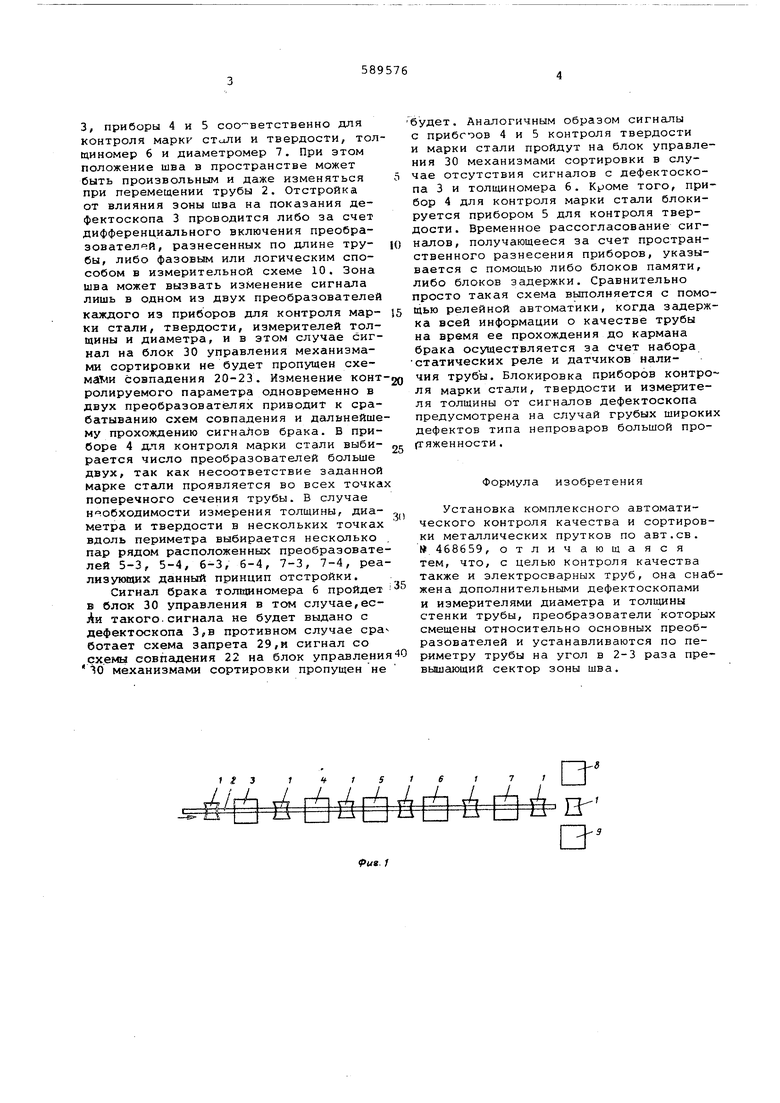
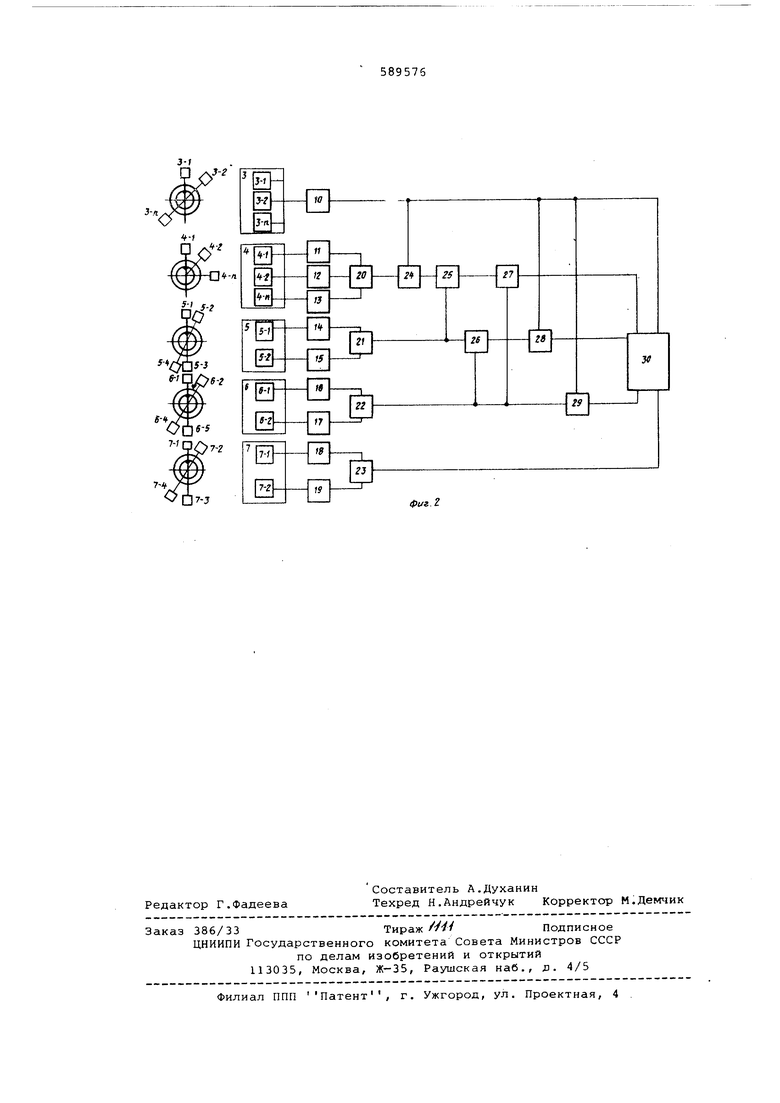
(54) УСТАНОВКА КОМПЛЕКСНОГО АВТОМАТИЧЕСКОГО. КОНТРОЛЯ КАЧЕСТВА И СОРТИРОВКИ МЕТАЛЛИЧЕСКИХ ПРУТКОВ 3, приборы 4 и 5 соо ветственно для контроля марки стчли и твердости, тол щиномер 6 и диаметромер 7. При этом положение шва в пространстве может быть произвольным и даже изменяться при перемещении трубы 2. Отстройка от влияния зоны шва на показания дефектоскопа 3 проводится либо за счет дифференциального включения преобразователей, разнесенных по длине трубы, либо фазовым или логическим способом в измерительной схеме 10. Зона шва может вызвать изменение сигнала лишь в одном из двух преобразователей каждого из приборов для контроля марки стали, твердости, измерителей толщины и диаметра, и в этом случае сигнал на блок 30 управления механизмами сортировки не будет пропущен схемами совпадения 20-23. Изменение конт ролируемого параметра одновременно в двух преобразователях приводит к срабатыванию схем совпадения и дальнейше му прохождению сигналов брака. В приборе 4 для контроля марки стали выбирается число преобразователей больше двух, так как несоответствие заданной марке стали проявляется во всех точка поперечного сечения трубы. В случае н«чобходимости измерения толщины, диаметра и твердости в нескольких точках вдоль периметра выбирается несколько пар рядом расположенных преобразовате лей 5-3, 5-4, 6-3, 6-4, 7-3, 7-4, реа лизующих данный принцип отстройки. Сигнал брака толщиномера 6 пройдет в блок 30 управления в том случае,есЛи такого.сигнала не будет выдано с дефектоскопа 3,в противном случае сра ботает схема запрета 29,и сигнал со схемы совпсшения 22 на блок управлени iO механизмами сортировки пропущен не будет. Аналогичным образом сигналы с прибгоов 4 и 5 контроля твердости и марки стали пройдут на блок управления 30 механизмами сортировки в случае отсутствия сигналов с дефектоскопа 3 и толщиномера 6. Кроме того, прибор 4 для контроля марки стали блокируется прибором 5 для контроля твердости. Временное рассогласование сигналов, получающееся