1
Изобретение относится к волочильному производству.
Известна волока для волочения тонкостенных многогранных профилей, включающая обжимную и калибрующую зоны, поперечные сечения которых выполнены в виде многоугольников, причем сечение калибрующей зоны постоянно по длине и имеет форму готового профиля 1.
Однако волочение через такую волоку приводит к утяжке граней и потере устойчивости граней профиля под действием сжимающих усилий. Чтобы избежать этого, снижают обжатие по периметру, но при этом не получают заполнения углов профиля.
Целью изобретения является уменьшение утяжки граней профиля и исключение потери их устойчивости.
Это достигается тем, что многоугольники в поперечных сечениях калибрующей зоны волоки выполнены с выпуклыми сторонами, стрела прогиба которых плавно уменьшается по ходу волочения вплоть до сечения, имеющего форму многоугольника с прямолинейными сторонами.
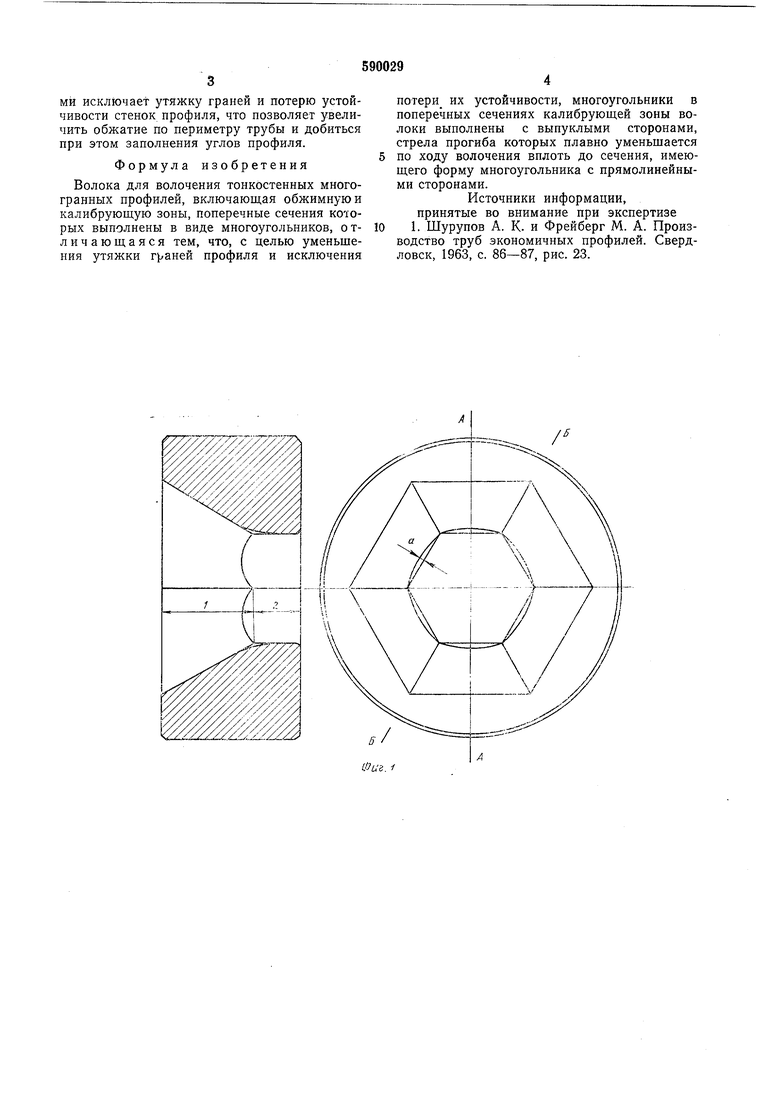
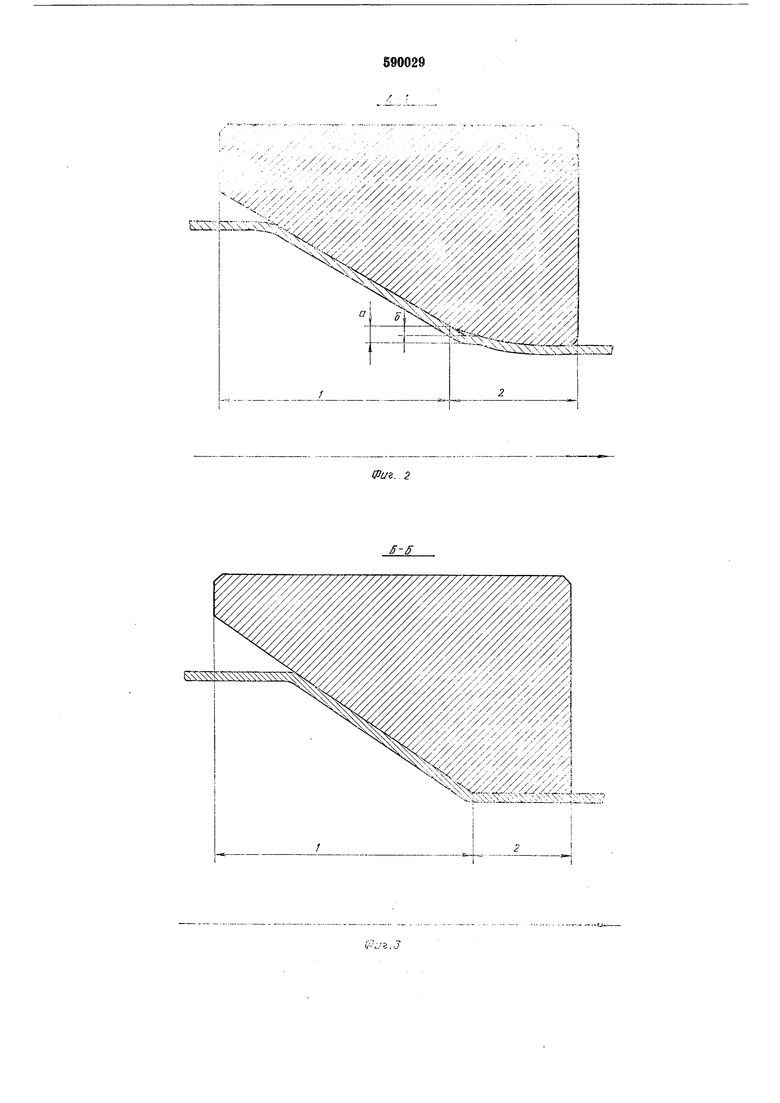
На фиг. 1 изображена предлагаемая волока; на фиг. 2 - сечение но А-А на фиг. 1; ла фиг. 3 - сечение по Б-Б на фиг. 1.
Волока включает обжимную 1 и калибрующую 2 зоны.
