1
I Изобретение относится к производству упрочненного листового стекла и преимущественно может бы,ть использовано на стекольных заводах при производстве закаленного листового стекла, применяемого для остекления транспорта.
Известно устройство для закалки листового стекла с помощью прямого контакта, в котором элементы, контактирующие с поверхностью стекла, выполнены в виде отдельных жестких пластин, связанных с непрерывными тяговыми элементами, надетыми на приводные барабаны
Недостаток этого устройства трудность в обеспечении равномерного контакта жестких пластин с поверхностью стеклд. Неравномерность контакта усиливается короблением пластин за счет температурных деформаций от контакта с горячим стеклом, что приводит к неравномерному охлаждению стекла по поверхности и в итоге отрицательно влияет, на качество продукции.
Известно также устройство для закалки листового стекла, содержащее контактирующие со стеклом элементы, выполненные в виде слоя теплопроводного металлического порошка, нанесенного на подложку, и привод с барабанами 2 .
В указанном устройстве металлический порошок удерживается с помощью кремнийорганической связки, которая снижает теплопроводность слоя и ухудшает качество стекла за счет снижения скорости охлаждения в процессе закалки .
Цель изобретения - повышение качества стекла.
Это достигается тем, что в известном устройстве для закалки листового стекла, содержащем установленные по
обе стороны стекла контактирующие с ним элементы, выполненные в виде слоя теплопроводного металлического порошка, нанесенного на подложку, и привод с барабанами, предусмотрены охлаждаекые магниты, установленные по обе стороны контактирующих элементов, механизмы регулирования толщины слоя порошка, причем подложка выполнена в виде эластичной ленты, а барабаны
привода - магнитными.
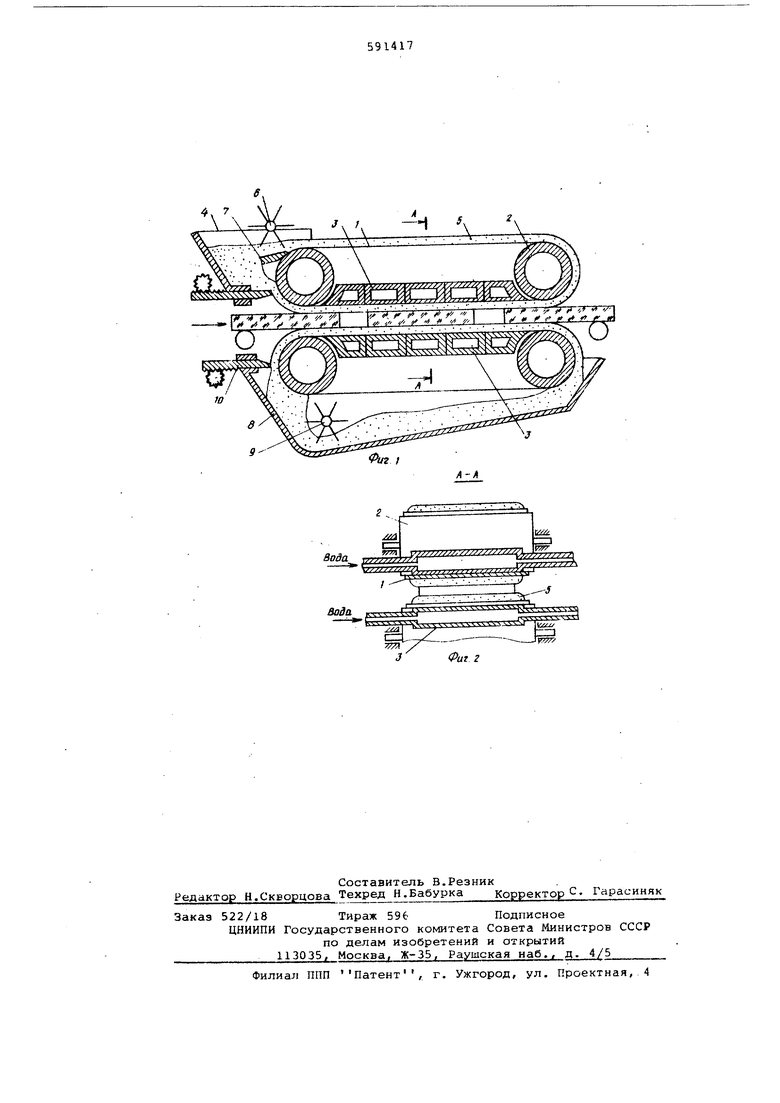
Стекло пропускается между лентами, несущими слой порошка, контактирующего со стеклом. С целью охлаждения порошка и лент, нагретых стеклом, магннты, удерживающие порошок на ленте. имеют полости, по которым прокачивается охлаждающая жидкость - преимущественно вода. После выхода стекла из установки, порошок, находившийся с ним в контакте, возвращается в С5ун кера, где окончательно охлаждается и снова поступает на ленту. На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - разрез А-А фиг. 1. Установка содержит замкнутые эластичные ленты 1, натянутые на приводные магнитные барабаны 2, между которыми в непосредственной близости от ветвей лент, обращенных к стеклу, установлены магниты 3, выполненные полыми. Верхний бункер 4 установлен у барабана, на входе в зазор между лентс1ми 1 и служит для сбора порошка 5 с верхней ленты и имеет крыльча ку 6 для перемешивания и сброса порошка с ножа 7, который может отделять порошок от ленты. Под нижней па рой барабанов установлен бункер 8 с К1Х1пьчаткой 9, имеющей возможность перемешивать и подавать пороиок в во ну действия магнитных силовых линий барабана. На верхнем бункере 4 и нижнем бункере 8 смонтированы механй31«1 10 для регулирования толщины слоя порошка 5 на эластичных лентах 1. Стекло, подлежащее закалке, проходит между эластичными лентали 1, несущими на себе слой теплогфоводного порошка 5Vрблалающего магнитными свойствами. Ст.