Изобретение относится к металлургии и может быть использовано при производстве нанокристаллических материалов в виде ленты, получаемой непосредственно из расплава при высоких скоростях охлаждения.
Свойства металлических материалов, получаемых в виде ленты, определяются их структурой, которая меняется от микрокристаллической, с размером зерна в несколько микрон, до аморфной, для которой характерно отсутствие химического и топологического порядка, и зависит от технологии получения. Нанокристаллическая структура является промежуточным состоянием и часто определяет их максимальные служебные параметры.
В настоящее время существует несколько технологий получения нанокристаллических металлических материалов. Одна из них - технология сверхбыстрой закалки (спиннингование) расплава на движущейся поверхности массивного диска - охладителя, в которой нанокристаллическое состояние материала достигается двумя путями:
а) нанокристаллический материал получают непосредственно после закалки расплава: увеличивая линейную скорость диска и измеряя требуемые свойства материала, находят оптимальную скорость, при которой получаются максимальные свойства материала, соответствующие реализованной при данном способе изготовления нанокристаллической структуре;
б) нанокристаллический материал получают после проведения низкотемпературного отжига: быстрозакаленную (БЗ) ленту, полученную при таких скоростях вращения закалочного диска, когда основной объем состоит из рентгеноаморфной фазы, отжигают при различных температурах и находят оптимальную температуру, при которой формируется необходимая структура, обеспечивающая максимальные рабочие свойства материала.
Недостатком первого из перечисленных подходов является то, что материал, получаемый непосредственно после закалки расплава при оптимальных скоростях диска, имеет в значительной степени неоднородную структуру по толщине ленты, что препятствует достижению максимально возможных свойств материала. Основным недостатком второго варианта изготовления материала является применение дополнительной операции температурной обработки.
В то же время при выплавке сплавов часто применяют различные виды физического воздействия на расплав в процессе его изготовления (магнитное поле, электрический ток, УЗ-колебания и т.д.). Указанные воздействия решают вопросы повышения свойств получаемых материалов или технологичности их изготовления.
Известно техническое решение по получению аморфных лент методом разливки расплава на поверхность быстро вращающегося барабана с использованием электрического тока и постоянного магнитного поля, приложенного перпендикулярно разливочному отверстию (ЕР 0386394, B22D 11/06; B22D 41/60; C21D 8/12 от 1990-09-12). В результате взаимодействия проходящего через расплав электрического тока и перпендикулярного ему магнитного поля жидкому металлу сообщается дополнительная движущая сила, способствующая выходу металла из отверстия в тигле. Применение данного воздействия в этих целях известно: работающие на этом принципе насосы называют магнитогидродинамическими, или МГД-насосами (Сциларда). О влиянии указанных воздействий на свойства аморфных сплавов данных здесь нет.
Известен способ получения аморфных лент (US 4967828, B22D 11/06; B22D 41/08 от 1990.11.06), при котором расплавленный в высокочастотном индукторе металл выливается из резервуара через прорезь сопла на поверхность охлаждающего барабана, движущегося с большой скоростью. Лента формируется в точке соприкосновения струи расплава с поверхностью закалочного диска из образовавшейся здесь лужицы расплавленного металла, являющейся локальным резервуаром, из которого непрерывно вытягивается лента. При этом для стабилизации формы лужицы расплава на барабане используется воздействие на нее механического поверхностного эффекта, вызванного переменным магнитным полем, приложенным как вдоль плоскости ленты, так и поперек. Такое воздействие ограничивается глубиной проникновения поля из-за скин-эффекта. Влияние такого воздействия на магнитные свойства БЗ-сплавов не выявлено.
Влияние тока, пропускаемого по струе расплава в момент процесса получения, на магнитные свойства БЗ магнитотвердых сплавов частично реализовано в технологии, описанной ранее (сб. трудов 19 международной школы - семинара НМММ-2004, С.В.Андреев, Н.В.Кудреватых, А.И.Козлов и др. «Магнитные свойства и структура быстрозакаленных по методу центрифуги и при наличии электрического тока в струе жидкого металла сплавов Nd-Fe-B», стр.547). Однако в этой работе представлен незначительный интервал изменения магнитных свойств в зависимости от силы и направления электрического тока, и отсутствует оптимизация условий получения БЗ-лент с максимальными магнитными свойствами.
