(54) УСТРОЙСТВО ДЛЯ КУЗНЕЧНОЙ РУБКИ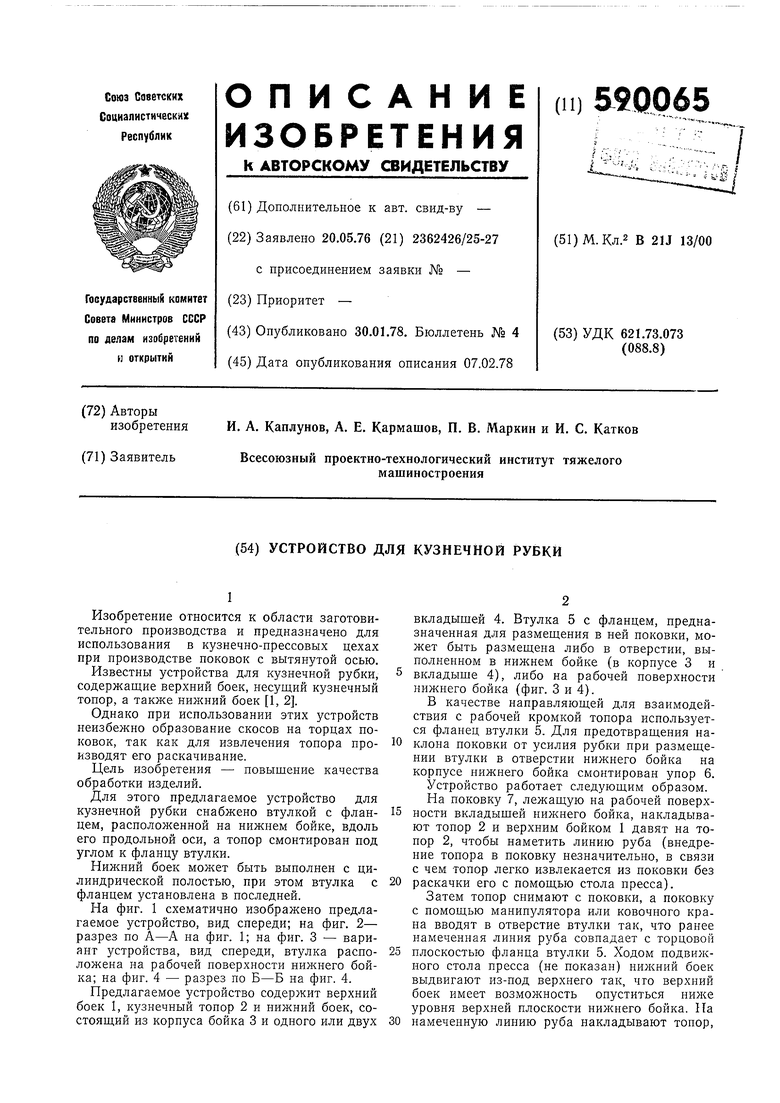
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кузнечной рубки | 1982 |
|
SU1006022A1 |
| Инструмент для горячей рубки поковок | 1989 |
|
SU1657265A1 |
| Устройство для кузнечной рубки | 1990 |
|
SU1729673A1 |
| Кузнечный боек | 1980 |
|
SU975169A1 |
| Устройство для кузнечной рубки | 1982 |
|
SU1050798A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| КАЧАЮЩИЙСЯ БОЕКJ.J, (": г С О ;О 3 Н •-< Я. l-^li^'-n --/сН'^-Г- ?;.-й! l:Ali.h = S'5^'--^^«'-' -•• '^-"-l | 1971 |
|
SU314592A1 |
| Устройство для ковки заготовок | 1988 |
|
SU1556804A1 |
| Способ горячей рубки поковок | 1988 |
|
SU1608007A1 |
| Способ клеймения и резки заготовок | 1977 |
|
SU1072947A1 |
1
Изобретение относится к области заготовительного производства и предназначено для использования в кузнечно-прессовых цехах при производстве поковок с вытянутой осью.
Известны устройства для кузнечной рубки, содержащие верхний боек, несущий кузнечный топор, а также нижний боек 1, 2.
Однако при использовании этих устройств неизбежно образование скосов на торцах поковок, так как для извлечения топора производят его раскачивание.
Цель изобретения - повышение качества обработки изделий.