еклЪ и порошок находятся р постоянном контакте. Ленты 1 при водятся в движение с заданной скоростью магнитными барабангми . Магнитное поле барабанов 2 притягивает порошок из бункера 4 и 8. Слой порошка при вращении барабанов и движении лен ты попадает в зону действия магнитного поля полых охлаждаемых магнитов 3 Тепло от порошка 5., нагретого -стеклом через ленты 1 и стенки полых магнитов 3, удерживающих на ленте слой порошка, отбирается охлаждающей жидковтью - преимущественно водой. Скорость охлаждения регулируется толщиной слоя порошка 5 на ленте, которая определяется егулнрующими механизмами Т.О . На выходе стекла из установки порошок захватывается магнитным полем барабанов. Находящийся на ленте, натянутой на верхние барабаны, слой порошке поднимается на верхнюю ветвь ленты, движется к бункеру 4, отделяется с помощью ножа 7 от ленты 1 и сбрасывается крыльчаткой 6 в бункер 4. Из бункера 4 порошок снова слоем заданной толщины наносится на ленту. Слой порошка, находящийся на ленте, натянутой на нижнюю пару барабанов, ссыпается в нижний бункер В, к крыльчатке 9, с помощью которой подается в зону действия магнитного барабана и вновь Наносится на ленту. В предлагаемом устройстве достигается высокая равномерность контакта охлаждающих поверхностей со стеклом, что улучшает качество стекла. Формула изобретения Устройство для закалки листового стекла, содержащее установленные по обе стороны стекла контактирующие с ним элемен гы, выполненные в виде слоя теплопрЪйоАногь металлического порошка, нанёсеиного на подложку, и привод с барабансши, : о-т л и ч а ющ е е с я тем, что, с целью повышения качества стекла, оно снабжено охлаждаемыми магнитами, установленными по обе стороны конт актирующих элементов, и механизмами регулирования толщины слоя порошка, причем подложка выполнена в виде эластичной ленты, а барабаны привода - магнитными. Источники информации, принятые во внимание при экспертизе: 1.Патент Франции 1504128, кл. С 03 в, 23.10.67. 2.Патент США 3694182,кл.65-288 ;г6.09.72.
J
Фиг )
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки листового стекла | 1976 |
|
SU607794A1 |
| СПОСОБ СМЕШИВАНИЯ ПОЛИМЕРНОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКИМ НАПОЛНИТЕЛЕМ | 2000 |
|
RU2198790C2 |
| УСТРОЙСТВО для ПРОЯВЛЕНИЯ СКРЫТОГО ЭЛЕКТРОФОТОГРАФИЧЕСКОГО ИЗОБРАЖЕНИЯ | 1968 |
|
SU207934A1 |
| УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ ПОЛИМЕРНОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКИМ НАПОЛНИТЕЛЕМ | 2000 |
|
RU2197386C2 |
| Устройство для получения магнитно- АбРАзиВНОгО пОРОшКА | 1979 |
|
SU821062A1 |
| СИСТЕМА, СПОСОБ И УСТРОЙСТВО ДЛЯ МАГНИТНЫХ ПОКРЫТИЙ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2721047C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОГО СПЛАВА | 2006 |
|
RU2348485C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМОРФНОЙ ЛЕНТЫ | 2013 |
|
RU2536846C1 |
| Машина для шлифования и обеспыливания кож | 1976 |
|
SU596623A1 |
,,j,
Води
f.
/
2
.-i;
.x...r..//
/. -- %
t
p
((r
Фиг г
