1
Изобретение относится к устройствам для сборки объемиых арматурных каркасов при изготовлении железобетонных изделий.
Известно устройство для изготовлейия арматурных каркасов, содержащее основание, стойки и закрепленные на стойках рамы с шаблонами, выполненными из отдельных пластин, имеющие отверстия для пропускания арматурных стержней .
Это устройство Обеспечивает возможность изготовления арматурных каркасов, продольные стержни которых соединены между собой по концам, и не пригодно для изготовления каркасов с лнутой поперечной арматурой.
Известно также устройство для сборки объемных арматурных каркасов, содержащее омонтированную на опорах поворотную раму со штангами, на которых установлены «аретки с фиксаторами арматуры 2.
Данное устройство является наиболее близким к изобретению по тех,нической сущности и достигаемому результату.
Недостатком этого устройства является отсутствие поперечного неремещения арматуры относительно штанг, что затрудняет подвод к местам соединения арматуры сварочного инструмента и тем самым снижает удобство сборки арматурных каркасов.
Цель изобретения - повысить удобство сборки арматурных каркасов.
Для этого в предлагаемом устройстве каретки снабл ены направляющими с пазами и стопорами, а фиксаторы подвижно установлены в иазах и выполнены с выемками, взаимодействующими со стопорами.
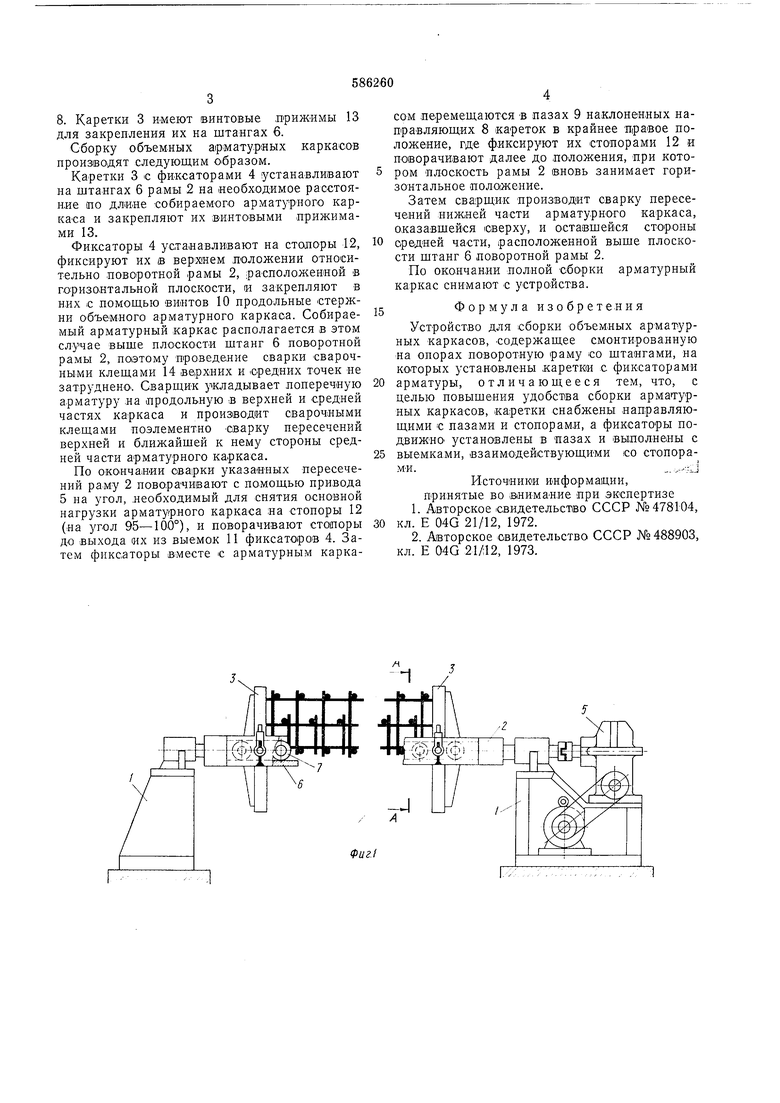
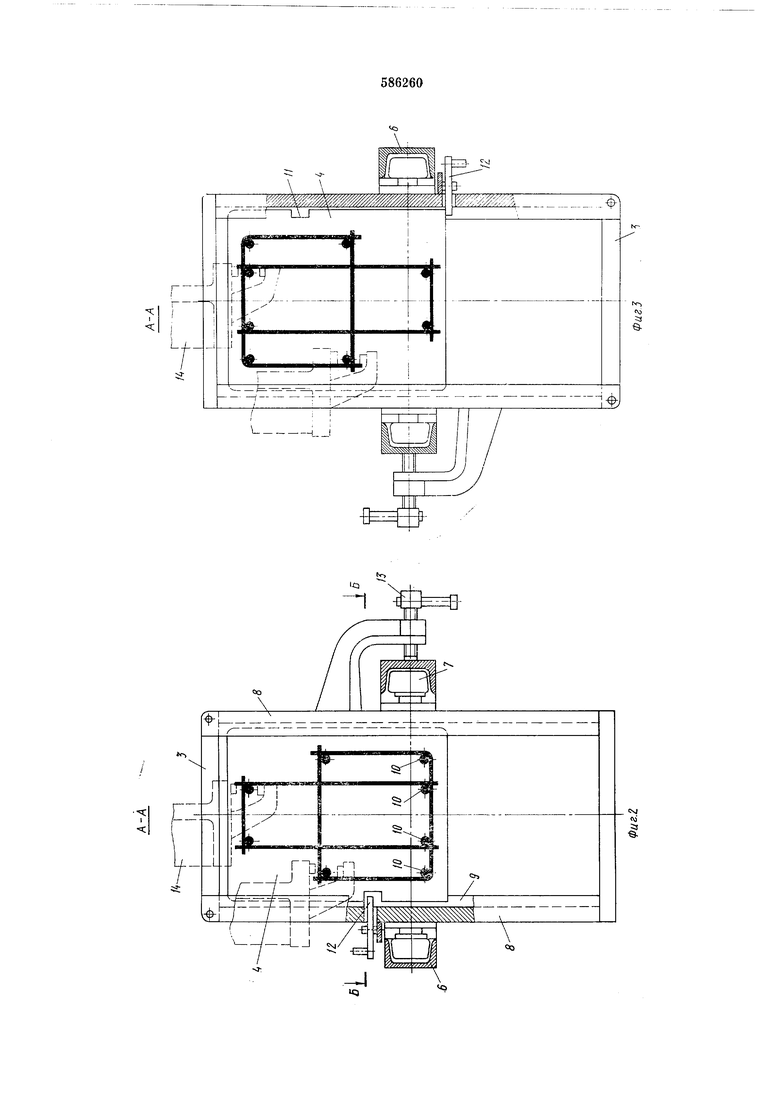
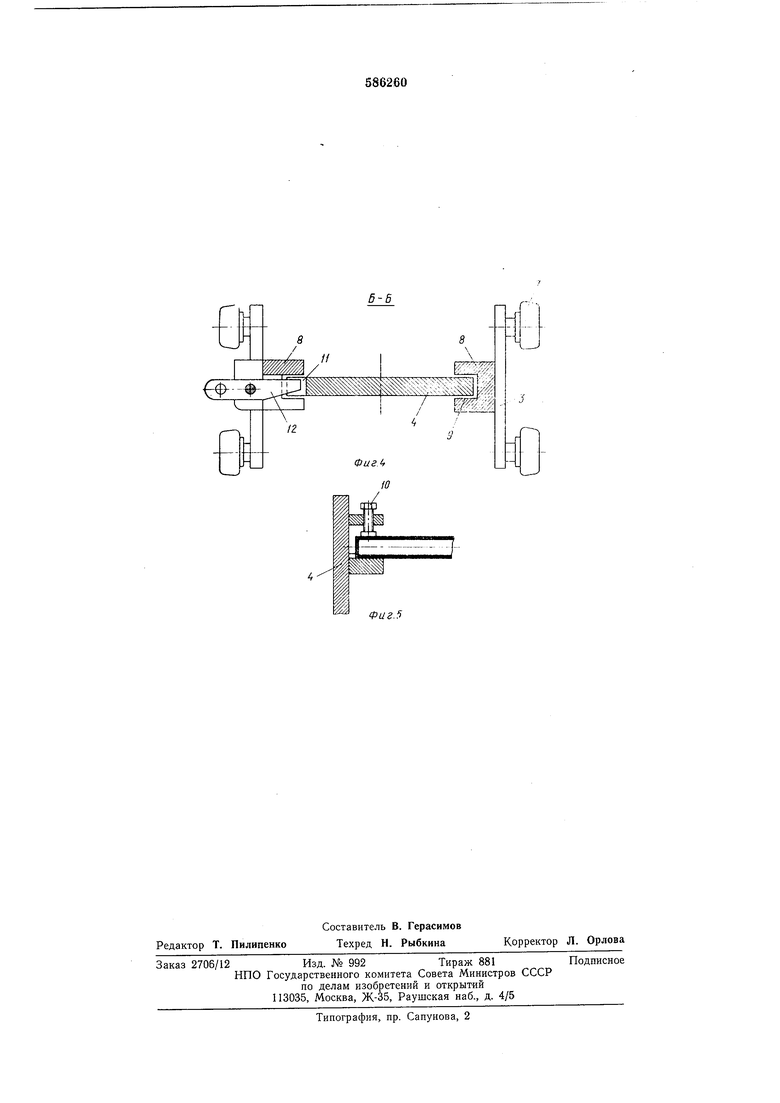
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - сечение ио А-А на фиг. 1 при исходном положении фиксаторов и стопоров; на фиг. 3 - то же при повернутой на 180° раме и передвинутых фиксаторах; на фиг. 4-сечение по Б-Б иа фиг. 2; на фиг. 5-узел крепления арматуры к фиксатору. Устройство для сборки объемных арматурных каркасов содержит установленную на опоры 1 поворотную раму 2, каретки 3 с фиксаторами 4 и привод 5. Новоротная рама 2 представляет собой прямоугольный каркас из продольных штанг 6, соединенных поперечинами, который опирается на цапфы опор 1, одна из которых связана с приводом 5 поворота.
