При обработке многогранных изделий на станках токарного типа, кроме продольного перемещения резца вдоль обрабатываемого изделия, необходимо осуществить еще три относительных движения между обрабатываемым изделием и инструментом, а именно: движение резания, движение профилирования обрабатываемого контура и движение сохранения постоянного заднего угла резания. Если необходимость первых двух движений совершенно очевидна, то движению для сохранения постоянного заднего угла резания в первоначальных конструкциях станков не придавали должного значения. В то же время колебания заднего угла в станках весьма значительны и доходят до 43°.
Для сохранения постоянного заднего угла современные конструкции станков снабжены специальными механизмами. В наиболее распроояграненных станках для обработки многогранных изделий (см. Вальдрих, Кревен, Шисс-Дефрис, Фрорин. Советский станок) движения профилирования и сохранения постоянного заднего угла осуществляются посредством
резцедержателя с кулачком. Большим неудобством в этих станках является необходимость синхронизации этих двух движений.
Предлагаемый способ . изготовления многогранных изделий обточкой относится к известным способам с использованием резцедержавки с кулачком для сообщения резцам осевого движения, но отличается от этих способов тем, что державки снабжены радиальными резцами. Количество резцов равно числу намеченных к получению граней изделия. Режущие кромки резцов расположены по окружности, диаметр которой равен диаметру окружности, описанной вокруг вершин многогранника изделия. Последнему и державке сообщают вращение в одном направлении и с одинаковой угловой скоростью. Этим достигается сохранение постоянного заднего угла резания.
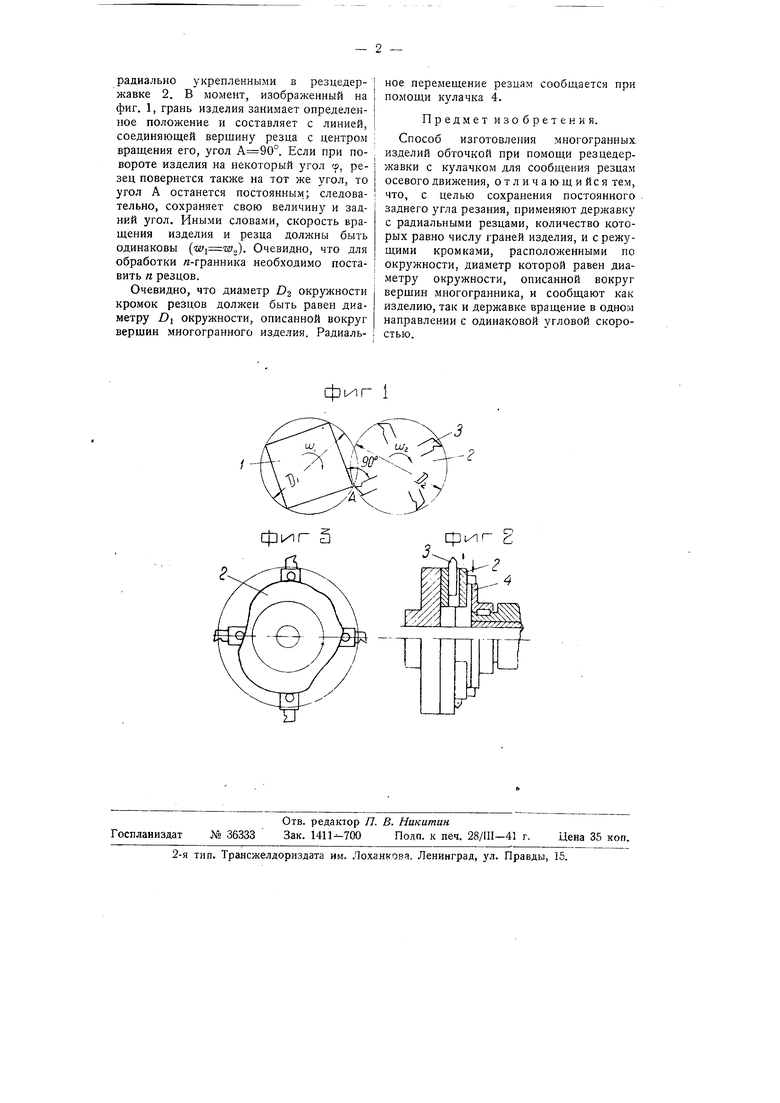
На чертеже фиг. 1 изображает схему движения обрабатываемого изделия и резцедержавки; фиг. 2 - передний схематический вид резцедержавки с кулачком; фиг 3-вид резцедержавки сбоку.
Изде.чие 1 обрабатывается резцами 3,
радиально укрепленными в резцедержавке 2. В момент, изображенный на фиг. 1, грань изделия занимает определенное положение и составляет с линией, соединяющей вершину резца с центром вращения его, угол . Если при повороте изделия на некоторый угол «, резец повернется также на тот же угол, то угол А останется постоянным; следовательно, сохраняет свою величину и задний угол. Иными словами, скорость вращения изделия и резца должны быть одинаковы (.). Очевидно, что для обработки л-гранника необходимо поставить п резцов.
Очевидно, что диаметр DZ окружности кромок резцов должен быть равен диаметру ) окружности, описанной вокруг вершин многогранного изделия. Радиальное перемещение резцам сообщается при помощи кулачка 4.
Предмет изобретения.
Способ изготовления многогранных изделий обточкой при помощи резцедержавки с кулачком для сообщения резцам осевого движения, отличающийся тем, что, с целью сохранения постоянного заднего угла резания, применяют державку с радиальными резцами, количество которых равно числу граней изделия, и с режущими кромками, расположенными по окружности, диаметр которой равен диаметру окружности, описанной вокруг вершин многогранника, и сообщают как изделию, так и державке вращение в одном направлении с одинаковой угловой скоростью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки многогранных отверстий | 1988 |
|
SU1657286A1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| Резцовая головка | 1936 |
|
SU51302A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Станок для обработки поршней | 1970 |
|
SU334760A2 |
| Многоместное приспособление для обточки профилей лопаток компрессора на токарном станке | 1947 |
|
SU70682A1 |
| Резец | 1986 |
|
SU1393534A1 |
| Инструментальный блок для станков | 1943 |
|
SU68936A1 |
| РЕЗЕЦ | 1990 |
|
SU1743056A1 |
