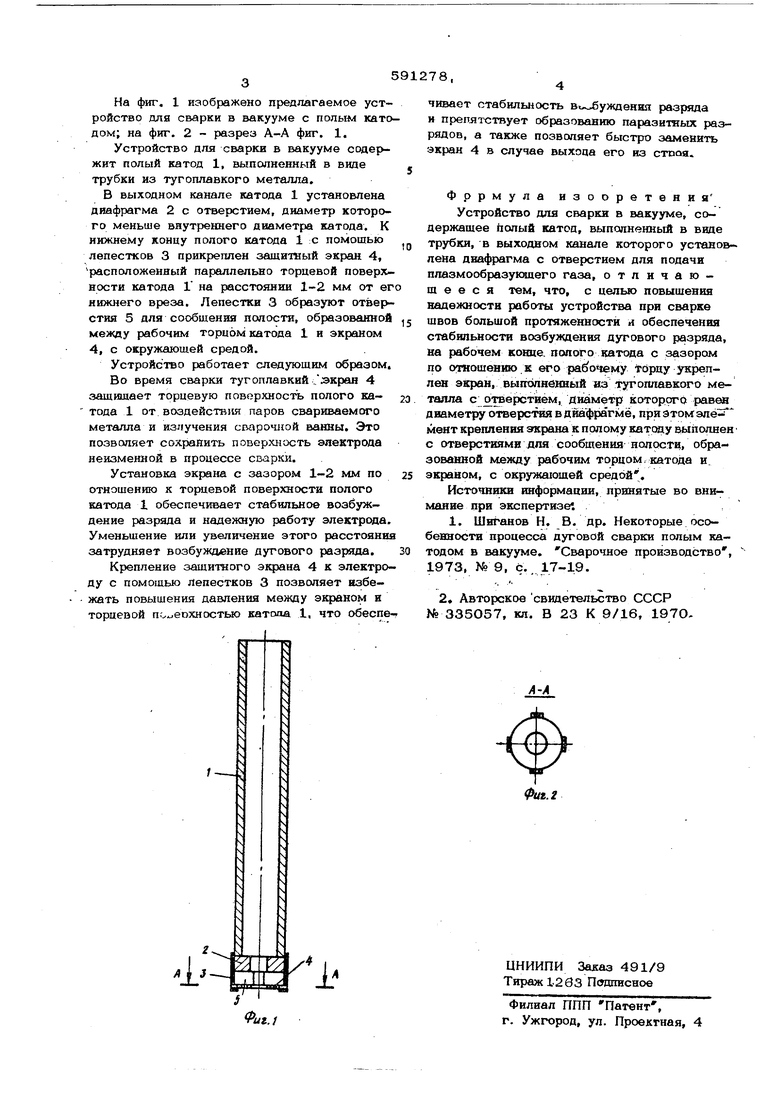
(54) УСТРОЙСТВО ДЛЯ СВАРКИ В ВАКУУМЕ На фиг. 1 изображено предлагаемое устройство для сварки в вакууме с полым като дом; на фиг. 2 - разрез А-А фиг. 1. Устройство для сварки в вакууме содержит полый катод 1, выполненный в виде трубки из тугоплавкого металла. В выходном канале катода 1 установлена диафрагма 2 с отверстием, диаметр которого меньше внутреннего диаметра катода. К нижнему концу полого катода 1 с помощью лепестков 3 прикрюплен защитный экран 4, расположенный параллельно торцевой поверхности катода Г на рассто$шии 1-2 мм от ег нижнего вреза. Лепестки 3 образуют отверстия 5 для сообщения полости, образованной между рабочим торцом катода 1 и экраном 4, с окружающей средой. Устройство работает следующим образом. Во время сварки тугоплавкий .экран 4 защищает торцевую поверхность полого катода 1 от воздействия паров свариваемого металла и излучения сварочной ванны. Это позволяет сохранить поверх юсть электрода неизменной в процессе сварки. Установка экрана с зазором 1-2 мм по отношению к торцевой поверхности полого катода 1 обеспечивает стабильное возбуждение разряда и надежную работу электрода. Уменьшение или увеличение этого (эасстояния затрудняет возбуждение дугового разряда. Крепление защитного экрана 4 к электроду с помощью Лепестков 3 позволяет нзбежать повышения давления между экраном и торцевой по- еохностью катода 1, что обеспечивает стабильность Во уждения разряда и прешп-ствует образованию паразитеых разрядов, а также позволяет быстро заменить экран 4 в случае выхода его из стпоя. Фррмула изооретения Устройство для сварки в вакууме, содержащее йолый катод, выполненный в виде трубки, в выходном канале которого установлена диафрагма с отверстием для подачи плазмообразукядего газа, отличающееся тем, что, с целью повышения вадежности работы устройства при сварке швов большой протяженности и обеспечения стабильности возбуждения дугового разряда, на рабочем конце, полого катода с зазором по отпошен1Ш к его ра очексу Торцу укреплен экран, выпшнбнный из тугоплавкого металла с таерстнем, диаметр которого равен диаметру отверстия в диафрагме, при этомзлё мент крепления экрана К полому катсшу выполнен с отверстиями для сообщения полости, образованной между рабочим торцом .катода и. экраном, с окружающей средой . Источники информации, принятые во внимание при экспертизе., 1. ШиганоБ Н. В. др. Некоторые особенности процесса дуговой сварки полым катодом в вакууме. Сварочное производство , 1973, № 9, с.. 17-19. 2, Авторское свидетельство СССР № 335057, кл. В 23 К 9/16, 1970
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки полым катодом в вакууме | 1980 |
|
SU937114A1 |
| Устройство для сварки в вакууме | 1981 |
|
SU984759A1 |
| Устройство для сварки полым катодом в вакууме | 1988 |
|
SU1687397A1 |
| Устройство для сварки неплавящимся электродом в вакууме | 1977 |
|
SU694314A1 |
| Горелка для сварки неплавящимся электродом в вакууме | 1977 |
|
SU637213A1 |
| Горелка для сварки неплавящимся электродом в вакууме | 1975 |
|
SU551136A1 |
| Многоканальный полый катод к горелкам для дуговой сварки в вакууме | 1974 |
|
SU593854A1 |
| КОММУТИРУЮЩЕЕ СИЛЬНОТОЧНОЕ УСТРОЙСТВО | 2016 |
|
RU2638954C2 |
| Горелка для сварки и наплавки в вакууме | 1977 |
|
SU642106A2 |
| Горелка для сварки и наплавки в вакууме | 1988 |
|
SU1523277A1 |
