I :;
Изобретение относится к обработке металлов давлением, в частности к способам гибки цилиндрических оболочек, например, на трехвалковых станах.
Известен способ гибки цилиндрических обо лочек на трехвалковых станках с двумя приводными валками путем пррпускания заготовки в валках l.
При этом способе упрочнение заготовки производят при помощи отдельной операции, например, путем дробеструйного или роликового наклепа, обмоткой цилиндра высокопрочной лентой или стекловолокном под натяжением.
. ,..... .
Применение существующих методов получения благоприятных остаточных напряжений в цилиндрических оболочках увеличивает стоимость изделия и уменьшает производительность.
Цель изобретения - упрочнение детали в процессе гибки путем создания на ее поверхности напряжений сжатия.
Для этого по предлагаемому способу заготовку в процессе деформирования обрабатьтвают созданием скольжения наружных слоев относительно внутренних.
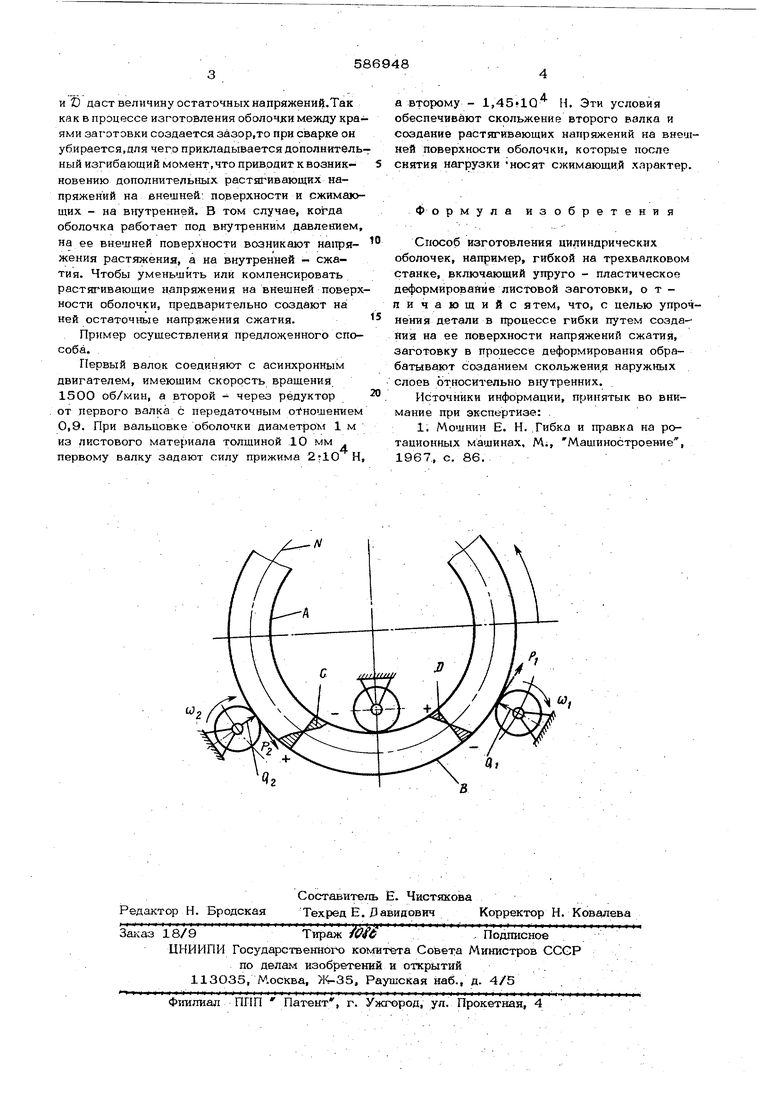
Изобретение поясняется чертежом, где показана заготовка с эпюрами распредвлекия напряжений,
В процессе гибки оболочки в вальцах на ее поверхностях возникают разнородные напряжения. На внутренней поверхности А оболочки создаются .напряжения сжатия, а на внешней В - растяжения.
Как показано на эпюре С, эти напряжения при приближении к нейтральному слою М уменьшаются до О.
При снятии нагрузки, т. е. после окончания процесса вальцовки, происходит процесс разгрузки. Запасенная потенциальная энергия в оболочке стремится распрямить ее, т.е. это равносильно тому, что к оболочке прикладывают момент с противоположшлм знаком. В процессе разгрузки в оболочке на ее поверхностях возникают упругие напряжения противоположного знака тем, которые были вызваны процессом вальцовки
Напряжения разгрузки представлены эпюрой f . Алгебраическая разность эпюр напряжений С и С даст величину остаточных напряжений.Так как в процессе изготовления оболочки между кра ями заготовки создается зазор,то при сварке он убирается, для чего прикладывается дополнитель ный изгибающий момент, что приводит к возникновению дополнительных растягивающих напряжений на бнешней.: поверхности и сжимаю щих - на В1гутренней. В том случае, когда оболочка работает под внутренним давлением на ее внешней поверхности возникают напряжения растяжения, а на внутренней - сжатия. Чтобы уменьшить или компенсировать растягивающие напряжения на внешней повер ности оболочки, предварительно создают на ней остаточные напряжения сжатия. Пример осуществления предложенного способа. Первый валок соединяют с асинхронным двигателем, имеюшим скорость вращения 1500 об/мин, а второй - через редуктор от первого валка с передаточным отношением 0,9. При вальцовке оболочки диаметром 1 м из листового материала толщиной 10 мм . первому валку задают силу прижима Н а второму - 1, Н. Эти условия обеспечивают скольжение второго валка и создание растягивающих напряжений на внешней поверхности оболочки, которые после снятия нагрузки носят сжимающий характер. Формула изобретения Способ изготовления цилиндрических оболочек, например, гибкой на трехвалковом станке, включающий упруго - пластическое деформироваяие листовой заготовки, о т пичающийс ятем, что, с целью упрочнения детали в процессе гибки путем созда-Яия на ее поверхности напряжений сжатия, заготовку в процессе деформирования обрабатывают созданием скольжени.я наружных слоев относительно внутренних. Источники информации, принятык во внимание при экспертизе: 1. Мошнин Е. Н. .Гибка и правка на ротационных машинах, М;, Машиностроение, 1967., с. 86.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| Способ гибки труб | 1979 |
|
SU889196A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
| Металлокомпозитный баллон для хранения сжатого водорода | 2023 |
|
RU2832629C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2484911C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМЫ | 2013 |
|
RU2548867C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ПОЛУСФЕР РОТОРА ШАРОВОГО ГИРОСКОПА | 1994 |
|
RU2085348C1 |
| Баллон высокого давления (варианты) и способ его изготовления (варианты) | 2007 |
|
RU2758470C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
