(54) АВТОМАТИЧЕСКАЯ КОНТРОЛЬНО-СОРТИРОВОЧНАЯ ЛИНИЯ ПРОИЗВОДСТВА ПРОКАТА Изобретение относится к области неразрушающего контроля, а именно к.автоматическим контрольно-сортировочным линиям производства проката, и может быть использовано, например, для проверки качества труб в металлургической и других отраслях промышленности. Известна автоматическая контрольно-сортировочная линия производства проката, например, труб, содержащая установленные по технологическому процессу и связанные между собой преобразователями технологических циклов в электрические сигналу два транспортных рольганга, прибо эы неразрушающего контроля структуры (структуроскоп), сплошности (дефекто скопы) и размеров проката (толщиномер и диаметромер), источник постоянного тока для намагничивания труб исполнительно-сортирующее устройство и пульт управления линией. Недостаток ее заключаетЬя в том, что она не обеспечив 1ет полной дрсто верности контроля и сортировки труб с учетом комплексного анализа информации о всех проконтролированных параметрах. Это обусловлено тем, что при контроле ряда паргшетров (толщи стенки, сплошности металла) и(е учитываются в полной мере факторы, влияющие на режимы контроля прк&оров, К числу этих изменяквдихся Факторов относятся: колебание магнитных свойств в пределах одной марки стали (от плавки к плавке) и тем более при поступлении в зону контроля труб из незапланированной марки стали, отклонение геометрических размеров (диаметра и толщины стенки) от номинальных значений. Влияние перечисленных факторов обусловлено тем, что границы разбраковки при настройке приборов выбираются применительно к характерному для кадодой марки стгши химическому составу, номинальным значениям циаметра и толщины стенки. При контроле в потоке имеется колебание химического состава в пределах одной марки стали труб, прокатанных из металла различных плавок, и тем более у труб, прокатанных из металла разных марок сталей, что приводит к изменению магнитных характеристик - контролируемых изделий относительно магнитных характеристик настроечного образца. Отклонения по диаметру и толщине стенки приводят к изменению
площсщи поперечного сечения трубы, что влечет за собой изменейие режима намагничивания, в результате изменений магнитных характеристик материала труб и отклонения от номинальной площади поперечного с€ чбния труб происходит нарушение ре кимов контроля. В связи с этим может иметь место недобраковка или перебраковка изделий
Кроме того, забракованные трубы сортируются по одному, опредёлшощему дефекту, без учета других видов дефектов, присущих забракованным трубам
Поэтому для принятия решения о возможности использования забракойанных труб требуется дополнительная сортировка по каждому виду брака.
Целью изобретения является повышение Надежности и качества контроля труб с различным химическим составом и отклонениями от номинальных значений диаметра и толщины стенки трубы.
Поставленная цель достигается тем что автоматическая контрольно-сортировочная, линия производства проката снабжена блоком управления режимом работы источника для намагничивания труб и блоком автоматической коррекции границ разбраковки толщиномера и дефектоскопа, к входу которого подключена сигнальная цепь от пульта управления, а выходы подключены к входам толщиномера, дефектоскопа и входу блоки управления режимом работ источника намагничивания, выход которого подключен к входу источника постоянного тока.
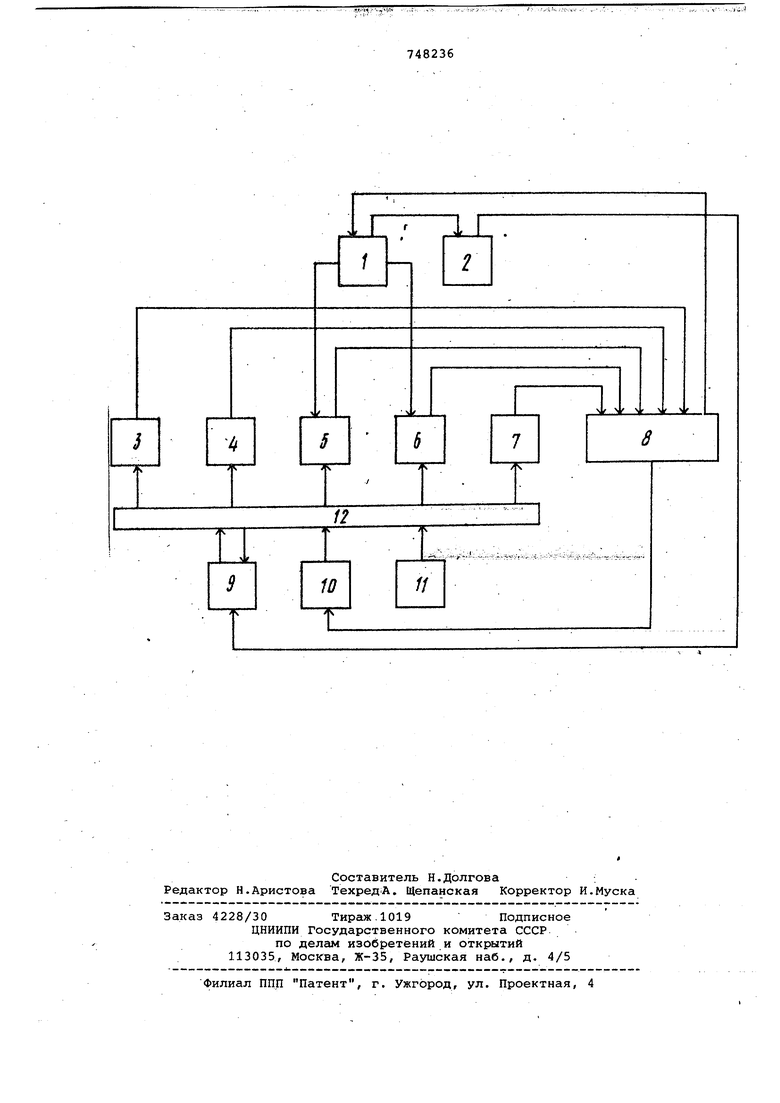
На чертеже изображена структурная схема автоматической контрольно-сортировочной линии производства проката..