Сечение обжимной зоны выполнено в форме многоугольника с прямолинейными сторонами, например правильного многоугольника. Сечение калибрующей зоны выполнено в виде многоугольника с выпуклыми сторонами, стрела прогиба которых имеет максимальное значение а при входе в зону, причем эта величина прогиба больще утяжки граней изготавливаемого профиля, стрела прогиба плавно уменьщается по ходу волочения вплоть до сечения, имеющего форму многоугольника с прямолинейными сторонами, в данном случае правильного многоугольника.
Волока работает следующим образом.
5 При волочении на входе металла в калибрующую зону (см. фиг. 2) образуется утяжка граней б меньшая, чем стрела прогиба а на этом участке волоки. Поэтому получившиеся выпуклыми грани профиля по мере продвижения по калибрующей 2 зоне волоки входят в соприкосновение с поверхностью волоки и затем обжимаются на величину а-б.
Далее профиль обжимается в следующих участках калибрующей зоны и выходит из во5- локи с прямыми гранями. По углам профиля (см. фиг. 3) утяжки не происходит. Деформация металла в этом сечении происходит обычным образом.
Выполнение сторон многиугольника на
0 входном участке калибрующей зоны выпуклымй иcключaet утяжку граней и потерю устойчивости стенок профиля, что позволяет увеличить обжатие по периметру трубы и добиться при этом заполнения углов профиля.
