Уже иввестен способ бесслитковой прокатки труб, при котором жидкий металл подается в кольцевой запор, образованный неподвижным дорном и парой валков. При этом таких пар валкав может быть несколько.
Предлагаемый .настоящим изобретеНИем способ бесслитковой прюкатки труб отличается от вышеуказанного известного тем, что дорпу сообщают поступательное движение вместе с изготовляемой трубой. Благодаря этому, предотвращается появление трещин и рванин во время обжатия. Изделие (труба) при этом получается с дорном в лолости и для удаления последнего трубу подают в риллинг-машину.
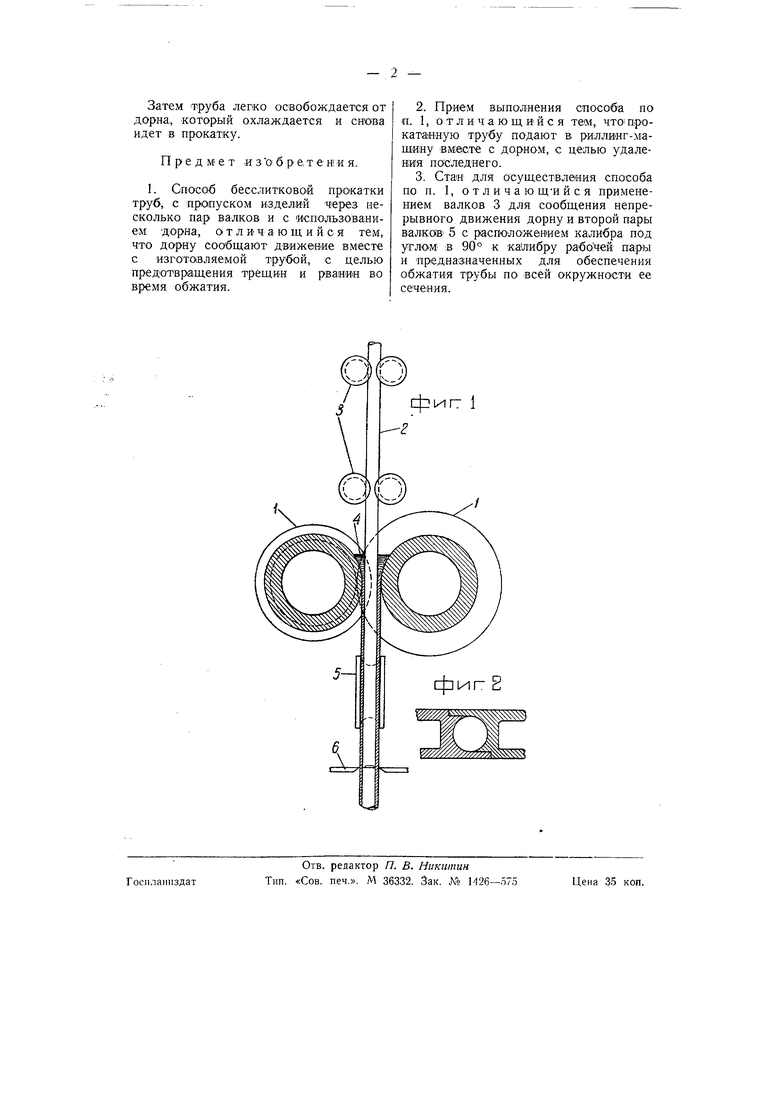
На чертеже фиг. 1 изображает общий вид предлагаемого для осуществления способа бесслитковой прокатки труб стана; фиг. 2 - вид стыка валков.
Стан состоит из двух пар 1 и 5 валков, расположенных калибрами под углом 90° друг к другу. Через калибры проходит дорн 2, образующий с калибром валков 1 кольцевой зазор для жидкого металла 4. Над парой 1 валков расположены валки 3, поддерживающие дорн 2 и сообщающие ему продольную подачу.
Каждый валок 1 и 2 имеет на окружности полукруглую выточку, так что в плоскости осей валков образуется замкнутый круглый калибр, диаметр которого соответствует наружному диаметру трубы.
С торцевых CTOpoiH валки ограничены ребордами (фиг. 2), заходящими друг за друга.
Дорн 2 состоит из отдельных отрезков равной длины (от 3 до 5 м). При опускании одного отрезка дорна на определенную величину на него автоматически наставляется следующий отрезок, который затем захватывается направляющими роликами 3.
Труба вместе с дорном поступает из валков 1 в валки 5 и благодаря их расположеННЮ под углом в 90° к первым валкам труба обжимается по всему своему сечению.
Из валков 5 труба поступает в ,ieтучие ножн.ИЦы 6, которые режут ее .на стыке отдельных отрезков дорна.
Отрезанная труба вмеСТе с дорном подается на риллкнг-машииу, где получает дополнительную обработку, во время которой несколько увеличивается в диаметре.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАЛИБРОВКИ ВАЛКОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2003 |
|
RU2243045C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ, СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ, РЕЕЧНЫЙ СТАН, А ТАКЖЕ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2016 |
|
RU2690621C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2003 |
|
RU2243838C2 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2268796C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 426×90 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2537639C1 |
| Стан для прокатки полых тел и труб | 1931 |
|
SU30658A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ДЛИННОМЕРНЫХ ТРУБ ИЗ СПЛАВОВ НА ЖЕЛЕЗНО-НИКЕЛЕВОЙ И НИКЕЛЕВОЙ ОСНОВАХ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2523399C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 465×75 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2527587C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2545935C2 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ | 2013 |
|
RU2542135C2 |
