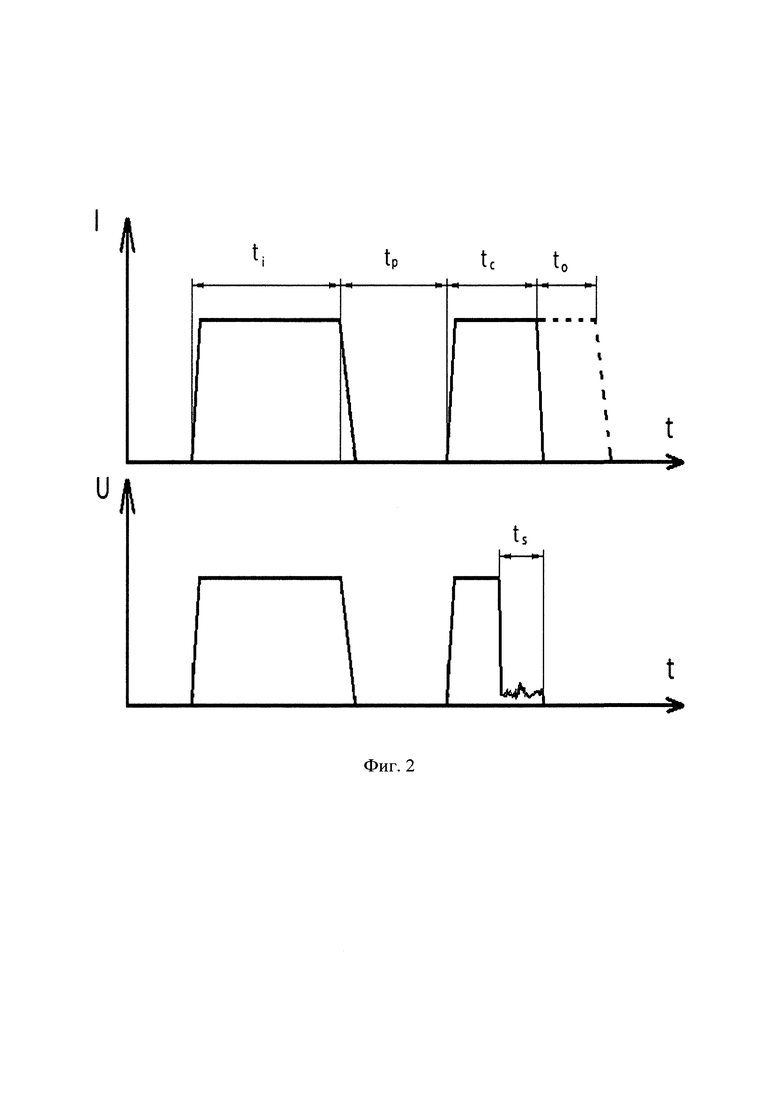
на фиг. 2 - осциллограммы тока и напряжения.
На фигуре 1 обозначено:
1 - рабочий стол
2 - обрабатываемая заготовка
3 - абразивный круг с токопроводящей связкой
4 - сопло для подачи электролита
5 -источник тока с крутопадающей вольт-амперной характеристикой
6 - электронный ключ
7 - аналого-цифровой преобразователь (АЦП)
8 - контроллер источника тока
(а) и (b) - быстродействующие транзисторы, из которых состоит электронный ключ 6. Транзистор (а) подключает источник тока 5 к короткозамкнутому контуру, а транзистор (b) - к рабочему столу
S - направление вращения абразивного шлифовального круга
Р - направление струи электролита
F - направление перемещения рабочего стола
На фиг. 2 обозначено:
ti - нормальная длительность импульса; tp - длительность паузы; tc - скорректированная длительность импульса; to - сокращение длины импульса; ts - длительность горения дуги.
Устройство работает следующим образом.
На рабочий стол (1), подключенный к положительному полюсу источника тока
(5) с крутопадающей вольт-амперной характеристикой через электронный ключ
(6), установлена заготовка (2). В качестве источника тока с крутопадающей вольт-амперной характеристикой может быть использован сварочный трансформатор или инвертор. Вращающийся абразивный круг (3) с токопроводящей связкой подключен к отрицательному полюсу источника тока (5). Рабочий стол (1) и абразивный круг (3) могут перемещаться относительно друг друга в разных направлениях (F) для обеспечения рабочей подачи. При помощи сопла (4) между кругом (3) и заготовкой (2) подается струя электролита. Электронный ключ (6) состоит из 2-х быстродействующих транзисторов (а) и (b), один из которых (а), подключает источник тока к короткозамкнутому контуру а второй (b) - к рабочему столу. Контроллер (8) источника тока (5) подключен к аналого-цифровому преобразователю (7), который измеряет напряжение между рабочим столом (1) и абразивным кругом (3). Контроллер управляет электронным ключом (6) и источником тока (5).
Источник тока (5) по заданию контроллера (8) формирует импульсы тока с большим фронтом, при этом в электронном ключе (6) транзистор (а) открыт, а транзистор (b) закрыт, таким образом, источник тока соединяется с короткозамкнутым контуром. После того, как ток достигает заданного значения, в ключе (6) транзистор (а) закрывается, а транзистор (b) открывается, и ток источника переключается на рабочий стол (1).
