Изобретение относится к области обработки металлов давлением и может быть использовано при рубке крупных поковок круглого сечения диаметром свыше 800 мм на прессах с использованием ковочных манипуляторов.
Цель изобретения - повышение качества поковок , снижение трудоемкости и экономия металла за счет повышения точности руба.
На фиг.1 изображена схема рубки с внедренным топором в тело заготовки; на фиг.2 - конечньй момент рубки; на фиг.3-8 - последовательность вдав- ливанил топора в процессе рубки (на
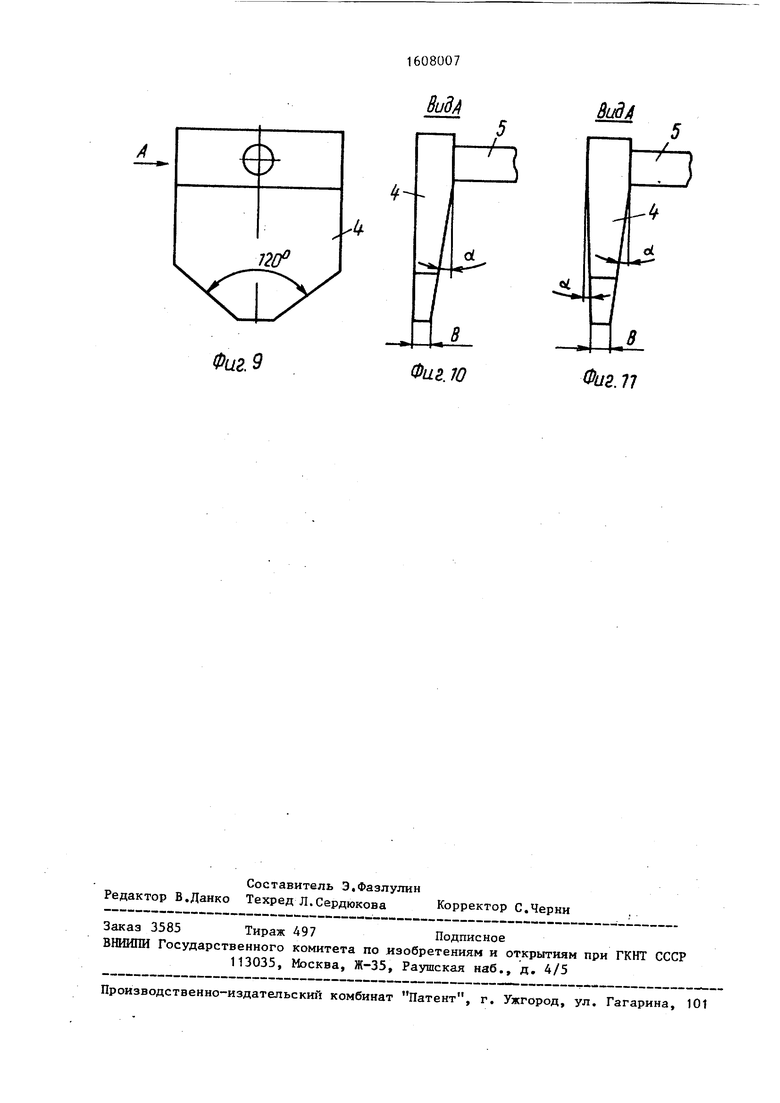
фиг.З показана заготовка, исходное сечение; на фиг.4 - то же, сечение после первого вдавливания; на фиг.5 и 6 - то же, сечение после второго и третьего вдавливания соответственно; на фиг.7 - то же, сечение перед отделением перемычки; на фиг. 8 - то же, сечение после рубки);на фиг.9- топор; на фиг.10 и 11 - конструктивное исполнение топоров, вид А на фиг.9.
Способ осуществляют следующим образом.
