Изобретение относится к обувной промышленности, а именно к способам для формирования задника заготовки верха обуви.
Целью изобретения является повышение эффективности процесса.
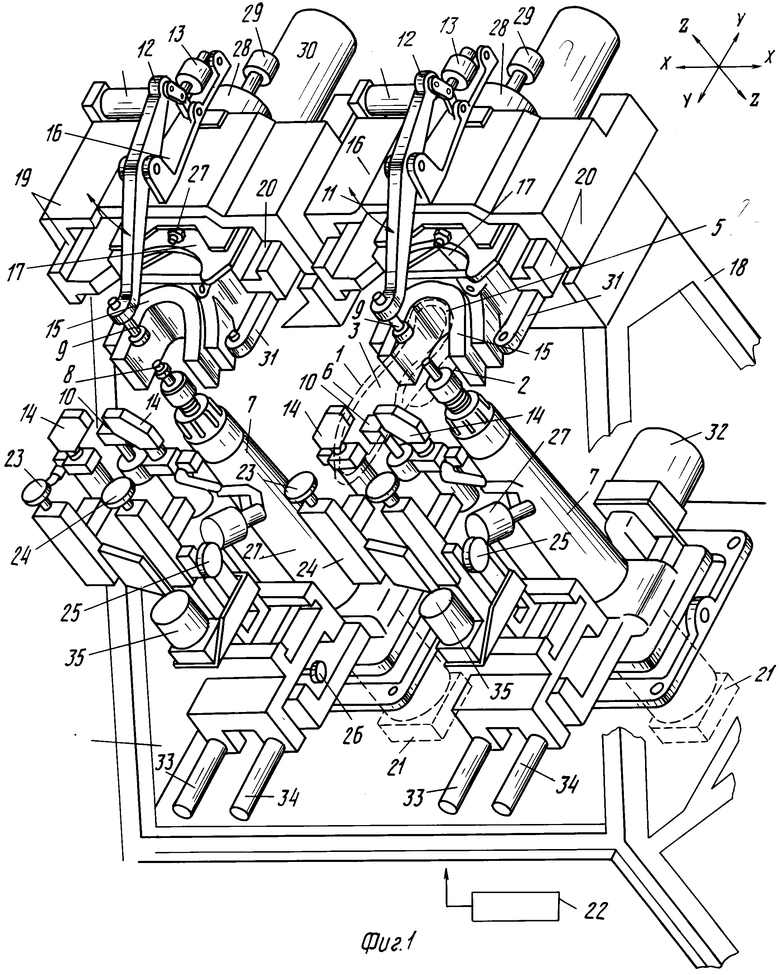
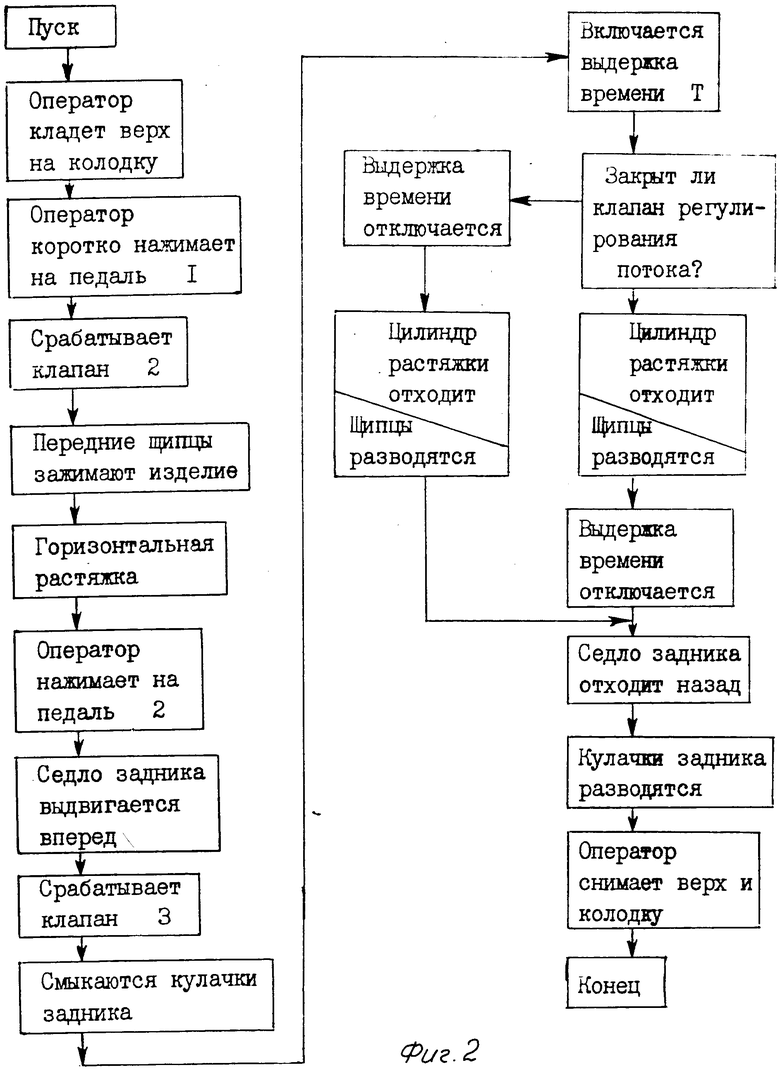
На фиг.1 представлено устройство для осуществления способа в изометрической проекции; на фиг.2 - схема последовательных технологических операций способа.