Для этого предлагаемое устройство для кузнечной рубки снабжено втулкой с фланцем, расположенной на нижнем бойке, вдоль его продольной оси, а топор смонтирован под углом к фланцу втулки.
боек мож&т быть выполнен с цилиндрической полостью, при этом втулка с фланцем установлена в последней.
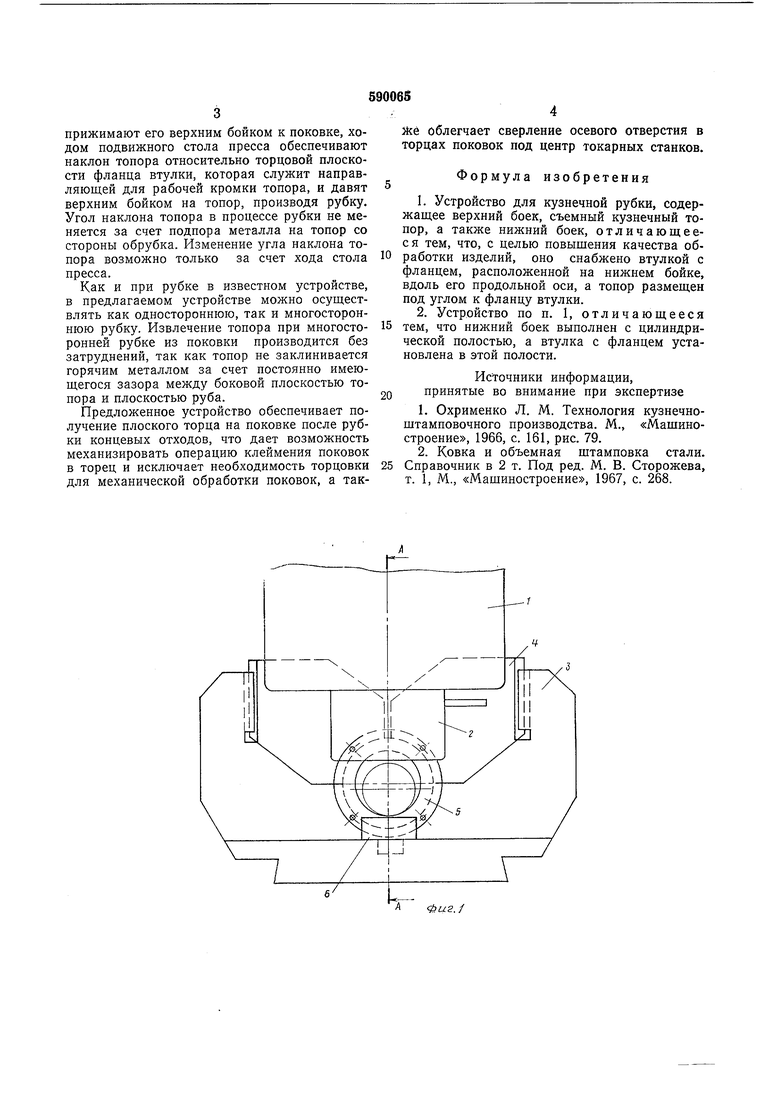
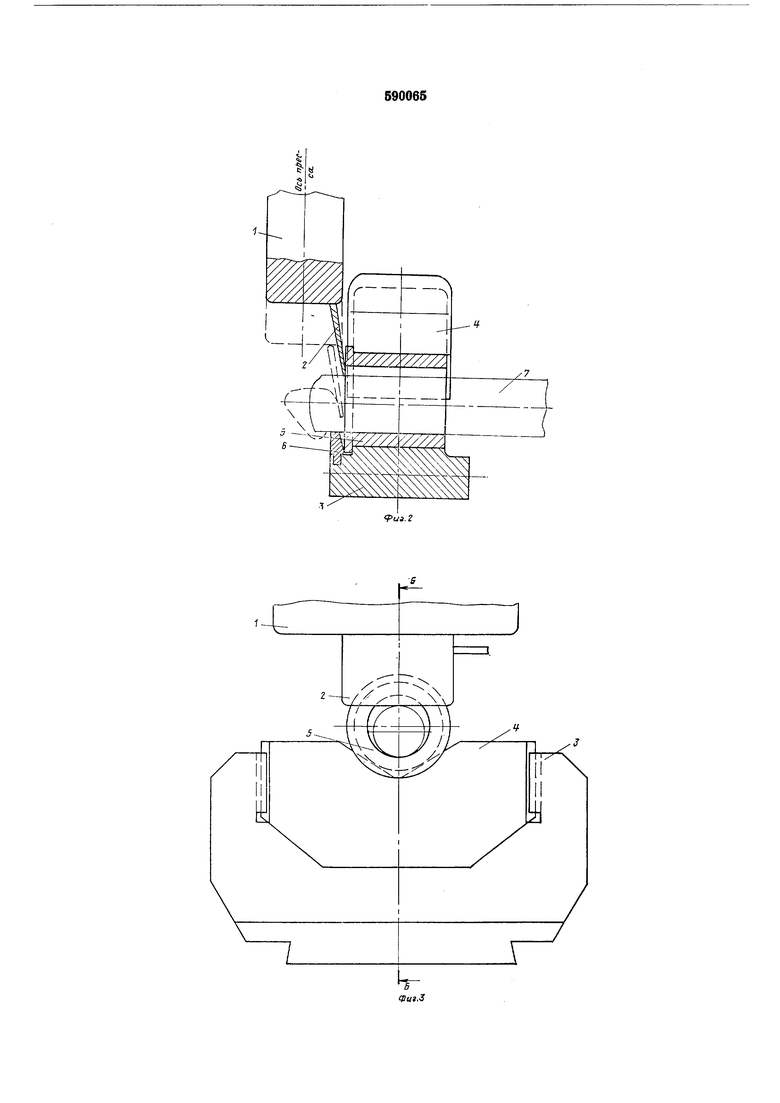
На фиг. 1 схематично изображено предлагаемое устройство, вид спереди; на фиг. 2- разрез по А-А на фиг. 1; на фиг. 3 - вариант устройства, вид спереди, втулка расположена на рабочей поверхности нижнего бойка; на фиг. 4 - разрез по Б-Б на фиг. 4.
Предлагаемое устройство содержит верхний боек 1, кузнечный топор 2 и нижний боек, состоящий из корпуса бойка 3 и одного или двух
вкладыщей 4. Втулка 5 с фланцем, предназначенная для размещения в ней поковки, может быть размещена либо в отверстии, выполненном в нижнем бойке (в корпусе 3 и
вкладыще 4), либо на рабочей поверхности нижнего бойка (фиг. 3 и 4).
В качестве направляющей для взаимодействия с рабочей кромкой топора используется фланец втулки 5. Для предотвращения наклона поковки от усилия рубки при размещении втулки в отверстии нижнего бойка на корпусе нижнего бойка смонтирован упор 6. Устройство работает следующим образом. На поковку 7, лежащую на рабочей поверхности вкладыщей нижнего бойка, накладывают топор 2 и верхним бойком 1 давят на топор 2, чтобы наметить линию руба (внедрение топора в поковку незначительно, в связи с чем топор легко извлекается из поковки без
раскачки его с помощью стола пресса).
