Изобретение относится к обработке металлов давлением, в частности к области свободной ковки на прессах из слитков и проката, и может быть использовано в тяжелом, энергетическом машиностроении при производстве крупных поковок типа валов, роторов, валков холодной и горячей прокатки, штамповых кубиков, пластин и других поковок, у которых производится отрубка концевых отходов и клеймение в торец.
Известен способ последовательной разрезки заготовок и клеймение их торцов 1
Недостатком этого способа является низкая скорость резки, что вызывает сильное охлаждение заготовки.
Известен способ клеймения и резки заготовок, включающий операцию образования клинового паза и клеймения 2.
Недостатком этого способа является невозможность клеймения в торец крупногабаритных деталей.
Цель изобретения - расширение технологических возможностей путем обеспечения клеймения косых торцов, образующихся при рубке крупных поковок кузнечным топором.
Поставленная цель достигается тем, что согласно способу клеймения и резки заготовок, включающему операции надрезки с образованием клинового паза и последующего клеймения, клеймение производят одновременно с формированием клинового паза, а после клеймения производят оончательную резку заготовки.
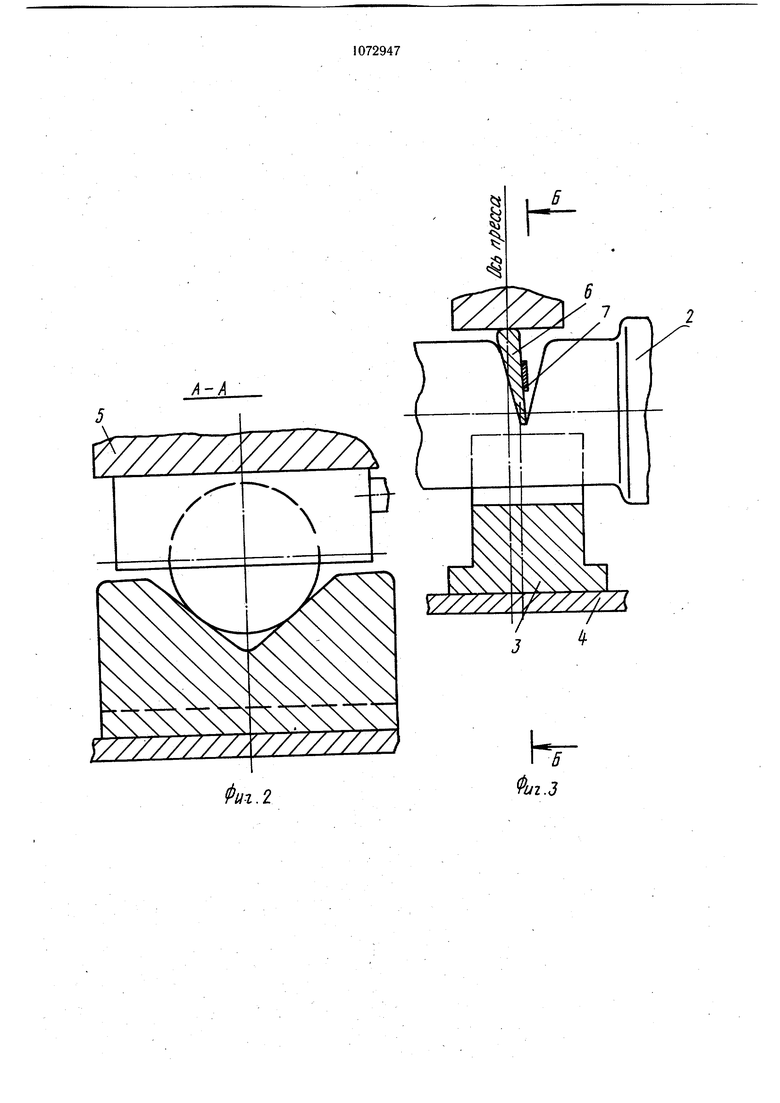
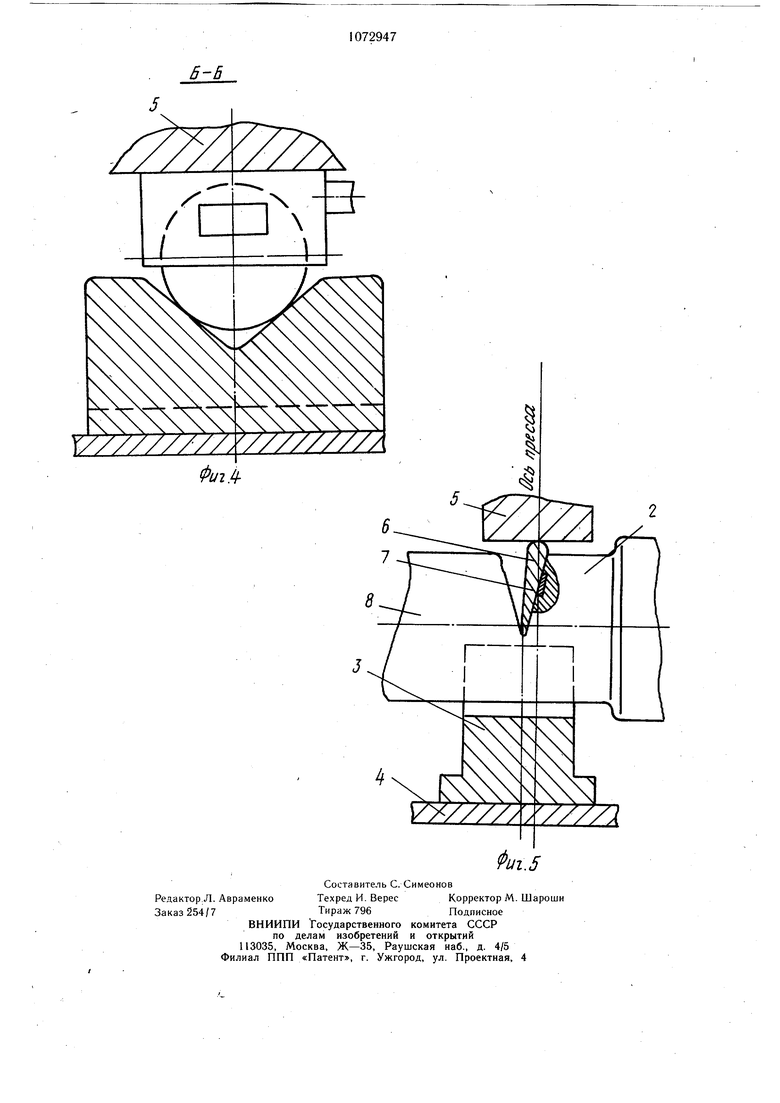
На фиг. 1 изображено предварительное образование клинового паза на заготовке инструментом для рубки; на фиг. 2 .- сечение А-А на фиг. 1; на фиг. 3 - маркировочный инструмент с набором клейм, размещенный в пазе, образованном при частичной рубке заготовки; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - конечный момент клеймения.
Способ клеймения и резки заготовок, включающий операции образования клинового паза, клеймения и окончательной резки заготовки, может быть осуществлен с использованием применяемого в действующих цехах по производству крупных поковок оборудования в следующей последовательности: кузнечный топор 1 вертикал-ьно устанавливают на поковку 2, лежащую на нижнем бойке 3, размещенном на продольо ном столе 4 пресса. Усилием верхнего бойка 5 топор 1 внедряют в поковку 2 на глубину немного более половины диаметра поковки и ходом подвижного стола 4 «впередназад раскачивают его до образования клн,д нового паза. В образовавщийся паз помещают маркировочный инструмент 6 с набором клейм 7. Маркировочный инструмент можно располагать как между топором 1 и торцом поковки 2, так и вместо топора 1. В последнем случае топор 1 извлекают из 0 полости рубки.
