Изобретение относится к устройствам для перестановки стеклянных изделий, -например, стаканов, с тракспортера в лер, ка/ковы-е устройства снабжень толкателям.и, подвижными в горизонтальном положении.
В предлагаемом устройстве поочерёдно работающие толкатели расположены в ряд по ширийе лера и тем последовательпо вводят в лер отдельные изделия и обеопечи1ва от одинаковый режим отжига.
Толкатели приводятся в посредством кулачков, укреплен«ых на ленте горизонтального транспортера и взаимодействующих с хвосто1виками толкателей.
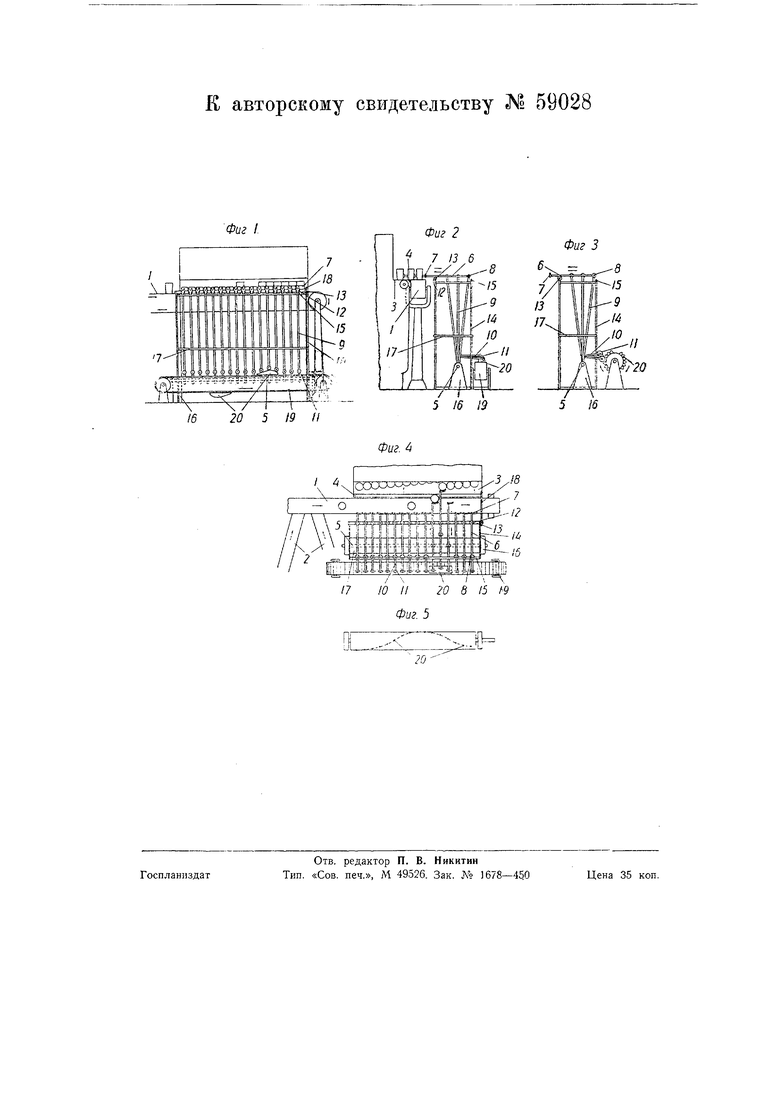
На чертеже фиг. 1 изображает вид опелели устройства для перестановки стеклянных изделий с транспортера на лер; фйг. 2 - вид его сбоку; фиг. 3- то же с пр-иводным валиком; фиг. 4 - вид его сверху; фиг. 5 - приводной вал.
Транспортеры 2, установленные около машины или полуавтоматов (фиг. 4), транопортируют стеклянные изделия к,, сборному транспортеру 1 и механически переставляют их на него.
Сборный транспортер устанавливается перпен дикулярно к движению сетки
3 лера. Скорость движеяия ленты сборного транспортера 1 быстрее,. чем лент подающих транспортеров.