Наиболее близким аналогом заявляемого способа является известный способ получения аморфной ленты на закалочном диске (RU 2277995, B22D 11/06, от 2005.03.02), в котором решается задача получения аморфной ленты максимальной толщины с использованием электрического тока, проходящего между расплавом и барабаном и вызывающим охлаждающий термоэлектрический эффект Пельтье. В результате скорость охлаждения пограничного слоя превышает некоторую величину, необходимую для образования аморфной структуры, и остается такой в течение всей длительности протекания тока. Воздействие тока приводит к значительному увеличению толщины слоя ленты с аморфной структурой со стороны диска по всей длине ленты. Наличие аморфной структуры в ленте при синтезе магнитотвердого материала недопустимо, поскольку при таком структурном состоянии невозможно реализовать ни по какому механизму характерный для магнитотвердых материалов магнитный гистерезис.
Заявляемое изобретение направлено на решение задачи оптимизации условий получения необходимой однородной наноструктуры в металлических быстрозакаленных лентах, обеспечивающих максимальные служебные характеристики материала.
Технический результат достигается тем, что в известном способе, включающем плавление сплава в тигле, выдавливание расплава через отверстие в тигле на поверхность вращающегося охлаждающего диска и пропускание через расплав металла и диск постоянного электрического тока, дополнительно подбирают величину плотности тока и направление его протекания (полярность) такими, чтобы изменение скорости охлаждения расплава на диске, вызванное действием тока, позволяло формировать наноструктурное состояние с требуемым размером зерна и его минимальной дисперсией для получения соответствующих максимальных свойств.
Это возможно благодаря тому, что при пропускании тока через расплав и диск, в процессе получения БЗ-ленты, в месте контакта расплава с поверхностью диска возникают термоэлектрические явления (эффекты Пельтье, Томсона), приводящие к выделению тепла при одном направлении тока и его поглощению при обратном направлении. Дополнительное выделение или поглощение тепла в месте контакта приводит к уменьшению или увеличению скорости охлаждения расплава относительно той, которая была при отсутствии тока. В зависимости от состава расплава и материала, из которого выполнена поверхность диска, оптимальные величины плотности тока и его направление, при которых достигаются максимальные термоэлектрические эффекты, различны. Поэтому для каждой скорости диска, необходимо оптимизировать условия получения материала с требуемыми свойствами
Примером эффективности способа являются технологические приемы получения методом спиннингования магнитотвердых материалов из достехиометрических сплавов системы Nd-Fe-В, где максимум магнитотвердых свойств (состояния с максимальной магнитной энергией W=(BH)max, определяемой из петли магнитного гистерезиса B=f(H)) достигается при наноразмерном (dср≈10-50 нм) состоянии основной высокоанизотропной фазы типа Nd2Fe14B и выделений магнитомягких фаз (α-Fe, Fe3B) с аналогичными размерами. При этом, чем меньше размерная дисперсия нанозерен, тем выше магнитные гистерезисные свойства этого материала (его энергоемкость). Ниже приведены результаты для сплава Nd9Fe85B6. Структуру полученных лент контролировали двумя стандартными методами: рентгенострктурным и просвечивающей электронной микроскопии. Магнитные измерения образцов лент проводили на вибрационном магнитометре в постоянном магнитном поле до 20 кЭ.