Кассету с набором клейм можно также располагать непосредственно на боковой поверхности топора, обращенной к подвергаемому клеймению торцу.
Верхним бойком 5 пресса поджимают маркировочный инструмент 6 и ходом продольного стола 4 пресса производят поворот маркировочного инструмента б в сторону торца поковки до тех пор, пока клей0 ма 7 не внедрятся в торец поковки. Обратным ходом продольного стола 4 производят извлечение клейм из торца поковки. Затем удаляют маркировочный инструмент 6 из паза и заканчивают рубку концевого отхода 8 с помощью инструмента для рубкиПрименение предлагаемого способа на
участке ковочного пресса сократит время обработки (клеймение и рубка) и уменьшение потери ковочного тепла под последующую термообработку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кузнечной рубки | 1976 |
|
SU590065A1 |
| Кузнечный боек | 1980 |
|
SU975169A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Устройство для ковки заготовок | 1988 |
|
SU1556804A1 |
| Инструмент для горячей рубки поковок | 1989 |
|
SU1657265A1 |
| Способ резки и клеймения заготовок | 1986 |
|
SU1494991A1 |
| Устройство для кузнечной рубки | 1982 |
|
SU1050798A1 |
| Способ горячей рубки поковок | 1988 |
|
SU1608007A1 |
| Устройство для кузнечной рубки | 1982 |
|
SU1006022A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
СПОСОБ КЛЕЙМЕНИЯ И РЕЗКИ ЗАГОТОВОК, включающий операции надрезки с образованием клинового паза и последующего клеймения, отличающийся тем, что, с целью распжрения технологических возможностей путем обеспечепия клеймения косых.торцов, клеймение производят одновременно с формированием клинового паза, а после клеймения производят окончательную резку заготовок.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КОАКСИАЛЬНАЯ СОГЛАСОВАННАЯ НАГРУЗКА | 0 |
|
SU275186A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для клеймения и резки прутка | 1976 |
|
SU605660A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