Формула изобретения
Волока для волочения тонкостенных многогранных профилей, включающая обжимную и калибрующую зоны, поперечные сечения которых выполнены в виде многоугольников, о тличающаяся тем, что, с целью уменьшения утяжки г)аней профиля и исключения
потери их устойчивости, многоугольники в поперечных сечениях калибрующей зоны волоки выполнены с выпуклыми сторонами, стрела прогиба которых плавно уменьшается
по ходу волочения вплоть до сечения, имеющего форму многоугольника с прямолинейными сторонами.
Источники информации, принятые во внимание при экспертизе
1. Шурупов А. К. и Фрейберг М. А. Производство труб экономичных профилей. Свердловск, 1963, с. 86-87, рис. 23.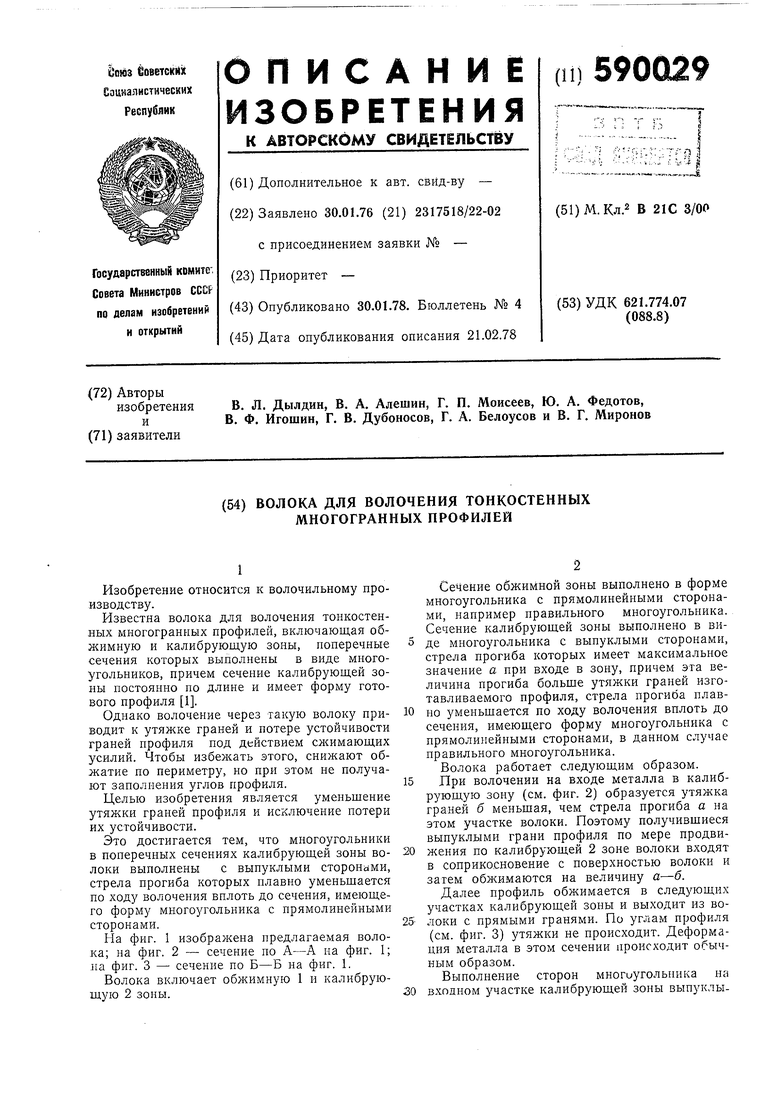
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ МНОГОГРАННЫХ ФАСОННЫХ ПРОФИЛЕЙ И СПОСОБ ОБРАБОТКИ КАНАЛА ВОЛОКИ | 2002 |
|
RU2236921C2 |
| Способ изготовления многогранных труб | 1987 |
|
SU1463367A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОГРАННЫХ ТРУБ (ВАРИАНТЫ) | 2009 |
|
RU2410179C1 |
| Волока | 1987 |
|
SU1454533A1 |
| ВОЛОКА ДЛЯ ДЕФОРМАЦИИ КРУГЛЫХ ПРОФИЛЕЙ | 1998 |
|
RU2142351C1 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054981C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| ВОЛОКА ДЛЯ ДЕФОРМАЦИИ КРУГЛЫХ ПРОФИЛЕЙ | 1998 |
|
RU2142350C1 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
/
