Станкостроение на пути развития эффективных автоматов и полуавтоматов столкнулось с рядом затруднений. Многошниндельность станков или большое количество одновременно работающих инструментов увеличивает простои станка, вызываемые заменой каждого затупившегося инструмента новым заточенным и регулировкой его (наладкой) для получения идентичных размеров изделия, обычно находящихся в пределах жестких допусков.
При установке детали на станке она вступает в размерную взаимосвязь с режущей кромкой инструмента, который является промежуточным элементом в технологической размерной цепи: ось изделия - опорная база станка (под которой разумеется супорт с державкой). Следовательно, режущая кромка инструмента всегда имеет три координаты в пространстве (относительно супорта), соблюдение которых постоянными обязательно при замене затупившегося инструмента заточенным. Это выполняется обычно наладчиком рядом последовательных ручных подгонок инструмента, чередующихся с пробной
обработкой изделия и, как уже было указано, требует значительного времени.
Для устранения потерь производительного времени держатель инструментов, т. е. инструментальный блок, должен обеспечивать замену инструмента без всякой наладки его и при том с быстрым креплением; следовательно, он должен быть безналадочным и быстросменным. Согласно изобретению достигается это тем, что для соблюдения постоянства указанной технологической размерной-цепи единственный сменяемый элемент ее - режущий инструмент - выполняется взаимозаменяемым, а державка обеспечивает постоянство его трех координат относительно супорта. При этих условиях работа будет протекать без всякой наладки при замене режущего инструмента, и вновь поставленный инструмент даст изделие с такими же размерами и допусками, что и предыдущий.Ж
