Известны станки для фрезерования | фронта каблука, выполненные в виде поворотного барабана с гнездами и с установленными в нем фрезами, с применением подающего и выбрасываюн;его каблук приспособлений.
В предлагаемом станке этого рода, для автоматического зажимания каблука в гнезде барабана каждое гнездо снабжено подпружиненной скобой, прижимаемой к каблуку эксцентриком, а для выбрасывания из гнезд готовых | каблуков применен управляемый кулачковым кольцом подпружиненный | боек.
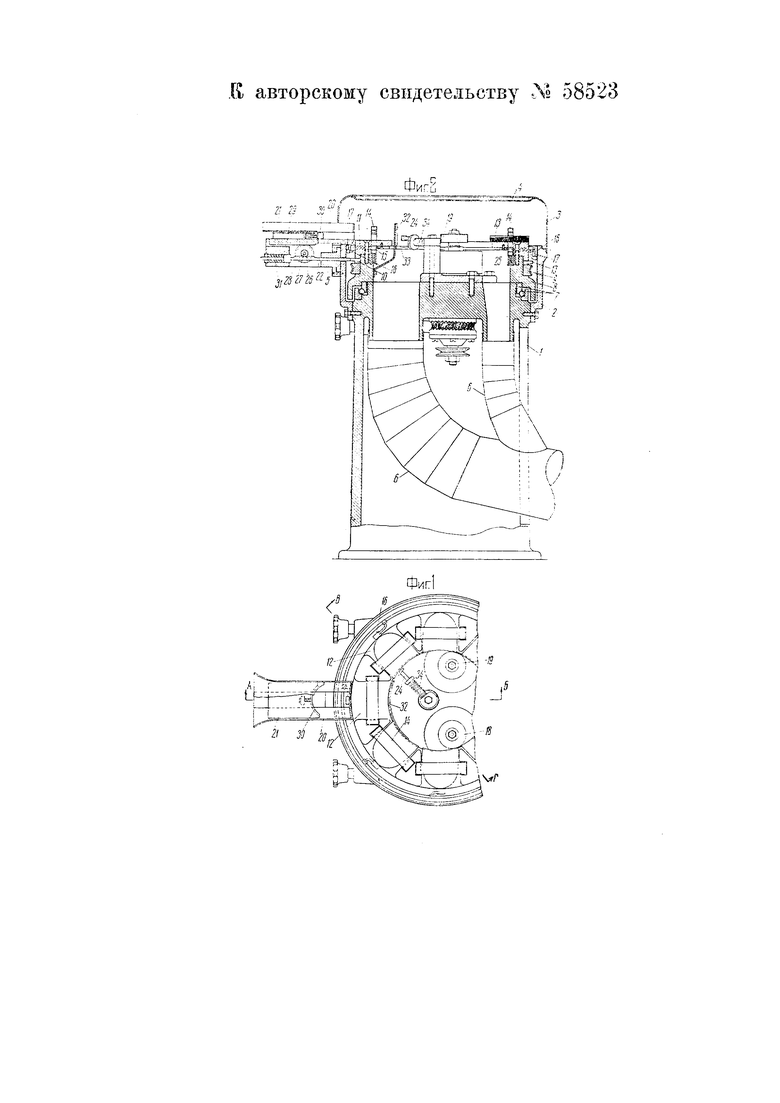
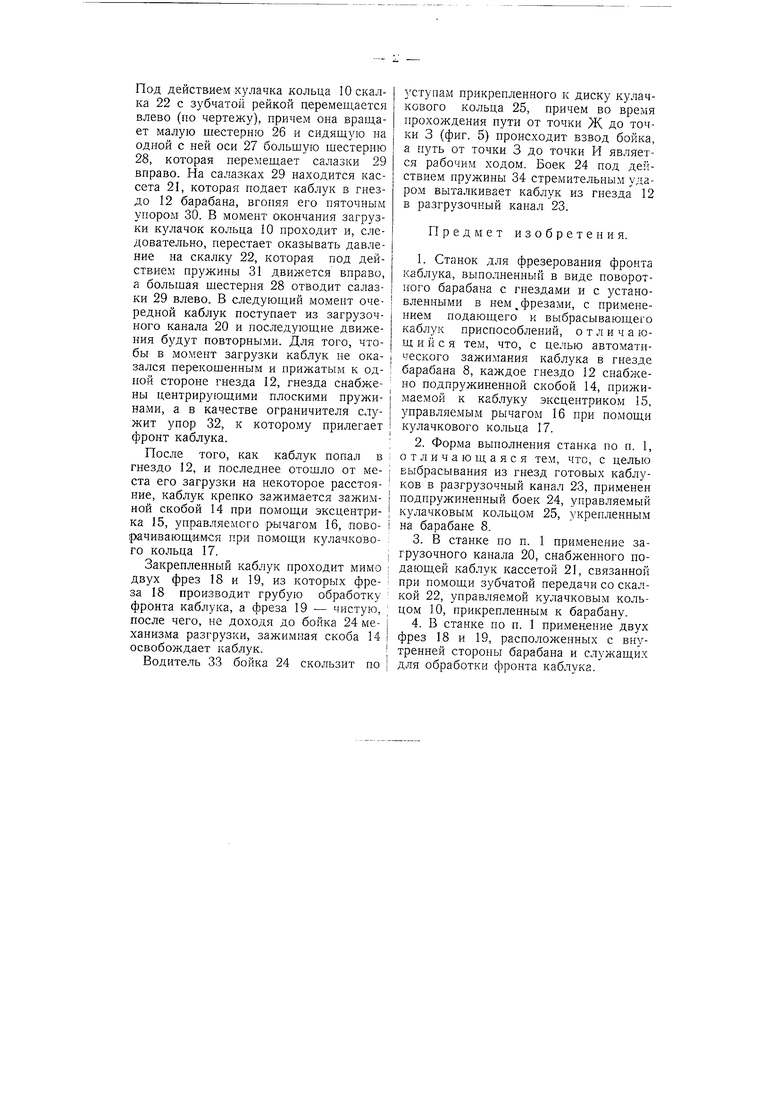
На чертеже фиг. 1 изображает вид станка сверху; фиг. 2 - разрез его по АБ на фиг. 1; фиг. 3 - разрез по ВГ на фиг. 1; фиг. 4 - вид зажима каблука со стороны его фронта; фиг. 5 - вид сверху части разгрузочного механизма.
Станина станка представляет собой цилиндр 1, к которому прикреплен наружный кожух 2, прикрытый сверху крышкой 3 со стеклом 4. Сбоку кожуха 2 укреплен кронштейн 5 для загрузочного механизма. Внутри цилиндра 1 расположены аспирационные рукава 6 для отсоса производственной пыли.
На цилиндре 1 внутри кожуха 2 на подшипниках 7 установлен барабан 8,|
снабженный червячным венцом 9 для его врашения (соответствующий венцу червяк на чертеже не показан). По окружности барабана. 8 расположено кулачковое кольцо 10 exaнизмa загрузки, а верхняя часть барабана заканчивается диском 11, на котором расположены восемь гнезд 12 для каблуков 13. Каждое гнездо снабжено подпружиненной скобой 14, прижимаемой к каблуку эксцентриком 15, который управляется рычагом 16 под действием кулачкового кольца 17, укрепленного на кожухе 2. С внутренней стороны барабана 8 расположены две фрезы 18 и 19, служащие для обработки фронта каблука 13.
Для подачи каблуков в гнезда 12 служит помещенная в загрузочном канале 20 кассета 21, связанная при помощи зубчатой передачи со скалкой 22, которая управляется прикрепленным к барабану 8 кулачковым кольцом 10.
Для выбрасывания готовых каблуков из гнезд 12 в разгрузочный канал 23 (фиг. 3) применен подпружиненный боек 24, управляемый закрепленным на барабане 8 кулачковым кольцом 25.
Во время работы барабан 8 и все остальные вращающиеся части станка непрерывно . Рабочий накладывает каблуки в загрузочный канал 20.