Она содержит блок 1 автоматической коррекции границ разбраковки толщиномера и дефектоскопа, блок 2 Управления режимом работы источника тока для намагничивания труб, прибор 3 для контроля Магнитных свойств материала труб, диаметромер 4, толщиномер 5, дефектоскоп 6 для контроля нарушений сплошности наружной поверхности трубы, дефектоскоп 7 для контроля качества внутренней поверхности трубы, пульт 8 управления, источник 9 постоянного тока, установку 10 для маркировки труб и отметки дефектных (Лест, систему 11. сопровождения и сортировки труб. Приборы контроля остановлены у поверхностей контролируемой трубы 12.
Приборы.контроля 3-7 выходами соединены с пультом 8 управления, два выхода которого сигнальными цепями соединены с блоком 1 автоматической коррекции г-раниц разбраковки и установкой 10 для маркировки труб. .Блок 1 автоматической коррекции границ разбраковки своими выходами средине г; с входом толщиномера 5 и де748236
фектоскопа б, и блоком 2 управления режимом работы источника тока для намагничивания труб, выход которого в свою очередь был соединен сигнальной цепью с источником 9 постоянного тока.
В процессе работы автоматической контрольно-сортировочной линии информация от приборов 3-7 поступает в пульт 8 управления и затем .передается в блок 1 автоматической коррекции для формирования управляющих сигналов. В случае поступления в зону контроля труюы 12, имеющей отклонения по магнитным свойствам материала, влияющим на результаты контроля последующими приборами, блок 1 автоматической коррекции формирует сигналы коррекции границы разбраковки в толщиномере 5, дефектоскопе б и режима намагничивания по цепи возбуждения источника 9 тока через блок 2 управления. В том случае, когда кроме отклонений по магнитным свойствам металла, труба 12 имеет отклонение по толщине стенки, блок 1 автоматической коррекции формирует сигналы с учетом обоих факторов для соответствующего изменения границ разбраковки в дефектоск пе б и изменения величины намагничивающего тока, поступающего от источника 9 тока.При этом учитываются также отклонения по наружному диаметру от номинального значения и обеспечивается изменение величины намагничивощегося тока пропорционально изменен |1лощади поперечного сечения трубы.
С целью обеспечения качественной сортировки труб по группам годности толщиномер 5 и дефектоскоп 6 работают одновременно в режимах первоначальной и скорректированной настройки.
Сортировка труб по результатам комплексного анализа информации позволит сократить процент перебраковк и недобраковки труб.
Формула изобретения
Автоматическая контрольно-сортировочная линия производства проката по авт.св. №547240, отличающ а я с.я тем, что, с целью повышения Надежности и качества контроля труб с различным химическим составом и отклонениями от номинальных значений диаметра и толщины стенки трубы; линия снабжена блоком управления режимом работы источника намаг-ничиванйя труб и блоком автоматической коррекции границ разбраковки тол щиномера и дефектоскопа, к входу которого подключена сигнальная цепь от пульта управления, а выходы подключены к входам .толщиномера и дефектоскопа и входу блока управления режимом работы источника намагничивания, выход которого подключен- к входу источника постоянного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая контрольно-сортировочная линия производства проката | 1975 |
|
SU547240A1 |
| Установка комплексного автоматического контроля качества и сортировки металлических прутков | 1975 |
|
SU589576A2 |
| Имитатор дефектов | 1980 |
|
SU911309A1 |
| Автоматизированная сортировочная установка для разбраковки сварочных электродов | 1990 |
|
SU1780865A1 |
| Устройство для сортировки листов по толщине в потоке | 1982 |
|
SU1041184A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| НАРУЖНЫЙ СКАНИРУЮЩИЙ ДЕФЕКТОСКОП | 2013 |
|
RU2539777C1 |
| Устройство для контроля ферромагнитных бурильных труб с замками | 1987 |
|
SU1420515A1 |
| СПОСОБ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ И УСТРОЙСТВО, ЕГО РЕАЛИЗУЮЩЕЕ | 2022 |
|
RU2806246C1 |
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
12
t s : :i
