1
Изобретение относится к области гидроабразивной обработки деталей.
Известны устройства для гндроабразивной зачистки деталей, установленных в приспособлении, размещенном в рабочей камере с гидроабразивной суспензией, стенки которой выполнены с возможностью синхронного возвратно-поступательного перемещения в направлении прокачивания рабочей среды.
Недостатком известного устройства является то, что не удается полностью зачистить заусеницы на внутренних и наружных поверхностях обрабатываемых деталей.
Целью изобретения является повышение качества обрабатываемых деталей путем сообщения приспособлению колебательных возвратно-поступательных движений по винтовой линии.
Указанная цель достигается тем, что приспособление упруго установлено и снабжено вибратором.
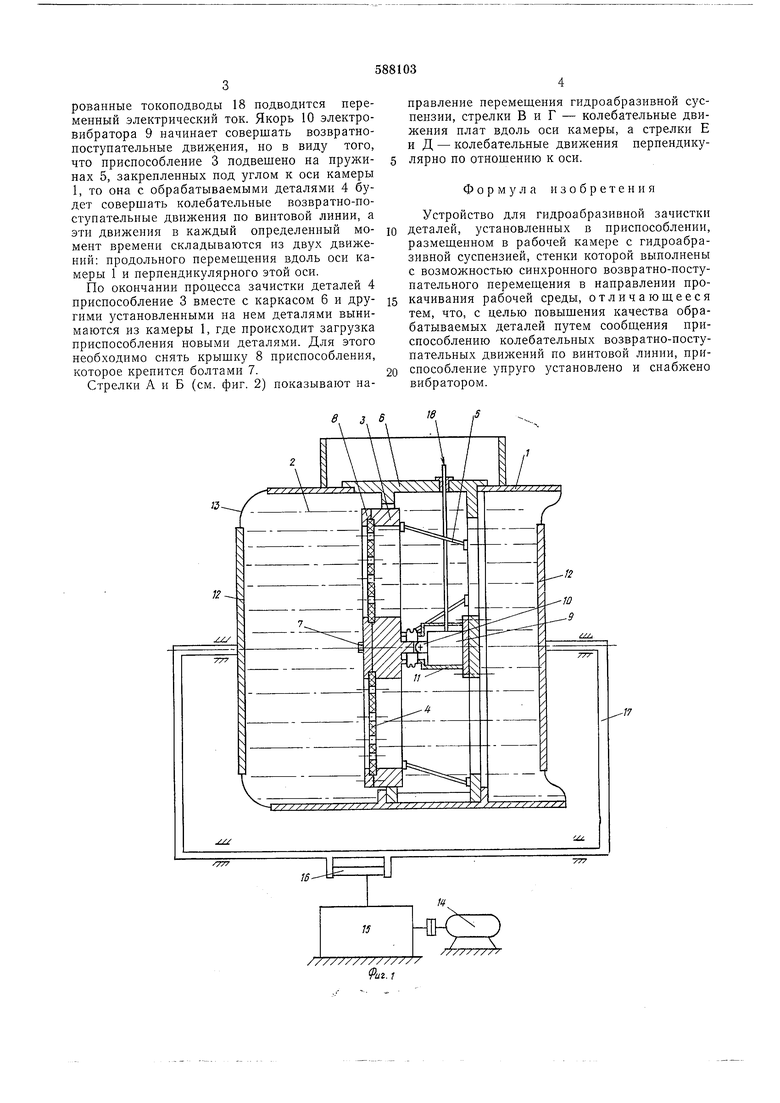
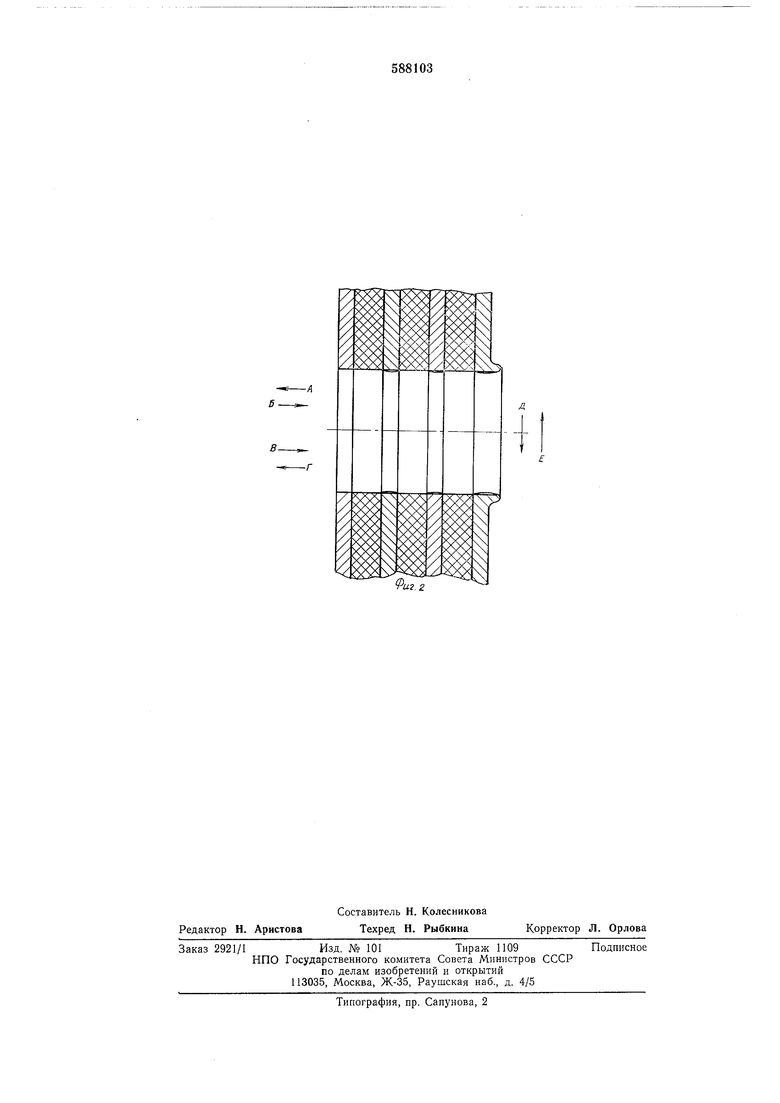
На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 - схема для зачистки отверстий в детали типа печатной платы.