Для этого опорная и крепежная поверхности тела резца и соответствующие им поверхности в посадочном для резца гнезде оправки выполняются в определенных допусках
303
на размеры и форму, а для выдвижения в одно и то же положение режущей грани инструмента, сошлифовываемой нри заточке, предусмотрен упор. Этот упор удобно выполнять в виде стружкозавивателя, а поперечное сечение тела резца и гнезда для него в державке ограничивать со стороны онорной и крепежной поверхностей отрезками прямых линий, расположенными последовательно иод прямым углом один к другому.
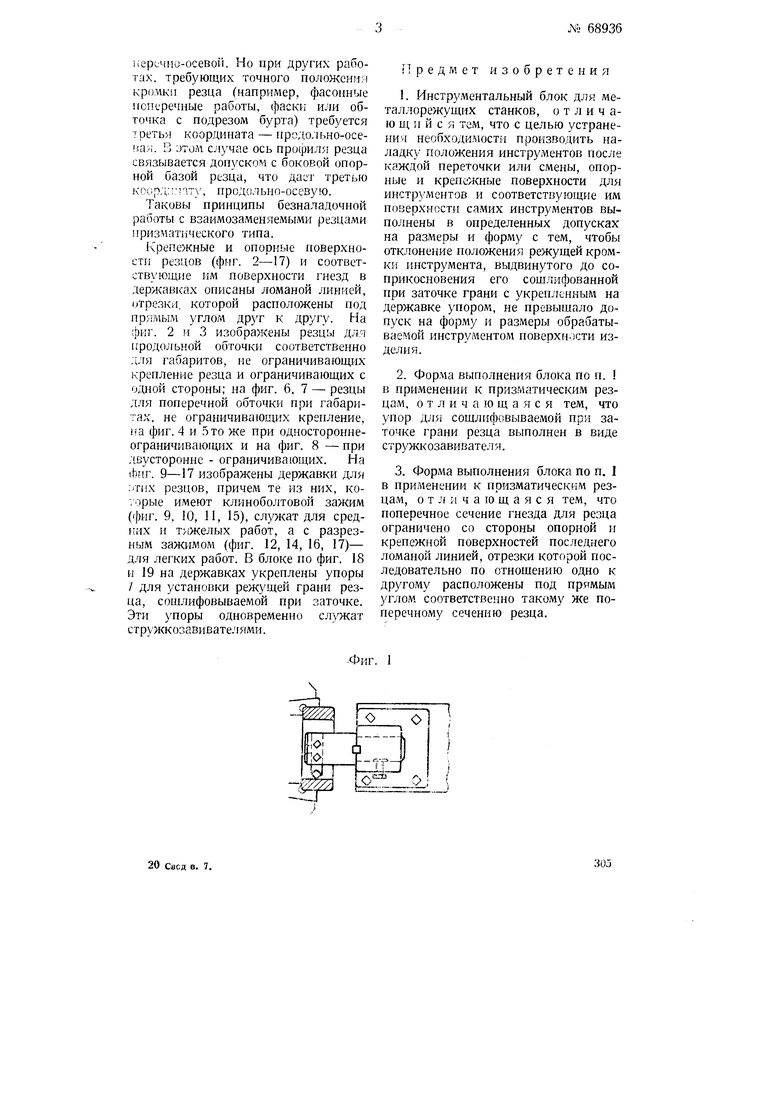
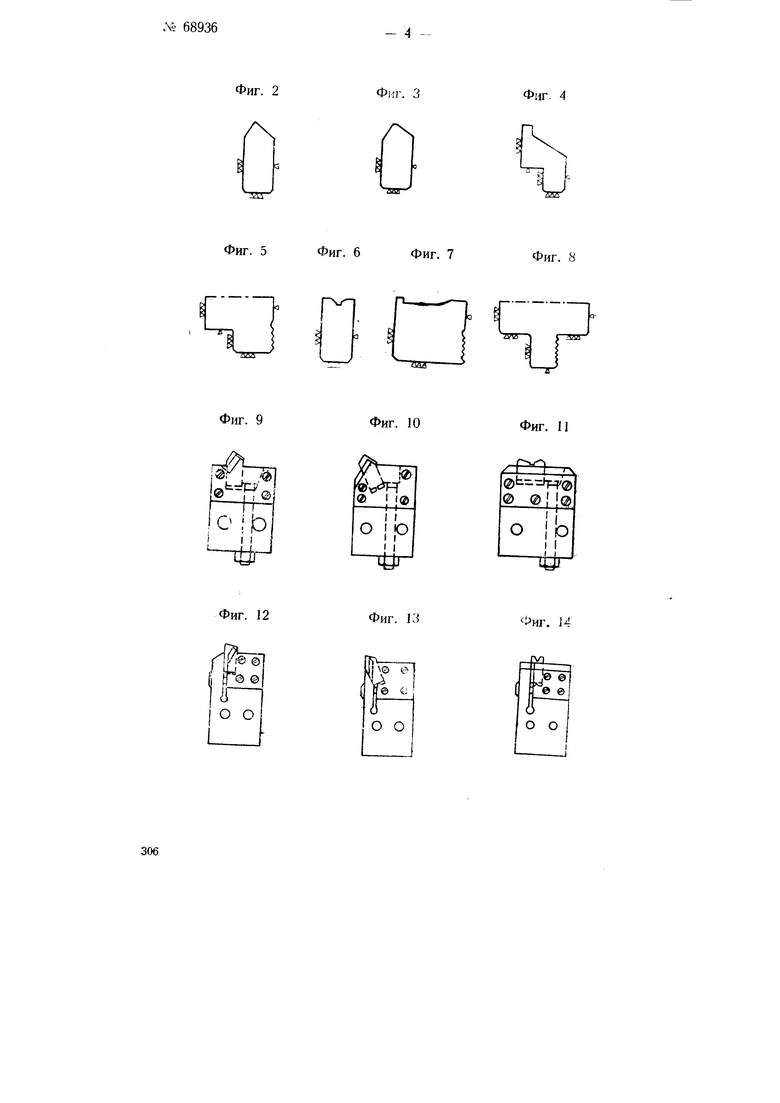
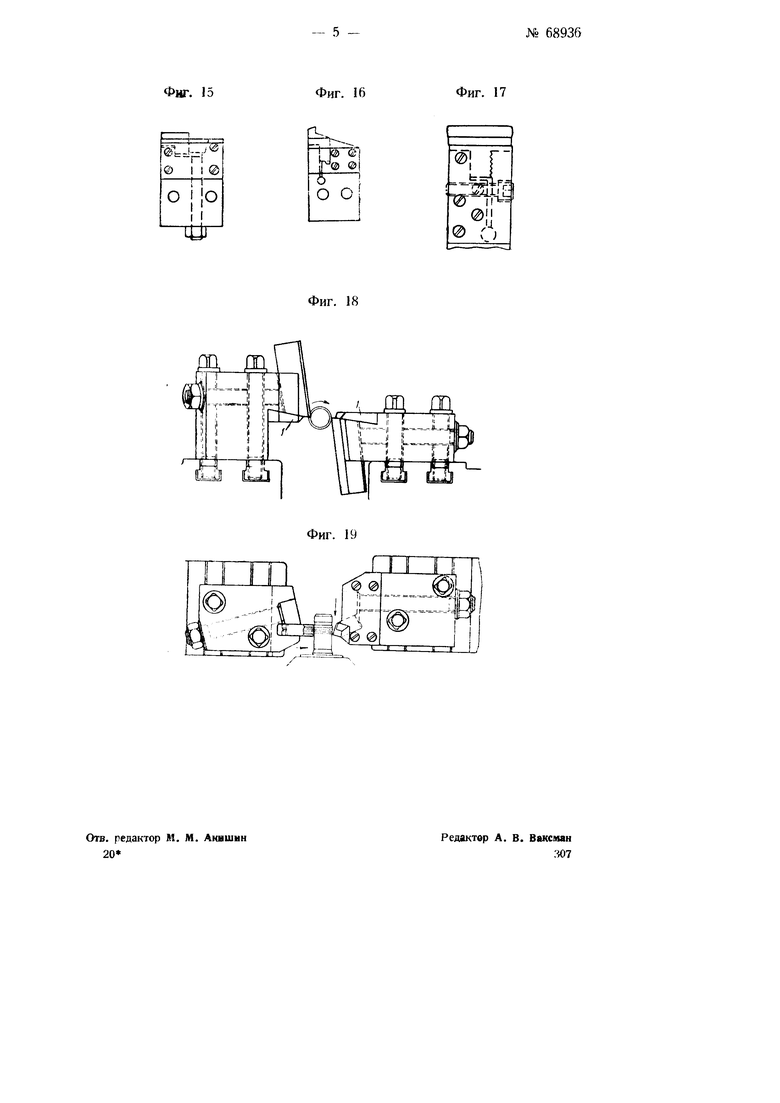
На фиг. 1 изображен инструментальный блок для расточных работ; на фиг 2-8 -типы призматических резцов для всех случаев наружной обточки, носредством предлагаемых блоков; на фиг. 9-17 - вид сверху резцедержавок для этих резцов и на фиг. 18 и 19 - вид сбоку и сверху инструментального блока с нодобными резцедержавками для обточки изделия одновременно с двух сторон.
Безналадочные взаимозаменяемые дырообрабатывающие инструменты, такие, как например, сверло, характеризуются цилиндрическим хвостом с установочным кольцом на резьбе или без нее. Кольцо устанавливается после каждой переточки инструмента на постоянную величину вылета, сохраняя ее независимо от длины инструмента. Цилиндрический хвост инструмента и посадочное для него отверстие выполняется в допусках по диаметру.
