(54) УСТРОЙСТВО ДЛЯ СБОРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Устройство для сборки под сваркупРОСТРАНСТВЕННыХ РЕшЕТчАТыХ фЕРМ | 1979 |
|
SU804320A1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |
| Устройство для сборки арматурных каркасов колонн | 1980 |
|
SU910971A1 |
| Приемно-разборочное устройство для длинномерных заготовок | 1978 |
|
SU770710A1 |
| Установка для заготовки прядевой арматуры | 1991 |
|
SU1791601A1 |
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |

Изобретение относится к устройствам для сборки объемных арматурных каркасов при изготовлении железобетонных изделий на заводах ЖВИ и ДСК.
Известен кондуктор для сборки и сварки изделий, преимущественно пространственных каркасов, содержащий раму, стойки с планшайбами, причем планшайбы снабжены ползунами, перемещающимися по радиальным направляющим 1 .
Недостатком данного кондуктора является большая трудоемкость при изготовлении каркаса из плоских сеток, имеющих достаточную жесткость.
Наиболее близким техническим решением к предлагаемому является устройство для сборки пространственных арматурных каркасов, содержащее раму с упорами, установленную с возможностью перемещения вдоль нее каретку с фиксаторами арматуры, стеллаж для арматуры 2.
Недостатком этого устройства является низкая производительность труда.
Цель изобретения - повышение производительности труда. .;
Поставленная уель достигается тем, что в устройстве для сборки
пространственных арматурных каркассЗв, содержащем раму с упорами, установленную с возможностью перемещения вдоль нее каретку с фиксаторами арматуры, стеллаж для арматуры, каждая каретка снабжена имеющей на одном конце ролик стойкой, другой конец которой соединен с кареткой посредством двуплечего рычага с приводом
10 и ограничителяьш поворота стойки, один из которых установлен на плече рычага, а другой - на каретке, при этом фиксаторы арматуры смонтированы на стойке шарнирно.
15
Кроме того, стеллаж для арматуры соединен с каретками шарнирно установленным на раме склизом с фиксатором его положения.
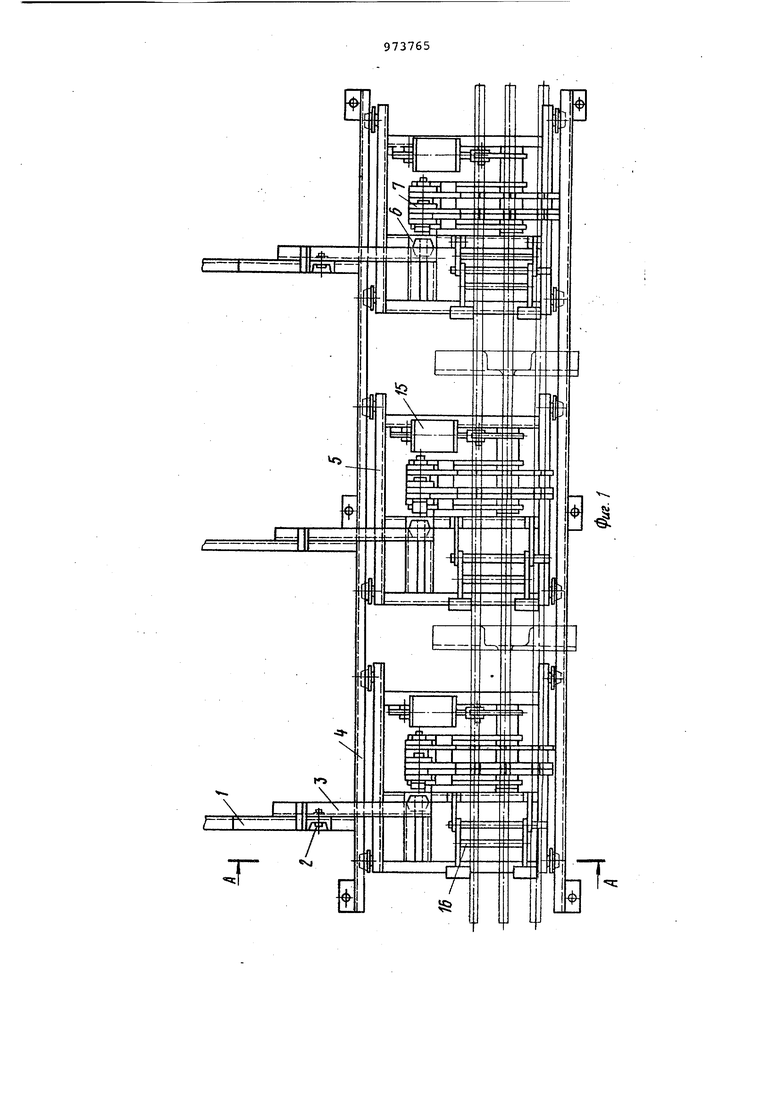
На фиг. 1 изображено устройство
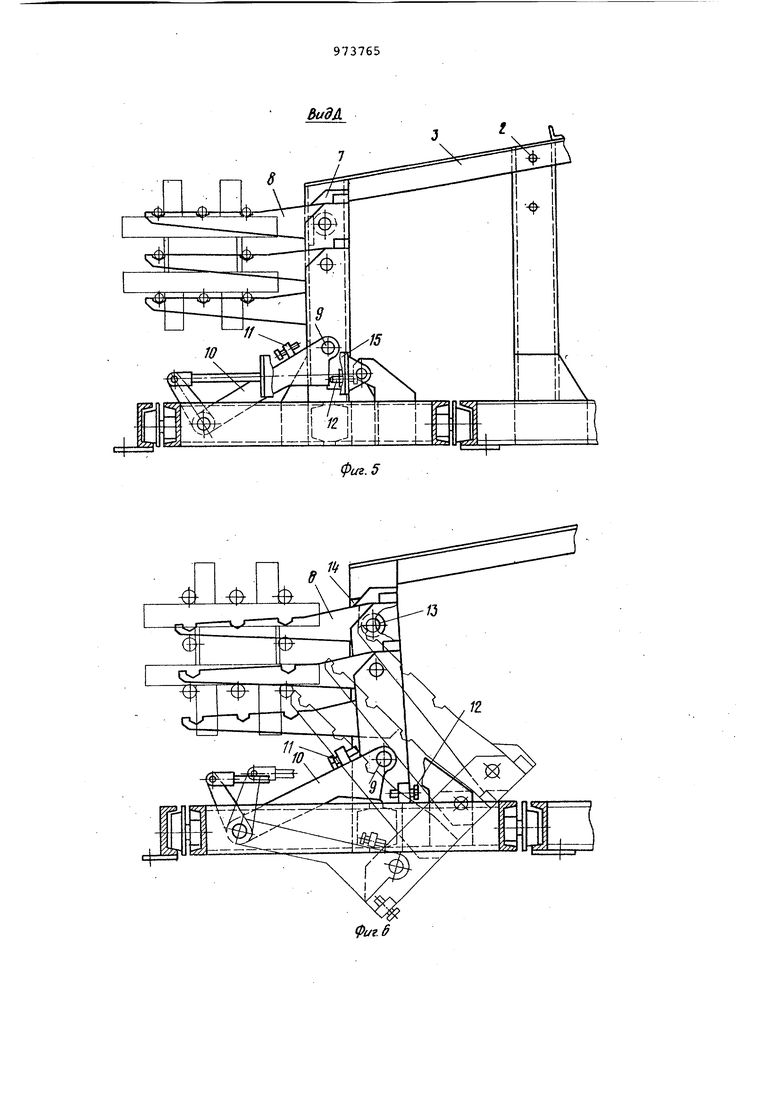