Между сборным транспортером и сеткой лера прикрепляется мостик 4, через который и передвигаются изделия, например, стаканы, со сборного транспортера на сетку лера.
Толкатели 6, снабженные на конце скребками 7 и подвижные в горизонтальной плоскости, расположены в ряд по ширине лера.
Каждый толкатель соединен шарнирОМ 8 с рычагом 9, поворотно установленным на неподвижной оси 5 и снабженным хвостовиком 10, несущим ролик 11. При движении, как показано стрелками на фиг. 2, толкатель пере.мещается по ролику 12, установленному на оси 13, прикрепленной к раме 14. Чтобы при обратном движении рычаг 9 под тяжестью хвостовика 10 с роликом не опрокинулся дальше определенного расстояния, на раме 14 поставлен ограничитель-планка 15. Ось 5 вставлена в подставки 16. Во избежание отклонения рычагов 9 в сторону к раме прикреплена перемычка 17 с направляющими пазами, в которых ходят рычаги 9. Чтобы изделие (стакан) на проходило через весь транспортер 1,
, на конце последнего поставлена заградительная планка 18.
Для привода толкателей служит горизонтальный ленточный транспортер 19, к ленте которого прикреплены два кулачка 20 (фиг. 1, 2, 4). Направление движения транспортера 19 показано стрелками.
Расстояние между кулачками до-лжно соответствовать расстоянию между крайними толкателями 6 плюс расстояние, которое пройдет лента транспортера- с кулачком за время, потребное для прохождения стакана от последнего левого толкателя до заградительной планки 18.
Для привода толкателей может быть применен вал с насаженными по винтовой линии кулачками 20 (фиг. 5).
Для того, чтобы поднять по очереди хвостовики всех толкателей кулачок ленточ:ного транспортера должен пройти под всеми хвостовиками, а при распределительном: вале последний должен сделать немного меньше одного полного оборота.
Как транспортер, так и распределительный вал приводятся в движеияе
MOTOpOiM.
Изделия, например, стаканы, передвигаются транспортером 1 до заградительной планки 18, где и задерживаются. В это время хвостовик 10 правого первого толкателя под действием кулачка- 20 транспортера 19 или вала отклоняет рычаг, а последний в свою очередь передвигает в горизонтальной плоскости толкатель 6 в сторону лера и стакам скребком 7 передвигается с транспортера 1 через мостик 4 на сетку 3 лера. Передвинув стакан, толкатель 6 некоторое время задерживается в таком положении и служит для другого стакана заградительной планкой-
так работают толкатели до последнего. После подъема кулачком по-следнето- левого тОЛкателя другой кулачок на транспортере: не сразу начинает действовать на правый толкатель, а после прохода части расстояния, т. е. когда уже стакан по сборному транспортеру пройдет расстояние от последнего левого толкателя до заградительной пла-нки.
У распределительного вала между последним кулачком - левым и первым - правым кулачкоМ расстояние по окружности больше, чём между другими кулачками-. Это сделано для. того, чтобы дать возможность сборному транспортеру переместить стакан от последнего левого толкателя до заградительной планки 18.
Все устройство покрывается кожухом, ЧТО позволяет сохранить тепло, излучаемое горячими стаканами, и тем самым: избежать потерь тепла, что важпо для лера.
П р е д м е т изобретения.
1.Устройство для перестановКИ стеклянных изделий с транспортера в лер, снабженное подвижными в горизонтальной плоскости толкателями, о т л ич а ю ш е е с я тем, что, с целью последовательного ввода в лер отдельных изделий и обеспечения тем самым адинакового режима отжига, поочередно работающие толкатели б расположены в ряд по ширине лера.
2.Форма выполнения устройства по п. , отличающаяся тем, что в качестве привода для толкателей применен горизонтальный ленточный транспортер 19с укрепленными на .его ленте кулачками 20, взаимодействующими с хвостовиками толкателей 6.
Фиг I
5 16 19
3 J8
10 II 20 в /5 /-9 Фиг. 5
ISIfr