Схема устройства, реализующая предлагаемый способ, приведена на фиг.1. Здесь: 1 - тигель, 2 - нагреватель, 3 - металлический расплав, 4 - охлаждающий диск, 5 - электрод, 6 - аморфная лента, 7 - контактная щетка, 8 - источник тока. Металлический сплав помещают в тигель 1 с отверстием для стока расплава и плавят с помощью нагревателя 2. Расплавленный металл 3 выдавливают инертным газом на внутреннюю поверхность вращающегося диска 4. Электрод 5 помещают непосредственно в расплав перед самой разливкой, с которым он контактирует в течение всего времени процесса. Одновременно с попаданием струи расплава на диск 4 электрическая цепь замыкается и с источника тока 8 идет постоянный электрический ток.
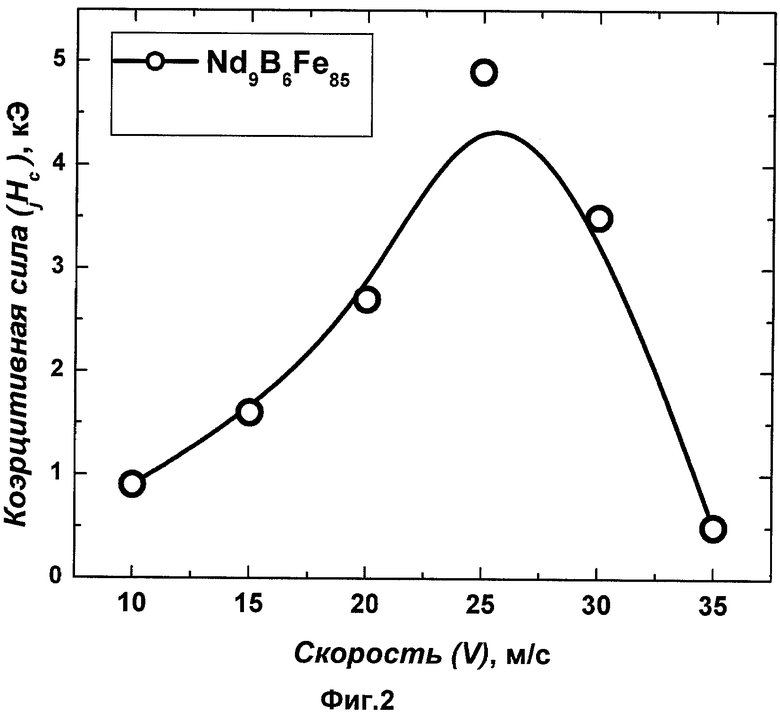
Были изготовлены БЗ-ленты из этого сплава традиционным способом спиннингования при различных линейных скоростях диска без пропускания тока. Зависимость коэрцитивной силы (Нс) материала от линейной скорости поверхности диска приведена на фиг.2. Как видно, Нс имеет максимум в области скорости 25 м/с Реализовавшаяся при этой скорости морфологическая структура показана на фиг.3,а. Там же представлены снимки структуры лент, полученных при скорости 35 м/с (фиг.3,б). Видно, что в этом случае реализуется аморфное состояние. Далее материал, полученный при скорости 35 м/с, отжигали на оптимум магнитных свойств (время отжига 5 минут). Результаты магнитных измерений образцов в зависимости от температуры отжига приведены на фиг.4. Максимальные свойства получены при температуре отжига 590°С, при этом формируется более однородная структура зерен (фиг.3,в), чем для БЗ-лент, полученных при скорости 25 м/с. Затем во время инжекции расплава при скорости движения закалочной поверхности 35 м/с по струе жидкого материала пропускали электрический ток (положительный потенциал (плюс) на барабане) различной плотности. Зависимость величины Нс материала от плотности тока приведена на фиг.5. Максимум магнитотвердых свойств реализуется при плотности тока 5 А/мм2. Микроструктура материала, полученного при такой величине плотности тока, представлена на фиг.3,г. При таком режиме закалки в материале сформировалось наноструктурное состояние с самой высокой степенью однородности зерен по размерам, то есть наблюдается наименьшая размерная дисперсия. Основные магнитные характеристики магнитотвердых материалов, полученных различными способами, приведены в таблице.