На штангах 6 посредством роликов 7 установлены каретки 3, которые содержат жестко
связанные между собой направляющие 8 с пазами 9 для размещения в них фиксаторов 4, имеющих винты 10 для крепления арматуры. Фиксаторы выполнены с выемками И, взаимодействующими с поворотными стопорами 12, закрепленными на направляющих
8. Каретки 3 имеют винтовые .прижимы 13 для закрепления их на штангах 6.
Сборку объемных арматурных каркасов производят следующим о бразом.
Каретки 3 с фиксаторами 4 устанавливают на штангах 6 рамы 2 на необходимое расстояние (по длине Собираемого арматурного каркаса и закрепляют их винтовыми прижимами 13.
Фиксаторы 4 устанавливают на столоры 12, фиксируют их (В верхнем .положении относительно поворотной рамы 2, расположенной в горизонтальной плоскости, и закрепляют в них € помош,ью винтов 10 продольные стержни объемного арматурного каркаса. Собираемый арматурный каркас располагается в этом случае выше плоскости штанг 6 поворотной рамы 2, поэтому проведение сварки сварочными клешами 14 верхних и средних точек не затруднено-. Сваршик укладывает поперечную арматуру .на продольную в верхней и средней частях каркаса и производит сварочными клещами поэлементно сварку пересечений верхней и ближайшей к нему стороны средней части арматурного каркаса.
По окончании сварки указая-ных пересечений раму 2 поворачивают с помощью привода 5 на угол, .необходимый для снятия основной нагрузки арматурного каркаса на стопоры 12 (на угол 95-100°), и поворачивают стопоры до выхода их из выемок 11 фиксаторов 4. Затем фиксаторы в месте с арматурным каркасом перемещаются в пазах 9 наклонеяных направляющих 8 кареток в крайнее правое положение, где ф.иксируют их -стопорами 12 и поворачивают далее до положения, при котором плоскость рамы 2 вновь занимает горизонтальное яолажение.
Затем сварщик производит сварку пересечений нижней ча-сти арматурного каркаса, оказавшейся lOBepxy, и оставшейся стороны средней части, расположенной выше плоскости штанг б поворотной рамы 2.
По окончании полной сборки арматурный каркас снимают с устройства.
Формула изобрете.ния
Устройство для сборки объем-ных арматурных каркасов, содержашее смонтированную на опорах поворотную раму со штангами, на которых установлены каретки .с фиксаторами арматуры, отличающееся тем, что, с целью повыщения удобства сборки арматурных каркасов, каретки снабжены направляющими с лазами и стопорами, а фиксаторы подвижно- установлены в лазах и выполнены с выемка.ми, взаим-одействующими со стопорами.,. .,
Источники информации, принятые во ,В|НИман.ие -при экспертизе
1.Авторское свидетельство СССР №478104, кл. Е 04G 21/12, 1972.
2.Авторское свидетельство СССР №488903, кл. Е 04G 21/12, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пространственных арматурных каркасов | 1978 |
|
SU777175A1 |
| Установка для изготовления арматурных каркасов | 1980 |
|
SU992712A1 |
| Устройство для сборки и сварки арматурных каркасов | 1977 |
|
SU634822A1 |
| Устройство для сборки и сварки пространственных арматурных каркасов | 1978 |
|
SU742070A1 |
| Устройство для сборки арматурных каркасов колонн | 1980 |
|
SU910971A1 |
| Устройство для сборки пространственных арматурных каркасов | 1981 |
|
SU973765A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Устройство для сборки обьемных арматурных каркасов | 1973 |
|
SU488903A1 |
| АРМАТУРНЫЙ КАРКАС ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 2008 |
|
RU2388877C2 |
| Установка для изготовления арматурных каркасов колонн | 1981 |
|
SU1006680A1 |
LLJ
ч 4:
Ju.
3
f ло 3
1
Фиг.
