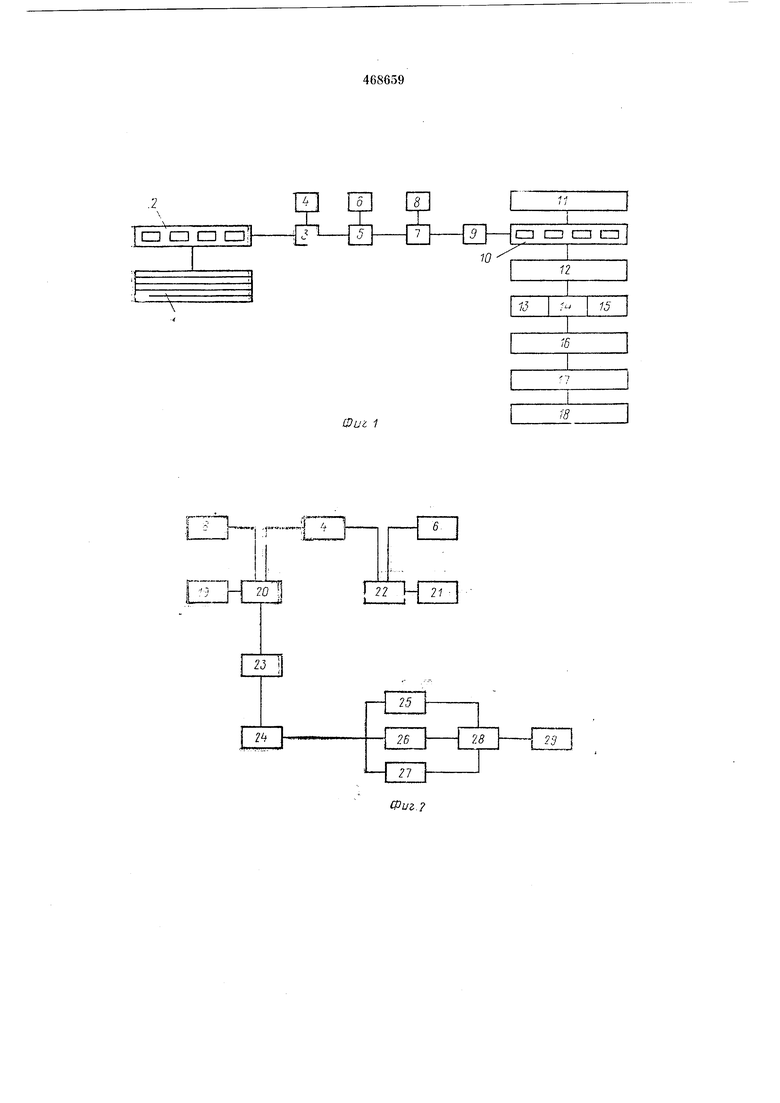
ления 19 дефектами поверхности, схему «ИЛИ 20, блок управления 21, схему запрета «НЕ-И 22, блок управления схемы запрета «НЕ 23, блок 24 управления механизмом перекладкп прутка в нризмы стаппнн контроля, трн пневмоэ.:1е1строконтактные станции контроля диаметра 25, 26, 27, схему «ИЛИ 28, блок 29 управ :1ения сортирующим устройством но диаметру. Механизм перекладки (см. фиг. 3) вк.лючает вильчатые рычаги 30 и 31, соединительные кулисы 32 и 33, рычаги кривошипов 34 и 35, шесте)пи перекладки 36 п 37, приводную шестерпю 38. Установка работает следующим образом. В случае появления дефектов, либо нарущеиия сп.юшности, либо тина обезуглероживания сигнал брака через схему «ИЛИ 20 постунает в блок управления 19, а через схему «НЕ 23 запрещает прохожде1П1е управляющего сигнала на блок 24. Пруток с но.вдощью блока 19 сбрасывается в бунке) брака по дефектам поверхности 11. Если сигпалов брака от дефектоскопов 4 или 8 не поступает, то срабатывает блок 24, и пруток подается па измерительные станции контроля диаметра 25, 26, 27. В случае выхода размера диаметра прутка из ноля допуска хотя бы в одном из трех измеряемых участков сигнал брака через схему «ИЛИ 28 запускает блок 29, который управляет устройством сортировки прутков но диаметру. Снгналы брака дефектоскопа контроля марки стали б запускают блок управления 21 лишь в том с..учае, если пруток при этом не бракуется дефектоскопо.м 4. В случае появления больших трещин, вызывающих сигналы брака одновремеппо в дефектоскопах 4 и 6, с помоп ью схемы запрета 22 блок управления устройством сортировки металла по маркам стали выпущеп не будет. Пруток, прошедший дефектоскопы и призпанный годным по нараметрам наличия поверхпостпых. дефектов и соответствующий задапной марке сталп, впл15чатым рычагом 30 снимается с роликов 39 приемного рольганга и укладывается в призмы 40 пневмоэлектрокоптактных. станций контроля диаметра. Возвращаясь в исходное положение, а затем подхватывая очередной годный пруток с роликов 39, рычаг 30 переносит его к призмам 40. Проконтролированный предыдущий пруток рычагами 31 ггереносится на съемник 41 механизма сортировкй, а очередной пруток рычагами ЗОсразу же укладывается в освободившиеся призмы 40. Таким образом; на съем проконтролируемого прутка и укладку на контроль очередного затрачивается минимальное время цикла, что позволяет увеличить время, затрачиваемое непосредственно на контроль. В предлагаемой установке используются токовихревые дефектоскопы с катушками подмагничивания, применяемыми для стабилизации по длине магнитных свойств прутка. При этом поле подмагничивания в дефектоскопе контроля марки стали выбирается меньшей величины, че.