Из таблицы видно, что предлагаемый способ позволяет оптимизировать условия получения лент с максимально возможными магнитотвердыми свойствами и исключить дополнительную обработку закаленных лент в виде низкотемпературного отжига. При этом выполняются следующие операции: снимают зависимость величины Нс получаемого при закалке материала от скорости закалочного диска. Затем, используя скорость закалки, при которой реализуется аморфное состояние, снимают зависимость величины Нс от плотности тока.
Предлагаемый способ производства БЗ-лент из сплавов Nd-Fe-B позволяет получать из них порошковые наполнители для магнитопластов с высоким комплексом физико-механических свойств.
Несмотря на то что реализация способа представлена на примере получения магнитотвердого материала из сплава Nd-Fe-B, данный способ можно использовать и при получении наноматериалов из сплавов с эффектом памяти формы типа никелида титана, нанокристаллических сплавов типа Finemet и некоторых других.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОГО МАГНИТОТВЕРДОГО МАТЕРИАЛА ИЗ СПЛАВА СИСТЕМЫ (Nd, Ho)-(Fe, Co)-B | 2016 |
|
RU2650652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМОРФНОГО МАГНИТНОГО МАТЕРИАЛА | 2008 |
|
RU2406769C2 |
| СПОСОБ ПОЛУЧЕНИЯ АМОРФНОЙ ЛЕНТЫ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ МЕТОДОМ СПИННИНГОВАНИЯ | 2005 |
|
RU2277995C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ АМОРФНЫХ И НАНОКРИСТАЛЛИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ЛЕНТ ВЫСОКОСКОРОСТНОЙ ЗАКАЛКОЙ РАСПЛАВА | 2012 |
|
RU2538882C2 |
| Магнитомягкий нанокристаллический материал на основе железа | 2018 |
|
RU2703319C1 |
| СПОСОБ КОМПЛЕКСНОЙ ОБРАБОТКИ ВЫСОКОПРОЧНЫХ АМОРФНО-НАНОКРИСТАЛЛИЧЕСКИХ СПЛАВОВ | 2012 |
|
RU2492249C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОМАГНИТОКЕРАМИКИ | 2008 |
|
RU2390864C1 |
| МАТЕРИАЛ ДЛЯ РЕДКОЗЕМЕЛЬНЫХ ПОСТОЯННЫХ МАГНИТОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174261C1 |
| Магнитомягкий аморфный материал на основе Fe-Ni в виде ленты | 2022 |
|
RU2794652C1 |
| Магнитомягкий аморфный сплав на основе Fe-Co с высокой намагниченностью насыщения | 2023 |
|
RU2815774C1 |



Изобретение относится к области металлургии и может быть использовано при производстве нанокристаллических материалов в виде ленты. Для получения необходимой однородной наноструктуры в сплаве, обеспечивающей его максимальные служебные свойства, осуществляют плавление сплава в тигле, затем расплав выдавливают через отверстие в тигле на поверхность вращающегося охлаждающего диска с пропусканием постоянного электрического тока через струю расплава и охлаждающий диск, при этом изменение скорости охлаждения расплава на охлаждающем диске при пропускании тока ведут путем подбора величины плотности тока и направления его протекания для формирования наноструктурного состояния сплава с требуемым размером зерна и его минимальной дисперсией. 1 з.п.ф-лы, 1 табл., 5 ил.
| СПОСОБ ПОЛУЧЕНИЯ АМОРФНОЙ ЛЕНТЫ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ МЕТОДОМ СПИННИНГОВАНИЯ | 2005 |
|
RU2277995C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛЯ ТИПА INCONEL 718 | 2004 |
|
RU2269589C1 |
| МАГНИТНЫЙ СПЛАВ ДЛЯ ОТЖИГА В ОКИСЛИТЕЛЬНОЙ СРЕДЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1992 |
|
RU2009258C1 |
| Способ получения быстрозакаленной металлической ленты | 1980 |
|
SU1069932A1 |
| Устройство для получения металлической ленты | 1987 |
|
SU1477510A1 |

