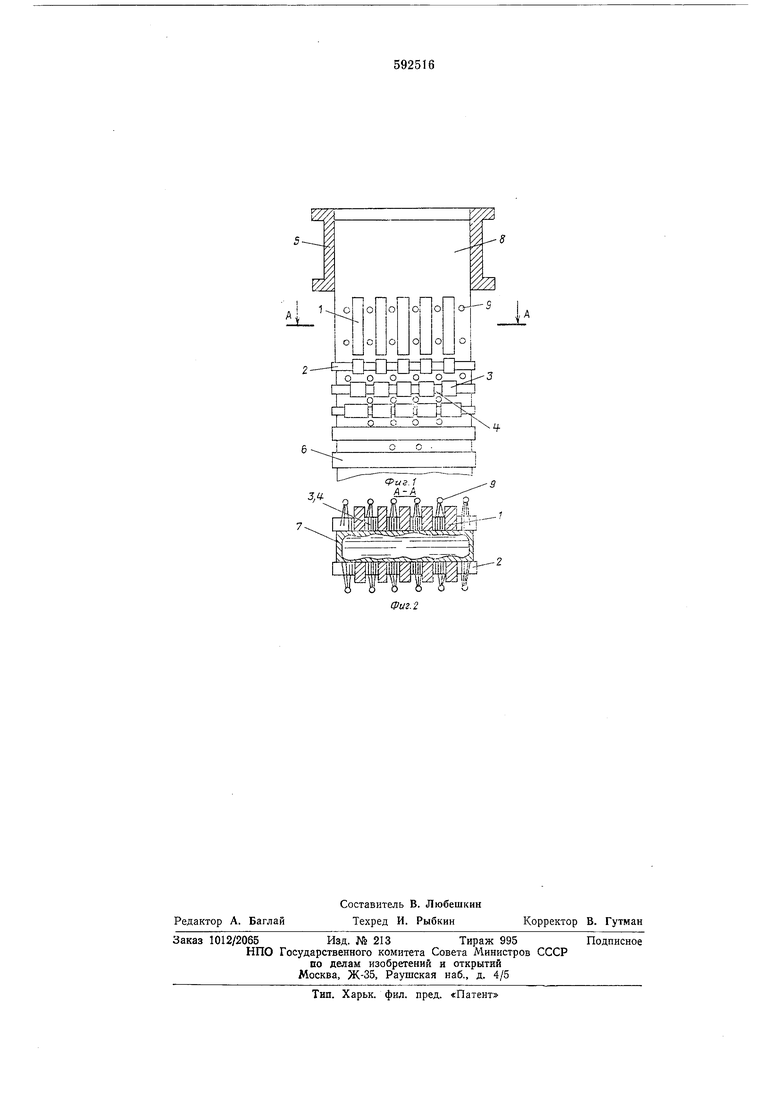
На фиг. 1 изображено устройство для вторичного охлаждения непрерывнолитых слитков; на фиг. 2 - то же, разрез по Л-Л на фиг. 1.
Устройство для вторичного охлаждения неирерывнолитых слитков состоит из брусьев 1, роликов 2 с выступами 5 и впадинами 4; кристаллизатора 5, тянущих валкоз 6, оболочки слитка 7, слитка 8, форсунок 9,
Устройство для вторичного охлаждения иепрерывиолитых слитков работает следуюш,им образом.
В процессе непрерывной разливки из кристаллизатора 5 вытягивают при помощи тянущих валков 6 слиток 8 сечением 240x1700 мм со скоростью 0,6 м/мин. В зоне вторичного охлаждения слиток поддерживается и направляется брусьями / и роликами 2. Оболоч,ка 7 слитка 8 охлаждается водой, распыливаемой форсунками 9.
В процессе разливки оболочка 7 слитка 8 претерпевает деформацию выпучивания между брусьями / под действием ферростатического давления жидкого металла в слитке 8. Оси кольцевых выступов 3 располагаются по осям брусьев L При этом щирина выступов 3 первого ролика равна ширине брусьев /. Далее щирина выступов 5 постепенно увеличивается, а щирина впадин 4 уменьшается. В конце зоны вторичного охлаждения ширина впадин сводится на нет и ролик 2 выполнен сплошным, или ширина выступа становится равной длине ролика в конце зоны вторичного охлаждения.
При этих условиях процесс деформации
прогиба выпученных участков оболочки 7 между брусьями / происходит постепенно, отсутствует резкое возрастание напряжений в слитке 8 в районе перехода от брусьев 1 к
роликам 2. Кроме того, потоки воды, распыляемые форсунками 9 в районе брусьев 1, беспрепятственно стекают вниз по слитку, не задерживаясь на роликах 2.
Применение предлагаемого устройства позволяет повысить качество слитков, снизить их брак по внутренним и наружным трещинам.
Формула изобретения
Устройство для вторичного охлаждения непрерывнолитых слитков, включающее вертикально расположенные брусья в верхней зоне вторичного охлаждения и ниже расположенные горизонтальные ролики, отличающеес я тем, что, с целью повышения качества слитков, на поверхности роликов выполнены выступы и впадины, при этом щирина впадин на верхнем ролике равна расстоянию между брусьями и уменьщается по. длине зоны вторичного охлаждения, а на последнем ролике сводится на нет.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 143209, кл. В 22 D 11/112, 1962.
2.Патент ФРГ № 1508974, кл. 31B 11/12, 1974.
3.Непрерывная разливка стали, МЧМ СССР, 1973, № 1, с. 140.
T±t:
0000 Г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| Установка непрерывной разливки металлов с криволинейной технологической осью | 1981 |
|
SU952423A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066585C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065337C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065338C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066586C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2104118C1 |
| Установка непрерывной разливки металлов | 1981 |
|
SU996074A1 |
| Способ непрерывной разливки нержавеющей стали | 1981 |
|
SU976556A1 |
| Способ непрерывной разливки металлов | 1977 |
|
SU686811A1 |