20 в плане, на фиг, 2 - разрез А-А на фиг. -1,- на фиг. 3 - собираемый каркас, поперечное сечение; на фиг.4 разрез Б-В на фиг. 2; на фиг, 5 вид Д на фиг. 4; на фиг. 6 - фазы
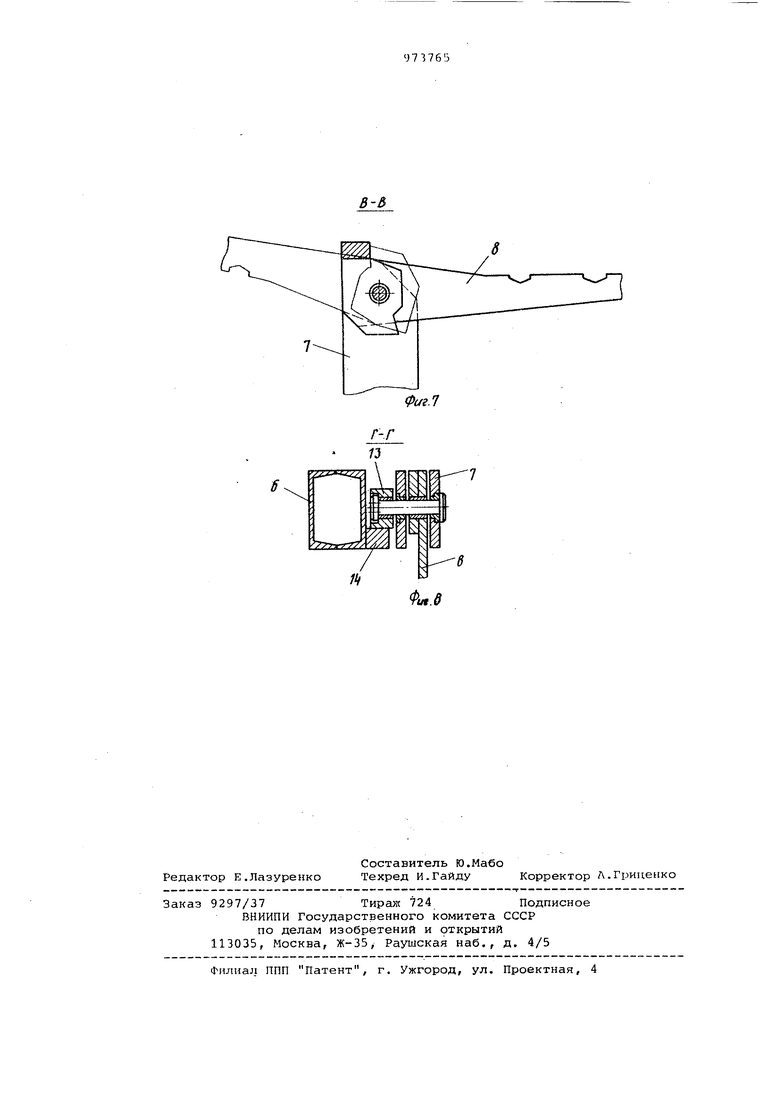
25 движения упоров каретки при их выводе из зоны сборки; на фиг. 7 - разрез В-В на фиг. 4; на фиг. 8 - разрез Г-Г на фиг. 4,
Устройство состоит из стеллажа 1
30 для складирования заготовок, на котором с помощью оси 2 закреплен склиз 3. На расстоянии от стеллажа, достаточном для образования рабочего; места сборщика, расположена рама устройства 4-, на которой на катках установлены передвижные каретки 5. На раме каретки выполнены неподвижные стойки б и стойки 7 с закрепленными на НИХ шарнирно фиксаторами 8 арматуры. Стойки -7 шарнирно на оси 9 закреплены на двуплечих рычагах 10 кареток. Качание стойки происходит между -ограничителями 11 и 12 поворота стойки. На верхнем конUe стойки закреплен ролик 13, контактирующий с упором 14 неподвижной стойки. Привод вращения стойки вы полнен в виде пневмоцилиндра 15. Готовый каркас после выведения из рабочей зоны всех фиксаторов 8 укладываетсяна кронштейны 16.
Устройство работает следующим образом.
Стеллаж 1 заполняется продольными стержнями. Склиз 3 устанавливается в рабочее положение. Фиксаторы 8 арматуры занимают откинутое положение, кроме нижнего, жестко соединенного со стойкой 7. По склизу три нижних прутка со стеллажа сбрасываются на нижний фиксатор стойки 7 и укладываются в координатные пазы фиксатора. Затем в рабочее положение ставится поворотом на оси средний фиксатор с двумя координатными пазами и тем же порядком заполняется продольными стержнями, после чего такая операция производися с верхним фиксатором. Закончив набор продольной арматуры, склизы 3 ставятся в вертикальное положение, освобождая рабочую зону для сборщиков и предохраняя от случайного скатывания арматуры со стеллажа.
На уложенные в координатные пазы упоров продольные стержни одеваются поперечные сетки и металлические консоли колонн. Для простановки этих элементов в среднюю часть колонны они должны миновать крайние каретки, для чего и производится выведение фиксаторов 8 арматуры из рабочей зоны пневмоцилиндров 15, При этом необходимо, чтобы фиксаторы 8 арматуры не сдвигали с места уложенную в координатные пазы соседних фиксированных кареток про.