м поле дефектоскопа нарушений сплошности. Последнее близко к нолю насыщения. В случае включения полей подмагничивания обоих дефектоскопов в разные стороны, остаточное ноле нрутка значительно уменьшается. Условия для размагничивания нрутка демагнитизаторо.м значительно улучшаются, благодаря чему конструкция демагнитизатора может быть выбрана значительно проще. Пред м е т и з о б р е т е п и я комп; експого автоматического коптроля качества и сортировки металлических прутков, содержащая загрузочное и транспортирующее исполнительно-сортирующее устройства, управляющий ими командоаппарат, токовнхревые дефектоскопы с подмагничива)ием для контроля сплошности, обезуглероживания и марки стали и пневмоэлектроизмеритель диаметра прутка, отличающаяся тем, что, с целью повышения производительности и достоверпости контро.тя, она снабжена логическимиячейками, из которых ячейка «НЕ-И подключена выходом к командоаппарату и связапа входами с выходами дефектоскопов для коптро.ля марки стали и сплошности; одна яче)1ка «ИЛИ включена входами меЖ:ду вы.ходами дефектоскопов для коптроля Обезутлероживапия и сплошности, а выходами связана с комапдоаппаратом, другая ячейка «ИЛИ соедипепа входами с ппевмоэлектроизмерителем диаметра прутка, а выходами - с командоаппаратом, а исполнительно-сортирующее устройство выполнено в виде сдвоенного кривошщпш-кулисного параЛиТелограммного механизма с электромеханическим приводом.
a cz а CD;
си CZD CZI (ZH
12
15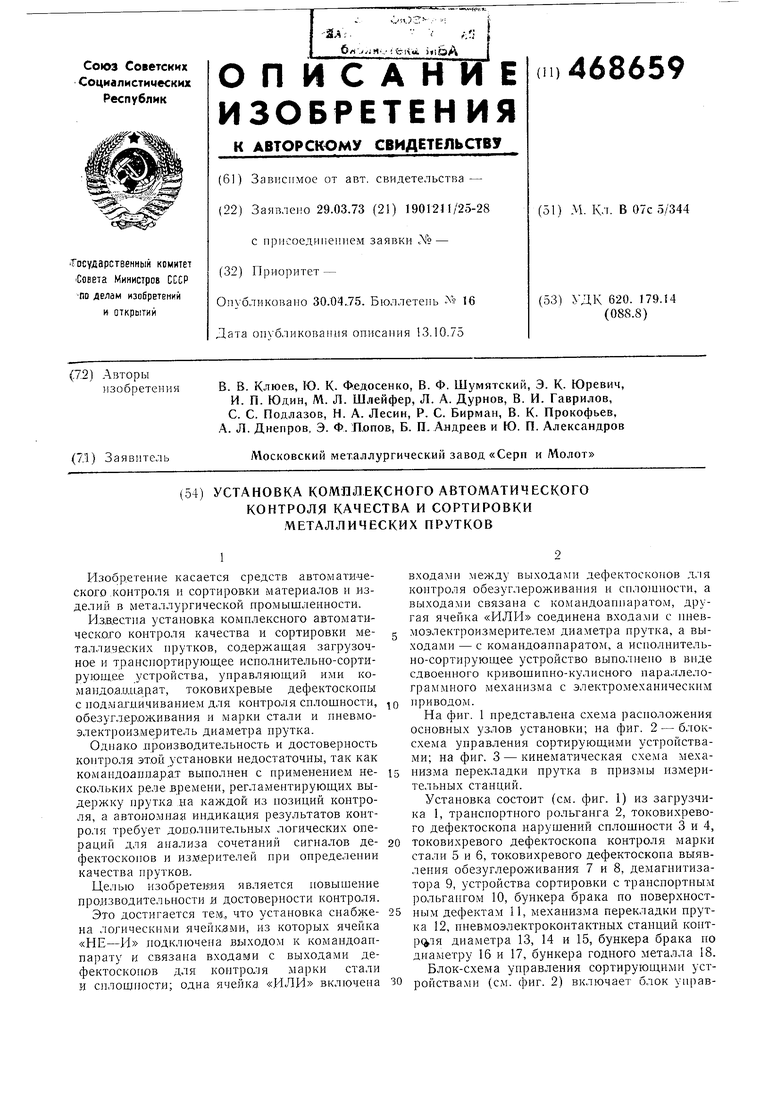

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка комплексного автоматического контроля качества и сортировки металлических прутков | 1975 |
|
SU589576A2 |
| Автоматическая контрольно-сортировочная линия производства проката | 1975 |
|
SU547240A1 |
| Автоматическая контрольно-сортировочная линия производства проката | 1978 |
|
SU748236A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2011 |
|
RU2478015C1 |
| Поточная линия отделки проката | 1981 |
|
SU1007927A1 |
| ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ФЕРРОМАГНИТНЫХ ТРУБ | 2007 |
|
RU2370762C2 |
| Устройство для контроля качества поверхности проката | 1972 |
|
SU560173A1 |
| Способ центробежного литья биметаллических прутков | 1981 |
|
SU959909A1 |
| Устройство автоматического управления скоростью транспортировки проката | 1973 |
|
SU498053A1 |
| ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ДЛИННОМЕРНЫХ ПРОВОДЯЩИХ ИЗДЕЛИЙ | 2009 |
|
RU2397486C1 |

3
36
д8
1