Безналадочные взаимозаменяемые расточные онравки (фиг. 1) характеризуются быстросменным (например, клеммовым) кренление.м, иозволяющим нроизводить быструю замену оправок вместе с резцами, установленными в них с постоянным радиусом вылета, обеспеченным на индикаторном нриснособлении в центрах. При расточке ось оиравок располагается строго иараллельно образующей растачиваемого отверстия. Наладка под размер расточки производится только при первой установке путем сдвига державки. В дальнейшем все оправки будут иметь один общий вылет, колебания которого имеют одну и ту же зависимость от допуска обрабатываемого отверстия изделия.
30 (
Благодаря параллельности оси оправки с образующей растачиваемого отверсти)}, обычный стержневой резец, установленный в оправке, может быть заточен без особой точности обычным способом вне оправки. В самом деле, горизонтальный сдвиг вершины режущей кромки вдоль образующей не может изменить диаметра этого отверстия. Некоторое же уменьшение вылета резца, которое получается по мере переточек его, будет откорректировано тем, что необходимый радиус резца в онравке (R const) устанавливается в центрах нростого индикаторного устройства, для чего онравка в центрах устройства поворачивается, и вершина режущей кромки через язычок действует на ножку индикатора, по показаниям которого резец выдвигается или вдвигается. После этого резец крепится окончательно в оправке и поступает в собранном виде с оправкой в инструментальную кладовую, откуда выдается для дальнейшего использования в работе без наладки.
