Для прокатки полых тел и труб предлагается стан с тремя валками, симметрично расположенными вокруг центральной оси, вдоль которой перемещается заготовка помощью удерживающего и перемещающего дорнов, получающих осевое и вращательное движение, при чем оси валков относительно оси движения изделия расположены параллельно или под углом. С целью обеспечения одинаковых условий .работы валка в каждом его сечении предлагается поверхность его калибровать по специальной кривой, отвечающей указанному требованию.
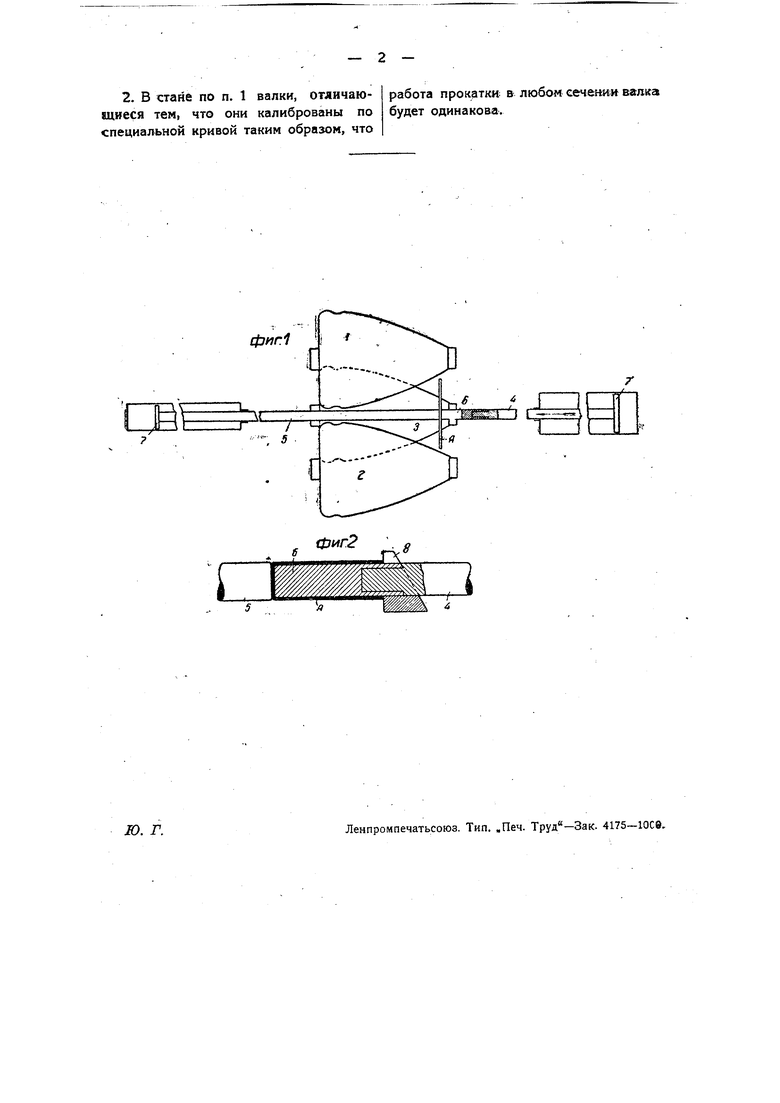
На чертеже фиг. 1 изображает схематический вид предлагаемого стана; фиг. 2-часть его в увеличенном масштабе.
Предлагаемый стан состоит из трех конических валков 7, 2, 3 (фиг. 1), симметрично расположенных относительно оси заготовки А, при чем оси валков расположены параллельно или под углом к оси междувалкового пространства. Поверхность валков калибруется по особой кривой, обеспечивающей одинаковые условия работы в каждом сечении валКа. Оправка б с надетой на нее заготовкой А зажимается между дорнами 4 Л 5. Дорны получают от особого механизма вращательное движение и от
(136)
гидравлических порщней 7, 7-осевое перемещение.
При работе на стане зажатая между дорнами заготовка А, получая от них вращение, перемещается в междувалковое пространство и начинает прокатываться вращающимися валками, так что по выходе заготовки из междувалкового пространства, она плотно облегает оправку 6, получая соответствующую форму.
Конец уширенной части валков, отделенной кольцевой выемкой от прокатной части, предназначен для раскатки готовой гильзы, которая после этого сдвигается с оправки 6 автоматически перемещающимся клинообразным упором 8 (фиг. 2).
Предмет изобретения.
1. Стан для прокатки полых тел и труб с тремя параллельно расположенными коническими валками, отличающийся применением двух имеющих поступательное и вращательное движение дорнов, служащих для зажатия их торцами листовой заготовки и поддержки и перемещения при прокатке в междувалковом пространстве.
2. В стане по п. 1 валки, отличающиеся тем, что они калиброваны по специальной кривой таким образом, что
работа прокатки в любом сечен:и« валка будет одинакова.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| Способ периодической прокатки труб | 1979 |
|
SU825214A1 |
| СПОСОБ УДЛИНИТЕЛЬНОЙ ПРОКАТКИ С ИСПОЛЬЗОВАНИЕМ СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ТРУБ НА ОПРАВКЕ | 2006 |
|
RU2357815C1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ | 2004 |
|
RU2307716C2 |
| КЛЕТЬ ПРОКАТНОГО СТАНА С ТРЕМЯ РАБОЧИМИ ВАЛКАМИ | 2013 |
|
RU2613777C9 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| Способ поперечно-винтового элонгирования | 1985 |
|
SU1319947A1 |
фиг2