за счет пространственного разнесения приборов, указывается с помощью либо блоков памяти, либо блоков задержки. Сравнительно просто такая схема выполняется с помощью релейной автоматики, когда задержка всей информации о качестве трубы на время ее прохождения до кармана брака осуществляется за счет набора статических реле и датчиков наличия трубы. Блокировка приборов контроля марки стали, твердости и измергителя толщины от сигналов дефектоскопа предусмотрена на случай грубых широких дефектов типа непроваров большой протяженности . Формула изобретения Установка комплексного автоматического контроля качества и сортировки металлических прутков по авт.св. № 468659, отличающаяся тем, что, с целью контроля качества также и электросварных труб, она снабжена дополнительными дефектоскопами и измерителями диаметра и толщины стенки трубы, преобразователи которых смещены относительно основных преобразователей и устанавливаются по периметру трубы на угол в 2-3 раза превьшающий сектор зоны шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая контрольно-сортировочная линия производства проката | 1978 |
|
SU748236A2 |
| Многоканальный анализатор сигналов к сортировочным дефектоскопам | 1974 |
|
SU515536A1 |
| Установка комплексного автоматического контроля качества и сортировки | 1973 |
|
SU468659A1 |
| Автоматическая контрольно-сортировочная линия производства проката | 1975 |
|
SU547240A1 |
| Электромагнитное устройство для определения марки стали | 1972 |
|
SU563610A1 |
| ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ДЛИННОМЕРНЫХ ПРОВОДЯЩИХ ИЗДЕЛИЙ | 2009 |
|
RU2397486C1 |
| ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП ПОТОЧНОГО КОНТРОЛЯ ТРУБ И ПРОКАТА | 2003 |
|
RU2231782C1 |
| ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ФЕРРОМАГНИТНЫХ ТРУБ | 2007 |
|
RU2370762C2 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УДЕЛЬНЫХ ПОТЕРЬ В АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1990 |
|
RU2029313C1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2001 |
|
RU2209426C2 |
I 3