Способ формирования задника заготовки верха обуви включает размещение на колодке заготовки верха обуви, закрепление на следе колодки стельки для обтягивания заготовки верха обуви вокруг грани следа колодки и деформацию плоского задника заготовки верха обуви. Нижний край задника отгибают наружу относительно контура стельки. Задник изготавливают из армированного термопластичного материала, который размягчается при нагревании до более высокой температуры и принимает фиксированную форму пяточного участка колодки при более низкой температуре. На каждую поверхность материала нанесен клеящий слой термопластичного вещества.
Размещенную на колодке заготовку верха обуви предварительно нагревают и устанавливают колодку с надетой на нее заготовкой верха обуви на шпинделе. После этого захватывают затяжную кромку заготовки верха обуви в ее носочной части и вытягивают предварительно нагретую заготовку верха обуви в ее носочном участке для полной вытяжки пяточной части заготовки верха обуви вместе с задником вокруг пяточной части колодки. На пяточную часть заготовки верха обуви с задником накладывают прижимной пуансон для создания равномерного давления на участке пяточной части заготовки верха и следа колодки. Во время плотного контакта предварительно нагретой заготовки верха обуви с задником с колодкой осуществляют прижатие всего узла с колодкой. Затем осуществляют проглаживание разогретого задника роликами и склеивание заготовки верха обуви с задником в один пакет с образованием многослойной структуры. После этого осуществляют охлаждение полученного пакета заготовки верха обуви для принятия пяточным участком заготовки верха обуви вместе с задником жесткой формы, идентичной форме пяточной части колодки. Для придания окончательной формы пяточному участку заготовки верха обуви вместе с задником прикладывают большее удельное давление в области затяжной кромки заготовки верха обуви и контактирующего с ней рабочего органа, достаточное для преодоления пластической деформации материалов задника и заготовки верха обуви и создания четкой грани отформованного задника и затяжной кромки заготовки верха обуви. Большее удельное давление находится в пределах от 250 до 900 фунтов.
Большее удельное давление составляет около 400 фунтов.
Для пояснения способа представлено устройство для осуществления способа.
Механизм для формования задника, обрабатывающий комплект заготовки верха 1 обуви состоит из колодки 2 и стельки 3, размещенной на следе колодки. Станок для формования задника приспособлен для формования задника 4 с затяжной кромкой 5, выступающей наружу или вверх от стельки 3. Задник изготавливается из термически активированного материала, который поддается деформации при нагреве сверх определенной критической температуры и становится относительно недеформируемым при температурах ниже этой критической величины. Этот термически активированный материал является жестким при комнатной температуре и покрыт термически активированным клеющим веществом на всех своих основных поверхностях.
Оператор стоит перед станком лицом в направлении оси +Y. Действия, направленные к оператору, т. е. по оси -Y, будут далее именоваться как направленные вперед, а действия, направленные от оператора, будут именоваться как направленные назад. Передняя часть станка расположена прямо перед оператором, а задняя часть станка наиболее удалена от оператора. Кроме того, движение по оси -Y/+Y не является строго горизонтальным, хотя косвенным образом и показано таким. Действия, направленные по этой оси, расположены под углом 45о к горизонтали в направлении от оператора, причем угол наклона этих движений обусловлен удобством выполнения операций. Таким образом, направление по оси -Y/+Y, т.е. направленные вперед и назад перемещения деталей станка, могут быть горизонтальными, но обычно расположены под углом к горизонтали.
Станок для формования задника является двухпозиционным агрегатом, механизмы в левой части станка являются существенным зеркальным отображением механизмов в правой части станка или идентичными им.
В изобретении рассматривается конструкция, в которой могут быть использованы совместно активированные клеющие вещества. Формование производится на колодке, изготовленной обычно из пластического или подобного материала, большей частью обладающего теплоизоляционными свойствами, форма которой в области задника и супинатора существенно соответствует окончательной форме готовой обуви. Рассматриваемая здесь проблема заключается в удалении достаточного количества тепла из отформованной части задника верха 6, входящего в комплект заготовки верха 1, так, чтобы отформованная часть задника сохранила свою форму для последующих операций, например затяжки задника.