Заготовку 1 диаметром D (фиг.З), длиной LO зажимают губками 2 манипуО)
о
ОС
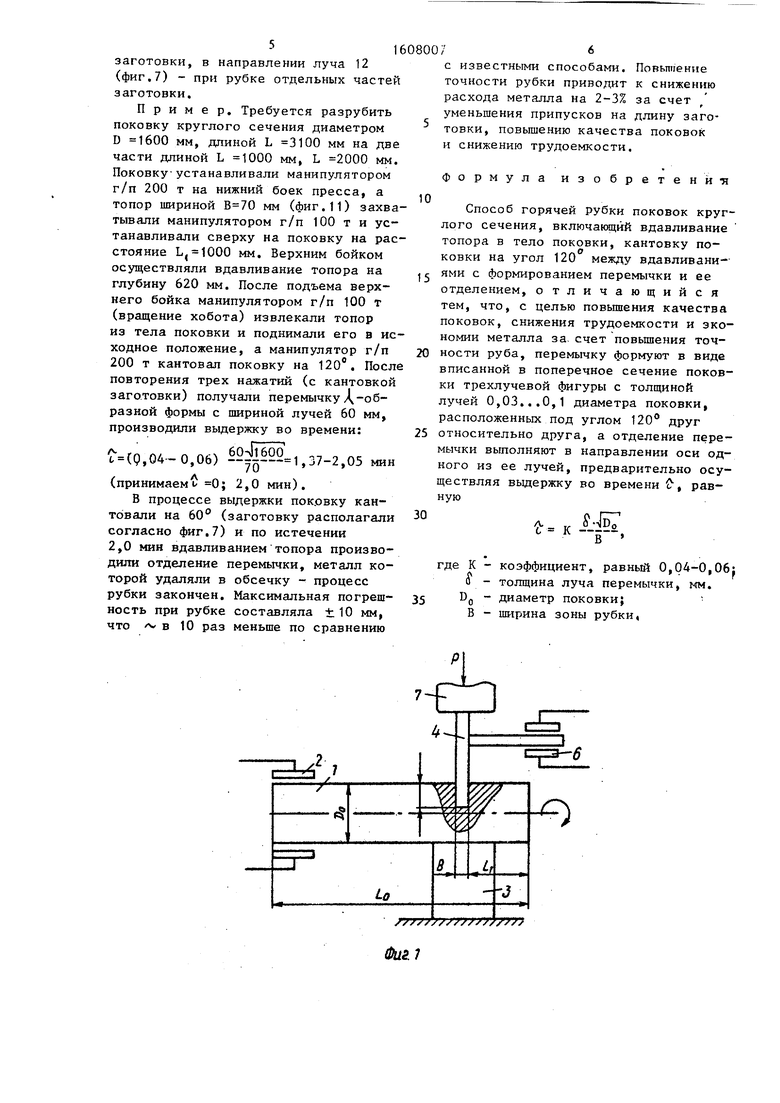
лятора и помещают на боек 3, На заготовку (на ее дпине L устанавливают топор -i, хвостовик 5 которого зажат в губки 6 другого манипулятора, и усилием Р верхнего бойка 7 внедряют топор шириной В в тело заготовки на глубину h с образованием выемки 8 (фиг.1, 4), Вращением хобота манипулятора топор извлекают из заготовки, хоботом другого манипулятора кантуют ее на 120 и повторно внедряют топор в тело заготовки с образованием выемки 9 (фиг.5), Операции с манипулированием топора и заготовки повторяют, производят третье внедрение топора в тело заготовки с образованием выемки 10 (фиг,6), В результате в плоскости руба получают перемычку в виде д-образной формы толщиной 8 , лучи 11- 13 которой расположены под углом 120 друг к другу. После выдержки во вред ., 1мени I, К --- производят отделение п
перемычки вдавливанием топора в направлении оси одного из ее лучей (фиг.6, луч 11 или фиг.7, луч 12), предварительно сместив заготовку 1 и боек 3 относительно топора 4. При этом получают отрубленную поковку 14 длиной L, (фиг.2).
Для выполнения операции рубки рекомендуется использовать топоры, две рабочих грани которого расположены под углом 120° (фиг.9), с уклоном боковых о(/ 0-2°. Топор (фиг.10) целесообразно применять при отделении концевых участков заготов-и ки, топор (фиго1) - для разделения заготовки на части.