У резцов блоков дли наружной обточки вершина режущей кромки должна отстоять от оси обрабатываемого изделия на определенном расстоянии, равном радиусу этого изделия, и с величиной колебания от номинала, равной половине допуска изделия (практически несколько меньше). Изменение величины этой поперечно-осевой горизонтальной координаты изменяет диаметр обрабатываемого изделия на величину в два раза большую, вследствие чего эта поперечно-осевая координата является основной для безналадо :ной работы.
Для соблюдения ее постоянства сменяемый элемент технологической размерной цепи - резец - должен иметь постоянную высоту (от опорной базы до режущей кромки) с донуском, зависящим от допуска обрабатываемого изделия.
Для многих токарных работ незначительное смещение вершины режущей кромки вправо или влево иараллельио оси изделия не нарушит безналадочной работы при выдержанных двух координатах - высотной .ч понерсчыо-осевой. Но при других работах, требующих точного положения кротки резца (например, фасонные нопсречные работы, фаскк или обточка с подрезом бурта) требуется третья координата - продольно-осеваж В этом случае ось профиля резца связывается допуском с боковой опорной базой резца, что даст третью коорд:;:р,ту, продольно-осевую.
Таковы принципы безналадочной работы с взаимозаменяемыми резцами призматического типа.
Крепежные и опорные поверхности резцов (фиг. 2-17) и соответствхющие им поверхности гнезд в державках описаны ломаной линией, отрезки, которой расположены под пр, углом друг К другу. На ;Ьиг. 2 и 3 изображены резцы для фодольной обточки соответственно габаритов, не ограничивающих крепление резца и ограничивающих с одной стороны; на фиг. 6, 7 - резцы для поперечной обточки при габаритах, не ограничивающих крепление, iia фиг. 4 и 5то же при одностороннеограничивающих и на фиг. 8 - при двусторонне - ограничивающих. На (Ьиг. 9-17 изображены державки для :iTHX резцов, причел те из них, которые имеют клиноболтовой зажим (фиг. 9, 10, 11, 15), служат для средних и т 1желых работ, а с разрезным зажимом (фиг. 12, 14, 16, 17)- для легких работ. В блоке по фиг. 18 и 19 на державках укреплены упоры / для установки режущей грани резца, сошлифовываемой при заточке. Эти упоры одновременно служат стружкозавивателями.
-::j
Тред мет изобретения
1.Инструментальный блок для металлорежущих станков, о т л и ч аю щ и и с я тем, что с целью устранения необходимости производить наладку положения инструментов после каждой переточки или смены, опорные и крепежные поверхности для инструментов и соответствующие им поверхности самих инструментов выполнены в определенных допусках на размеры и форму с тем, чтобы отклонение положения режущей кромки инструмента, выдвинутого до соприкосновения его сошлифованной при заточке грани с укрепленным на державке упором, не превышало допуск на форму и размеры обрабатываемой инструментом поверхности изделия.
2.Форма выполнения блока по п. в применении к призматическим резцам, отличающаяся тем, что упор для сошлифовываемой при заточке грани резца выполнен в виде стружкозавивателя.
3.Форма выполнения блока по п. 1 в нрименепии к призматическим резцам, отличающаяся тем, что поперечное сечение гнезда для резца ограничено со стороны опорной и крепежной поверхностей последнего ломаной линией, отрезки которой последовательно по отношению одно к другому расположены под прямым углом соответственно такому же поперечному сечению резца.
Фиг. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной инструментальный блок для металлорежущих станков | 1950 |
|
SU93358A1 |
| СВОБОДНО ВРАЩАЮЩИЙСЯ ТОКАРНЫЙ РЕЗЕЦ | 1938 |
|
SU57478A1 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Резец | 1934 |
|
SU41305A1 |
| РЕЗЕЦ | 2007 |
|
RU2380198C2 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Резцовая головка | 1934 |
|
SU49718A1 |
| Способ окончательной заточки алмазных резцов с дугообразной режущей кромкой | 1987 |
|
SU1491666A1 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
20 Свсд в. 7.
305
Фиг. 5
Фиг. 6
L
Фиг. 7
Фиг. 8
Фиг. 9
Фиг. 10
Фиг. 11
Ij
о О
Фиг. 15
Фиг. 16
,0 II®
О С
О |0
Фиг. 18
Фиг. 17
Л
@
:Мг4
®
® Л