дольную арматуру. Фиксирование упоров в рабочем положении достигается выдвижением штока пневмоцилиндра 15, при этом рычаг 10 поворачивается на своей оси против часовой стреки до момента к;онтакта.ролика 13 с упором 14 неподвижной .суойки каретки и регулируемого упора ограничителя 7 с опорной поверхностью рычага 10. В этом положении откидные фиксаторы 8 занимают горизонтальное
положение. При втягивании штока пневмоцилиндра рычаг 10 вращается по часовой стрелке, вначале производится опускание стойки 7 с фиксаторами 8 почти вертикально. Под действием собственного веса в первона. чальный момент стойка 7 с фиксаторами 8 арматуры стремится провернуться на оси 9 против часовой стрелки, но удерживается в.вертикальном положении контактом ролика 13 с упором 14 неподвижной стойки каретки, до установления контакта с регулируемым ограничителем 11 рычага 10. При дальнейшем вращении рычага 10
5 давлением ограничителя 11 на стойку 7 она движется вместе с рычагом 10 , и занимает свое окончательное положение . В таком положении освобояр ается зона поддержки продольных
0 стержней для свободного пропуска одеваекых поперечных сеток и консолей в среднюю часть собираемого каркаса. Установка фиксаторов 8 в рабочее фиксированное положение в обратном порядке.
После фиксации всех поперечных каркасов и консолей в рабочем положении все откидные упоры выводятся из зоны сборки, и каркас остается
лежать на кронштейнах 16, с которых он снимается краном и транспортируется к сварочному кондуктору.
Предлагаемое устройство позволяет значительно повысить производительность труда и расширяет технологические возможности.
Формула изобретения
с возможностью перемещения вдоль нее каретку с фиксаторами арматуры, стеллаж для арматуры, отличающ е е с я тем, что, с целью повышения производительности труда, каждая каретка снабжена имеющей на одном конце ролик стойкой, другой конец которой соединен с кареткой посредством двуплечего рычага с приводом и ограничителями поворота стойки, один из которых установлен на плече рычага, а другой - на каретке, при этом фиксаторы арматуры смонтированы на стойке шарнирно.
с фиксатором его положения.
Источники информации, приняще во внимание при экспертизе
1,Авторское свидетельство СССР №556920, кл, Е 04 G.21/12, 1976.
Фиг.7