Камера 1 заполнена гидроабразивной суспензией 2. В камеру помещается приспособление 3 с загруженными в нем обрабатываемыми деталями 4. Приспособление 3 установлено на пружинах 5 в каркасе 6, который одновременно является и крышкой камеры 1.
К приспособлению 3 болтами 7 крепится крышка 8.
Пружины 5 равномерно расположены по длине окружности под углом к оси камеры 1
и закреплены одним концом на приспособление 3, другим - на каркасе 6. Электровибратор 9, якорь 10 которого связан с приспособлением 3, служит для сообщения приспособлению колебательных возвратно-поступательных движений. Кожух 11 служит для изоляции электровибратора 9 от гидроабразивной суспензии.
Камера разделяется приспособлением на две части. Движение поршней 12 вызывает
перемещение гидроабразивной суспензии из одной половины камеры в другую через отверстия в обрабатываемых деталях 4. При этом происходит механическая зачистка отверстий абразивом, взвешенном в суспензии.
Поршни 12 с целью обеспечения герметичности соединены с камерой 1 посредством диафрагмы 13. Движение поршней 12 осуществляется от электрического двигателя 14 через редуктор 15 посредством эксцентрикового
механизма 16 воздействием на тяги 17. К электромагнитному вибратору 9 подведены изолированные токоподводы 18.
Во время прохождения гидроабразивной суспензии через отверстия в обрабатываемых
деталях 4 к электровибратору 9 через изолированные токоподводы 18 подводится переменный электрический ток. Якорь 10 электровибратора 9 начинает совершать возвратнопоступательные движения, но в внду того, что приспособление 3 подвешено на пружинах 5, закрепленных под углом к оси камеры 1, то она с обрабатываемыми деталями 4 будет совершать колебательные возвратно-ноступательные движения по винтовой линии, а эти движения в каждый определенный момент времени складываются из двух движений: продольного перемешения вдоль оси камеры 1 и перпендикулярного этой оси.
По окончании процесса зачистки деталей 4 приспособление 3 вместе с каркасом 6 и другими установленными на нем деталями вынимаются из камеры 1, где происходит загрузка приспособления новыми деталями. Для этого необходимо снять крышку 8 приспособления, которое крепится болтами 7.
Стрелки А и Б (см. фиг. 2) показывают нав
IS
правление перемещения гидроабразнвной суспензии, стрелки В и Г - колебательные движения нлат вдоль оси камеры, а стрелки Е и Д - колебательные движения перпендикулярно по отношению к осн.
Формула изобретения
Устройство для гидроабразивной зачистки деталей, установленных в приспособлении, размещенном в рабочей камере с гидроабразивной суспензией, стенки которой выполнены с возможностью синхронного возвратно-ноступательного перемещения в направлении прокачивания рабочей среды, отличающееся тем, что, с целью повышения качества обрабатываемых деталей путем сообщения приспособлению колебательных возвратно-поступательных движений по винтовой линии, приспособление упруго установлено и снабжено вибратором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидроабразивной зачистки деталей | 1976 |
|
SU676431A1 |
| Способ гидроабразивной обработкидЕТАлЕй | 1978 |
|
SU814694A1 |
| Устройство для гидроабразивной зачистки деталей | 1975 |
|
SU576206A1 |
| Устройство для электроэрозионного легирования токопроводящих поверхностей | 1985 |
|
SU1289639A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для вибрационной обработки длинномерных заготовок | 1985 |
|
SU1329953A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1993 |
|
RU2069618C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2025259C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| УСТРОЙСТВО для ГИДРОАБРАЗИВНОЙ ЗАЧИСТКИ | 1965 |
|
SU173635A1 |
гаг, г