Станок для формования задника имеет шпиндель 7 с пальцем 8 для захвата колодки (см.фиг.1), который известным способом входит в паз колодки 2.
По известному способу станок содержит механизм захвата 9, который служит для создания плоскости захвата и опоры носка 10. В соответствии с настоящим изобретением механизм захвата 9 с помощью пневматического цилиндра поворачивается из нерабочего положения в положение с небольшим зазором над стелькой 3. Этот поворот из нерабочего положения - см.стрелку 11 - в положение с небольшим зазором над стелькой 3, т.е. в направлении оси +Z, осуществляется за счет поворота или вращения рычага 12. Поворотом или вращением рычага 12 из нерабочего положения в положение с небольшим зазором над стелькой достигается уменьшение рабочего пути и, следовательно, более быстрый переход из одного положения в другое. Это поворотное движение рычага осуществляется с помощью поворотного пневматического цилиндра через соответствующие механические соединения. Пневматический цилиндр 13 поворачивает устройство захвата в направлении комплекта обуви.
Механизм захвата 9 крепко прижимает колодку 2 к шпинделю 7. В этот момент вступают в действие ролики или пластины 14, которые расположены так, чтобы захватывать заготовку верха 6 в носковой или передней части и тянут заготовку верха 6 в направлении носка заготовки верха обуви, т.е. по оси -Y, тем самым растягивая задник верха 6 вокруг задника 4 колодки 2. На этом этапе формования заготовки верха обуви пяточный пуансон 15 перемещается вперед и охватывает задник и пяточную часть заготовки верха. Пластины 16 и 17 выдвигаются вперед и смыкаются для того, чтобы прижать затяжную кромку 5 к стельке 3, в результате чего термически активированный материал и другие части задника верха приобретают постоянную измененную форму в виде многослойного набора для последующих операций из набора заготовки верха 1 обуви.
Станок способен создать высокое и даже очень высокое посадочное давление между сжатой затяжной кромкой 5 и стелькой 3. Это посадочное давление можно регулировать в пределах от 200 до 900 фунтов на кв.дюйм (14,062-63,279 кгс/см2). Создание посадочного давления в станке обеспечивается пластинами 16 и 17, которые сконструированы так, что механически передают указанное давление непосредственно на раму станка. Силы, действующие между пластинами и заготовкой верха, передаются в процессе формования практически один к одному на раму 18 через передние салазки 19 и 20, в то время как в предшествующих агрегатах это усилие даже еще несколько увеличивалось за счет плеча рычага - стержней, которые могли изгибаться под действием больших посадочных давлений. В станке нет направляющих стержней, а отношение плеч имеющихся рычагов значительно уменьшено с тем, чтобы посадочные и обратные усилия передавались на раму 18 в отношении практически один к одному.
Прижатие обеспечивается пневматическим цилиндром 21, который создает небольшое усилие по оси +Z, поднимающее заготовку верха обуви до соприкосновения с прижимным механизмом 9, а также создает значительно большее усилие по этой же оси +Z в пределах от 250 до 900 фунтов на кв.дюйм (17,578-63,279 кгс/см2), обеспечивающее прижатие. Обычно усилие прижатия составляет около 400 фунтов на кв.дюйм (28,124 кгс/см2). Создание высокого прижимного давления между стелькой по затяжной кромке заготовки верха обувного изделия и пластинами и при зажатой между ними затяжной кромкой заключается в том, чтобы преодолеть остаточное механическое сопротивление заготовки верха и придать новую форму термически активированному материалу задника заготовки верха изделия. Существенным аспектом настоящего изобретения является наличие достаточного времени для удаления тепла из области задника верха; это время обеспечивается двухпозиционной конструкцией станка, создающей достаточные промежутки времени для каждого поста для удаления тепла из области задника верха обуви, представляющего собой многослойную заготовку верха обуви.
Область задника нагревается для активирования всех его частей, включая его термически активированный материал, этот материал подается в станок в виде части набора заготовки верха обувного изделия. Затем происходит чередование операций, часть из которых накладывается одна на другую (см.фиг.2). Пластины 14 с небольшим усилием захватывают переднюю часть заготовки верха и растягивают или натягивают заготовку верха изделия вокруг пяточной части колодки. После того как заготовка верха была таким образом натянута или растянута или в процессе ее растяжки, пяточный пуансон 15 входит в соприкосновение с задником набора заготовки верха обувного изделия по всему его периметру и создает существенно равномерное усилие для того, чтобы термически активированный материал задника принял форму, соответствующую форме пяточной части колодки. Обычно одновременно увеличивается и усилие растяжки, создаваемое пластинами. Пока пяточный пуансон прижат к заднику, пластина прижимает выступающую над стелькой затяжную кромку в области задника и стельки набора заготовки верха обувного изделия. В течение нескольких секунд, пока длятся эти операции, за счет контакта предварительно нагретой заготовки верха с колодкой и другими деталями станка термически активированный материал и клеющее вещество в заднике заготовки верха и сама заготовка верха изделия достаточно охлаждаются с тем, чтобы сохранить измененную форму, соответствующую форме пяточной части колодки.