Затем топор снимают с поковки, а поковку с помощью манипулятора или ковочного крана вводят в отверстие втулки так, что ранее намеченная линия руба совпадает с торцовой
плоскостью фланца втулки 5. Ходом подвижного стола пресса (не показан) нижний боек выдвигают из-под верхнего так, что верхний боек имеет возможность опуститься ниже уровня верхней плоскости нижнего бойка. На
намеченную линию руба накладывают топор.
прижимают его верхним бойком к поковке, ходом подвижного стола пресса обеспечивают наклон топора относительно торцовой плоскости фланца втулки, которая служит направляющей для рабочей кромки топора, и давят верхним бойком на топор, производя рубку. Угол наклона топора в процессе рубки не меняется за счет подпора металла на топор со стороны обрубка. Изменение угла наклона топора возможно только за счет хода стола пресса.
Как и при рубке в известном устройстве, в предлагаемом устройстве можно осуществлять как одностороннюю, так и многостороннюю рубку. Извлечение топора при многосторонней рубке из поковки производится без затруднений, так как топор не заклинивается горячим металлом за счет постоянно имеющегося зазора между боковой плоскостью топора и плоскостью руба.
Предложенное устройство обеспечивает получение плоского торца на поковке после рубки концевых отходов, что дает возможность механизировать операцию клеймения поковок в торец и исключает необходимость торцовки для механической обработки поковок, а также облегчает сверление осевого отверстия в торцах поковок под центр токарных станков.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
т. 1, М., «Мащиностроение, 1967, с. 268.
Фиг./
л5- S
