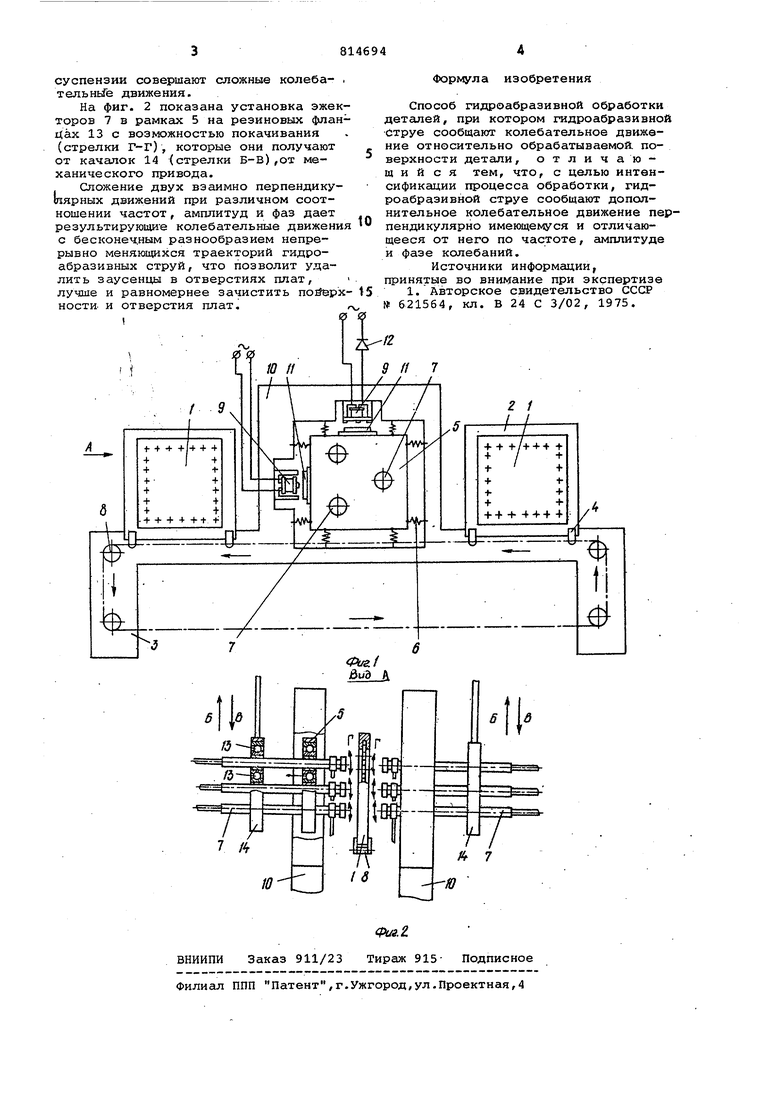
Изобретение относится к гидро абразивной обработкедеталей. Известен способ гидроабразивной обработки деталей, при котором гидро абразивной струе сообщают колебатель ное движение относительно обрабатываемой поверхности детали l. Недостаток известного способа обработки заключается в том, что он не позволяет осуществить равномернуТо обработку поверхности детали. Цель изобретения - интенсификация процесса обработки. Указанная цель,достигается тем, что гидроабразивной струесообщают дополнительное колебательное движение, перпендикулярно имеющемуся и отличающееся от него по частоте, амплитуде и фазе колебаний. На фиг. 1 изображена схема реали зации предлагаемого.способа; на фиг. 2 - вид А на фиг. 1. Обрабатываемые детали 1 (фиг. 1) помещаются в приспособление 2, кото рое вместе с деталями 1. устанавлива ся в цепной конвейер 3 с помощью пл ких пружин 4. Проходя между рс1мками 5, подвешенных напружинах б, с уст новленными в них эжекторами 7, детали 1 подвергаются обработке. Цепной конвейер получает движения от звездочки 8 от механического привода (на чертеже не показан). При этом электромагниты 9, установленные на станине 10, через якори 11, закрепленные на рамках 5, сообщают рамкам вместе с установленными в них эжекторами 7, колебательные движения, в двух взаимо перпендикулярных направлениях, которые отличаются .друг от друга по частоте, с1мш1итуде и фазе. К электромагнитам подается переменный электрический ток, со сдвигом фаз, причем, к одному из них через диод 12, поэтому он будет пульсирующим, от чего этот электромагнит будет передавать колебания рамкам 5 в два раза меньше по частоте, чем первый. Изменяя магнитный поток в электромагнитах, например, за счет изменения напряжения электрического тока, можно менять амплитуды колебаний рамок 5. Таким образом,, в зависимости от , разности частот, амплитуд и фаз колебаний, рамки 5, совместно с эжекторами 7 и потоком гидроабразивной суспензии совершают сложные колебательньГе движения. На фиг. 2 показана установка эжек торов 7 в рамках 5 на резиновых флан цах 13 с возможностью покачивания (стрелки Г-Г), которые они получают от качалок 14 (стрелки Б-в),от механического привода. Сложение двух взаимно перпендикуиярных движений при различном соотношении частот, амплитуд и фаз дает результирующие колебательные движени с бесконечным разнообразием непрерывно меняющихся траекторий гидроабразивных струй, что позволит удалить заусенцы в отверстиях плат, лучше и равномернее зачистить пойврх Формула изобретения Способ гидроабразивной обработки деталей, при котором гидроабразивной струе сообщают колебательное движение относительно обрабатываемой, поверхности детали, отличающийся тем, что, с целью интенсификации процесса обработки, гидроабразивной струе сообщают дополнительное колебательное движение перпендикулярно имеющемуся и отличающееся от него по частоте, амплитуде и фазе колебаний. Источники информации, принятые во внимание при зкспертизе 1. Авторское свидетельство СССР
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидроабразивной обработки с осцилляцией струи | 2017 |
|
RU2688007C1 |
| Способ струйной гидроабразивной обработки деталей | 1985 |
|
SU1294587A1 |
| Способ гидроабразивной обработки деталей | 1983 |
|
SU1122494A1 |
| Устройство для доводки плоских поверхностей деталей | 1987 |
|
SU1458187A2 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Способ абразивной доводки | 1986 |
|
SU1442379A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1993 |
|
RU2069618C1 |
| ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА | 2000 |
|
RU2264894C2 |
| Способ шпиндельной вибрационной обработки | 1981 |
|
SU1076263A1 |
| Отделочная установка для абразивной обработки деталей | 1976 |
|
SU656815A1 |