Поскольку .-лучи, перемычки занимают все поперечное сечение, при разрубке не происходит отгиба разрубаемых частей заготовки (за счет жесткости самой перемычки), т.е. нарушение соосности исключается, в результате при отделении перемычки (вдавливанием топора в направлении оси одного из лучей) тор1ц 1 получаются ровными и проблем с установкой заготовки в вертикальное положение для осадки не существует. При осуществлении
Ж
выдержки во времени 6 К ---й- перед
В
отделением перемычки температура металла/t -образной перемычки выравнивается и согласно проведенным замерам становится на 100-150° ниже тем
пературы разделяемых частей заготовки и при последующем вдавливании топора металла перемычки полностью удаляется в отход (обсечку), так как происходит перемещение более твердой перемычки (предел прочности перемычки выше) относительно менее твердых частей заготовки в полости руба.
Экспериментально установлено, что способ успешно реализуется лишь тогда, когда величины тл Ь определяют по зависимостям
(0,03-0,1)
е (0,04-0,06).5.::
При О 0,03 DO происходит нарушение соосности разрубаемых частей за
готовки ввиду недостаточной жесткости перемычки, в результате торец получается неровный и на одном из торцев образуется заусенец. При ,1 DO из-за большого объема металла перемычки последняя полностью в обсечку не удаляется, и на торце заготовки образуется заусенец.
При
, В
разница в темпе0
5
0
5
0
5
ратурах металла перемычки и основного тела заготовки становится меньше 100 С, в результате при отделении перемычки на обоих торцах поковки
образуется заусенец. При С 0,06
разница в температурах металла перемычки и основного тела будет выше 140 С, в результате при отделении перемычки на одном из торцев поковки образуется заусенец за счет перемещения металла основного тела, увлекаемого переохлажденной перемычкой.
Существенное влияние на качество руба оказывает направление вдавдива- ния топора при отделении перемычки относительно ее лучей.
Если отделение перемычки производят строго в направлении оси одного из ее лучей (фиг.6,7), то руб получается ровным без образования заусенца на кромке поковки. При отклонении от этого направления в пределах ±1 на кромках заготовки образуется заусенец (ровньй торец сохраняется), для удаления которого требуются дополнительные трудозатраты. Внедрение топора при отделении перемычки в направлении луча 11 (фиг.6) рекомендуется применять при рубке концевых участков
VX/ / XXX
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для горячей рубки поковок | 1989 |
|
SU1657265A1 |
| Способ горячей рубки крупных поковок и инструмент для его осуществления | 1982 |
|
SU1074642A1 |
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |
| Способ изготовления пластин | 1989 |
|
SU1690933A1 |
| Инструмент для пережимки поковок | 1988 |
|
SU1551465A1 |
| Устройство для кузнечной рубки | 1982 |
|
SU1006022A1 |
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| Способ изготовления осесимметричных поковок | 1988 |
|
SU1660819A1 |
| Способ получения заготовок дисков | 1988 |
|
SU1608008A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при рубке крупных поковок круглого сечения диаметром свыше 800 мм на прессах с использованием ковочных манипуляторов. Цель изобретения - повышение качества поковок, снижение трудоемкости и экономия металла за счет повышения точности руба. Заготовку зажимают губками манипулятора и помещают на боек. На заготовку устанавливают топор, хвостовик которого зажат в губки другого манипулятора, и внедряют топор в тело заготовки. После кантовки заготовки на 120° повторно внедряют топор в тело заготовки. Операции с манипулированием топора и заготовки повторяют. Производят третье внедрение топора в тело заготовки. В результате в плоскости руба получают перемычку в виде трехлучевой фигуры, лучи которой расположены под углом 120°. После выдержки во времени по расчетной зависимости производят отделение перемычки вдавливанием топора в направлении оси одного из ее лучей. При этом получают отрубленную поковку с качественными торцовыми поверхностями и точными геометрическими размерами по длине. 11 ил.
Фа2.2
ФагЛ
Фаг. 6
Фиг.З
Фиг. 5
/5
Фа2.7
Фиг. 8
Фиг.д
ВидА
Фиг. ю
Фаг. 77
| Охрименко Я.М | |||
| Технология куз- нечно-штамповочного производства | |||
| М.: Машиностроение, 1966, с | |||
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