После окончания заданной длительности импульса электронный ключ (6) переключает ток обратно в короткозамкнутый контур. Таким образом, на рабочий стол (1) подаются импульсы тока с коротким фронтом.
АЦП (7) непрерывно измеряет напряжение на межэлектродном промежутке (МЭП) между рабочим столом (1) и кругом (3) и передает эти данные в контроллер (8), который управляет источником тока (5) для обеспечения заданного напряжения МЭП. Таким образом, в течение длительности импульса источник тока (5) является источником тока, а на длительном периоде множества импульсов - источником напряжения.
Если в течение заданной длительности импульса пробоя не происходит, то формируется нормальная длительность импульса ti (первая осциллограмма на фиг. 2).
Так как источник тока (5) имеет крутопадающую вольт-амперную характеристику, то при электрическом пробое МЭП напряжение падает, а ток не изменяется (вторая осциллограмма на фиг. 2). Это ограничивает мощность электрической дуги и позволяет контроллеру (8) определять момент возникновения пробоя МЭП. Тогда контроллер (8) при помощи ключа (6) переключает ток в короткозамкнутый контур, формируя корректированную длительность импульса tc. При этом время горения дуги ts определяемое быстродействием АЦП (7), контроллера (8) и ключа (6), сокращается на величину to.
Пример электрохимического абразивного шлифования с использованием заявляемой системы.
Описанное устройство для процесса электрохимического абразивного шлифования реализовано в станке EAG400.
Источник тока на основе инверторного преобразователя установлен в отдельном электрическом шкафу.
Электронный ключ и АЦП установлены непосредственно на механической структуре станка.
Были зарегистрированы следующие электрические параметры режима обработки:
- длительность импульса ti=2 мс;
- длительность паузы tp=2 мс;
- напряжение U=8 В;
- импульсный ток I=50 А;
- время реакции системы на короткое замыкание (время горения дуги) ts=0.025 мс.
Таким образом, система управления процессом обработки обеспечивает заданное напряжение за счет обратной связи путем изменения уровня тока источника тока, обеспечивает вычисление и задание уровня тока источника тока для обеспечения заданного напряжения в импульсе в паузе между импульсами, обнаруживает момент пробоя межэлектродного промежутка и выключает ток до окончания длительности импульса.
Это ведет к увеличению доли анодного тока и улучшению качества обработки детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ | 2015 |
|
RU2607060C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| Способ алмазно-электрохимического шлифования | 1980 |
|
SU1000207A1 |
Изобретение относится к машиностроению и может быть использовано при электрохимической обработке деталей шлифовальными кругами. Система для электрохимического шлифования детали содержит рабочий стол, абразивный круг, состоящий из скрепленных токопроводящей связкой абразивных зерен, подключенный к отрицательному полюсу источника тока, и сопло для подачи рабочей жидкости – электролита, в межэлектродный промежуток. Источник тока имеет крутопадающую вольт-амперную характеристику и является генератором униполярных импульсов тока. Рабочий стол подключен к положительному полюсу источника тока через электронный ключ, выполненный с возможностью переключения тока от рабочего стола в короткозамкнутый контур и состоящий из двух быстродействующих транзисторов, один из которых выполнен с возможностью подключения источника тока к короткозамкнутому контуру, а второй - к рабочему столу. К источнику тока подключен контроллер для управления электронным ключом и источником тока, который в свою очередь подключен к аналого-цифровому преобразователю, установленному с возможностью измерения напряжения между рабочим столом и абразивным кругом. Обеспечивается улучшение качества обработки и сокращение износа инструмента при увеличении доли электрохимического анодного тока. 2 ил., 1 пр.
Система для электрохимического шлифования детали, содержащая рабочий стол для установки на нем обрабатываемой детали, абразивный круг для электрохимического шлифования, состоящий из скрепленных токопроводящей связкой абразивных зерен, установленный на рабочем столе с возможностью перемещения относительно него и подключенный к отрицательному полюсу источника тока, и сопло для подачи рабочей жидкости – электролита в межэлектродный промежуток между абразивным кругом и обрабатываемой деталью, отличающийся тем, что источник тока имеет крутопадающую вольт-амперную характеристику и является генератором униполярных импульсов, а рабочий стол подключен к положительному полюсу источника тока через электронный ключ, выполненный с возможностью переключения тока от рабочего стола в короткозамкнутый контур и состоящий из двух быстродействующих транзисторов, один из которых выполнен с возможностью подключения источника тока к короткозамкнутому контуру, а второй - к рабочему столу, причем к источнику тока подключен контроллер для управления электронным ключом и источником тока, который в свою очередь подключен к аналого-цифровому преобразователю, установленному с возможностью измерения напряжения между рабочим столом и абразивным кругом.
| Способ электрохимического шлифования | 1987 |
|
SU1590237A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ АБРАЗИВНЫМИ КРУГАМИ | 2012 |
|
RU2522503C2 |
| Приспособление к зубофрезерному станку | 1961 |
|
SU144707A1 |
| ЛЕПЕСТКОВЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1990 |
|
RU2103123C1 |
| Привод перемещения звеньев | 1985 |
|
SU1283083A1 |

