(54) СПОСОБ ПРОИЗВОДСТВА U1APOB
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства шаров | 1979 |
|
SU871945A1 |
| Способ прокатки сортового металла | 1978 |
|
SU710679A1 |
| Способ производства труб | 1979 |
|
SU839631A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| Способ прокатки шаров и валки дляЕгО ОСущЕСТВлЕНия | 1978 |
|
SU806213A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЕТАЛЕЙ БУРОВЫХ ЗАМКОВ | 2005 |
|
RU2299104C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2088393C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЕЙ МЕЛКИХ СЕЧЕНИЙ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037345C1 |
| СПОСОБ МНОГОПРОХОДНОЙ РЕВЕРСИВНОЙ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ БОЛЬШОГО ДИАМЕТРА | 2018 |
|
RU2693418C1 |
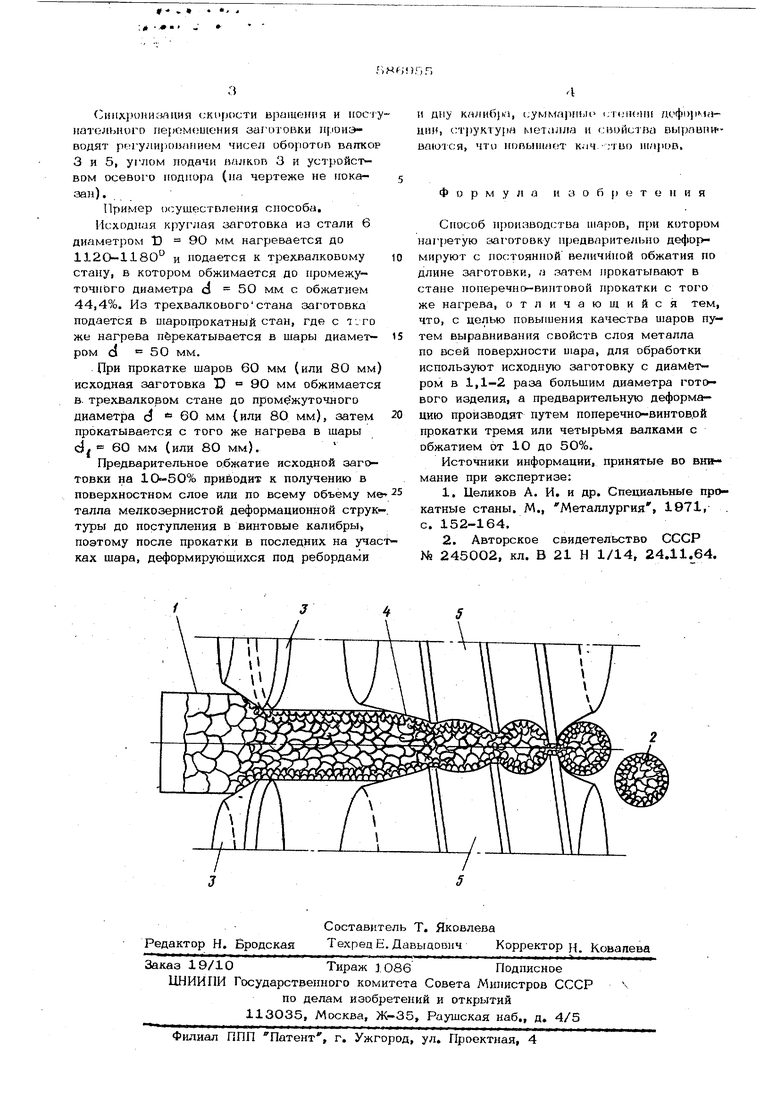
Изобретение относится к обработке металлов давлением и может быть использовано при производстве шаров на станках поперечно-винтовой прокатки. Известен способ прокатки шаров, при котором нагретую заготовку деформируют в винтовых калибрах двухвалкового стана попе речн -винтовой прокатки l. Для получения точных шаров этот способ требует применения предварительно калиброванных заготовок Наиболее близким к. описываемому изобре тению по технической сущности и достигаемо му результату является способ производства шаров, при котором нагретую заготовку пред варительно деформируют с постоянной величиной обжатия по длине заготовки, а затем прокалывают в стане поперечн1 -винтовой про катки с того же нагрева L2J, Предварительную деформацию осуществляют с целью калибровки исходной заготовки, а обжатие при этом не превышает 2,5-4%. Недостатком известного способа является различие механических свойств на раэных участках шара, снижающее его эксплуатационные качества, в связи с различием степени деформации по дну винтового кали&ра и под его ребордами. Цель изобретения - повышение качества шаров путем выравнивания свойств слоя металла 1по всей поверхности шара, осуществляемое за счет выравнивания степеней дефо мации и структуры металла по поверхности шара, Это достигается тем, что по предлага&мому способу для обработкииспопьзуют исходную заготовку с диаметром в 1,1-2 раза большим диаметра готового изделия, а предварительную деформацию производят путем поперечно-винтовой прокатки тремя или четырьмя вашками с обжатием от 1О до 50%. На чертеже показана схема устройства, реализующего предлагаемый способ. Нагретую исходную заготовку 1 диаметром D в 1,1-2 раза большим диаметра . готового изделия 2 -деформируют тремя или четырьмя валками 3, а затем с того же нагрева калибруют на входном участке 4 и прокатывают в винтовых калибрах валков 5.