Под действием кула4F a кольца 10 скалка 22 с зубчатой рейкой перемещается влево (по чертежу), причем она вращает малую шестерню 26 и сидящую на одной с ней оси 27 большую шестерню 28, которая перемещает салазки 29 вправо. На салазках 29 находится кассета 21, которая подает каблук в гнездо 12 барабана, вгопяя его пяточным упором 30. В момент окончания загрузки кулачок кольца 10 проходит и, следовательно, перестает оказывать давление на скалку 22, которая под действием пружины 31 движется вправо, а большая шестерня 28 отводит салазки 29 влево. В следующий момент очередной каблук поступает из загрузочного канала 20 и последующие движения будут повторными. Для того, чтобы в момент загрузки каблук не оказался перекошенным и прижатым к одной стороне гнезда 12, гнезда снабжены центрирующими плоскими пружинами, а в качестве ограничителя служит упор 32, к которому прилегает фронт каблука.
После того, как каблук попал в гнездо 12, и последнее отошло от места его загрузки на некоторое расстояние, каблук крепко зажимается зажимной скобой 14 при помощи эксцентрика 15, управляемого рычагом 16, поворачивающимся при помощи кулачкового кольца 17.
Закрепленный каблук проходит мимо двух фрез 18 и 19, из которых фреза 18 производит грубую обработку фронта каблука, а фреза 19 - чистую, после чего, не доходя до бойка 24 механизма разгрузки, зажимпая скоба 14 освобождает каблук.
Водитель 33 бойка 24 скользит по
уступам прикрепленного к диску кулачкового кольца 25, причем во время прохол дения пути от точки Ж до точки 3 (фиг. 5) происходит взвод бойка, а путь от точки 3 до точки И является рабочим ходом. Боек 24 под действием пружины 34 стремительным ударом выталкивает каблук из гнезда 12 в разгрузочный канал 23.
Предмет изобретения.
1.Станок для фрезерования фронта каблука, выполненный в виде поворотного барабана с гнездами и с установленными в нем фрезами, с применением подающего и выбрасывающего каблук приспособлений, отличающийся тем, что, с целью автоматического зажимания каблука в гнезде барабана 8, каждое гнездо 12 снабжено подпружиненной скобой 14, прижимаемой к каблуку эксцентриком 15, управляемым рычагом 16 при помощи кулачкового кольца 17.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью выбрасывания из гнезд готовых каблуков в разгрузочный капал 23, применен подпружиненный боек 24, управляемый кулачковым кольцом 25, укрепленным на барабане 8.
3.В станке по п. 1 применение загрузочного канала 20, снабженного подающ,ей каблук кассетой 21, связанной при помощи зубчатой передачи со скалкой 22, управляемой кулачковым кольцом 10, прикрепленным к барабану.
4.В станке по п. 1 применение двух фрез 18 и 19, расположенных с внутренней стороны барабана и служащих для обработки фронта каблука.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОСТОЧКОУДАЛИТЕЛЬ САДОВЫЙ | 1996 |
|
RU2135048C1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| Машина для обтягивания кожей деревянных каблуков | 1935 |
|
SU49938A1 |
| Манипулятор | 1985 |
|
SU1331638A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Многошпиндельный обрабатывающий станок для одновременной обработки сверлением и (или) фрезерованием нескольких одинаковых деталей с устройствами смены инструментов и для приема заготовок на палеты | 1985 |
|
SU1471937A3 |
| Устройство для сортировки полупроводниковых приборов по электрическим параметрам | 1980 |
|
SU1014072A1 |
| Приспособление для подачи гвоздей к прессу для насадки каблука | 1932 |
|
SU33425A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ПОДАЧИ ГВОЗДЕЙ В МАШИНЫ ДЛЯ ПРИБИВАНИЯ КАБЛУКОВ ИЗНУТРИ | 1937 |
|
SU60708A1 |
| Устройство для упрочнения плоских поверхностей деталей | 1978 |
|
SU856771A1 |