Далее нажимают на педаль 22. Вращающиеся ручки 23-26 присоединены к снабженным резьбой штангам или являются их частью и служат для регулирования высоты пластин, точного регулирования ширины пластин, а также для смещения опоры носка 10 для правого или левого обувного изделия. Перемещение пластин в направлении -Y для растяжки или натяжки задника вокруг пяточной части колодки создается пневматическим цилиндром 27 через соответствующие поворотные механические соединения.
Снабженная резьбой ручка регулирования корректирует положение кулачка в продольном направлении; пневматические цилиндры 28 через соответствующие соединения поворачивают пластины в рабочее положение, причем длина хода перемещения пластины регулируется снабженной резьбой ручкой 29. Пневматические цилиндры 30 через рычажные механизмы 31 перемещают пяточные пуансоны 15 для выполнения ими указанных функций. Соответствующий по мощности приводной двигатель 32 (второй двигатель не показан) перемещает узлы агрегата по направляющим 33 и 34 для обработки обуви различных размеров. Двигатель 32 является электродвигателем постоянного тока. Другой электродвигатель постоянного тока 35 регулирует через соответствующие рычажные механизмы работу узлов при различной высоте задников обувных изделий. Пластины 14 являются частью сборки зажима и опоры носка, которая также включает в себя опору носка 10, сконструированную как единую сборку, перемещающуюся вперед и назад от шпинделя 7 для обработки различных размеров набора заготовки верха 1 обуви. Цель перемещения этой сборки заключается в том, чтобы удерживать нижнюю часть набора заготовки верха изделия в плоскости сжатия.
Термически активированный материал задника покрыт на каждой своей основной поверхности термически активированным клеющим веществом. Это вещество становится клейким при нагреве выше определенной критической температуры (по известному способу в пределах от 240 до 280 от 115,56 до 137,78оС), а при температуре ниже этой критической величины это вещество сохраняет сцепление, в том числе при комнатной температуре. Таким образом формируется задник заготовки верха обуви, состоящий из термически активированного материала и подкладки, который после охлаждения превращается в многослойный набор, сохраняющий приданную ему с помощью станка форму при окружающей температуре. Многослойный набор может создаваться и обрабатываться на станке.
Сущность изобретения: способ включает размещение на колодке заготовки верха обуви, закрепление на следе колодки стельки для обтягивания заготовки верха обуви вокруг грани следа колодки и деформацию плоского задника заготовки верха обуви. Нижний край задника отгибают наружу относительно контура стельки и изготавливают из армированного термопластического материала. Армированный термопластический материал размещается при нагревании до более высокой температуры и принимает фиксированную форму меточного участка колодки при более низкой температуре. На каждую поверхность материала нанесен клеящий слой термопластического вещества. Размещенную на колодке заготовку верха обуви предварительно нагревают и устанавливают колодку с надетой на ней заготовкой верха обуви на шпинделе. Захватывают затяжную кромку заготовки верха обуви в ее носочной части и вытягивают предварительно нагретую заготовку верха обуви в ее носочном участке для полной вытяжки пяточной части заготовки верха обуви вместе с задником вокруг пяточной части колодки. На пяточную часть заготовки верха обуви с задником накладывают прижимной пуансон для создания равномерного давления на участке пяточной части заготовки верха и следа колодки. Во время плотного контакта предварительно нагретой заготовки верха обуви с задником с колодкой осуществляют прижатие всего узла с колодкой. Затем следует проглаживание разогретого задника роликами и склеивание заготовки верха обуви с задником в один пакет с образованием многослойной структуры. После этого осуществляют охлаждение полученного пакета заготовки верха обуви для принятия пяточным участком заготовки верха обуви вместе с задником жесткой формы, идентичной форме пяточной части колодки. Для придания окончательной формы пяточному участку заготовок верха обуви вместе с задником прикладывают большее удельное давление в области затяжной кромки заготовки верха обуви и контактирующего с ней рабочего органа, достаточное для преодоления пластической деформации материалов задника и заготовки верха обуви и создания четкой грани отформованного задника и затяжной кромки заготовки верха обуви. Большее удельное давление находится в пределах от 250 до 900 фунтов. Большее удельное давление может составлять около 400 фунтов. 2 з.п.ф-лы, 2 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4553281, кл | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
