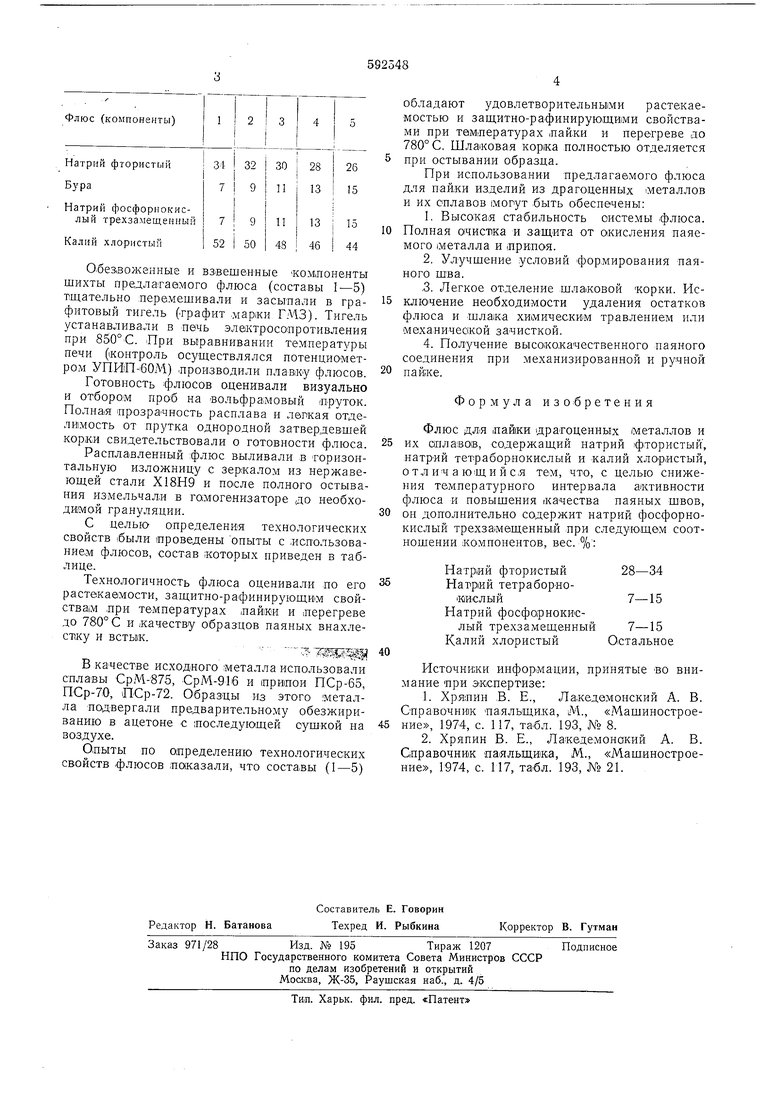
Обезвоженные и взвешенные «омлоненты шихты предла гаемого флюса (составы 1-5) тодательно .перемешивали и засыпали в графитовый тигель (трафит .марки ГМЗ). Тигель устанавлива.ли в иечь электросопротивления при 850°С. При выравнивании температуры печи ((Контроль осуществлялся потенциометром УПИП-бОМ) .производили плав1ку флюсов. Готовность флюсов оценивали визуально и отборОМ проб на вольфра;мовый л-руток. Полная прозрачность расплава и легкая отделимость от прутка однородной затвердевшей корки свидетельствовали о готовности флюса. Расплавленный флюс выливали в горизонтальную изложницу с зер.калом из нержавеющей стали Х18Н9 и после полного остывания измельчали в го;могенизаторе до необходимой грануляции. С цельЮ определения те.хнологических свойств были проведены опыты с -использованием флюсов, состав которых приведен в таблице. Технологичность флюса оценивали по его растекавмости, защитно-рафинирующим свойCTBaiM при температурах лаЙ1ки и перегреве до 780° С и качеству образцов паяных внахлеспку и встык. В качестве исходного металла испо.льзовали сплавы СрМ-875, СрМ-916 и припои ПСр-65, ПСр-ТО, ПСр-72. Образцы из этого .металла подвергали предварительному обезжириванию в ацетоне с последующей сушкой на воздухе. Опыты по определению технологических свойств флюсов наказали, что составы (1-5) обладают удовлетворительными растекаемостью и защитно-рафинирующими свойствами при температурах лай.ки и перегреве до 780° С. Шла1Кова:Я корка полностью отделяется при остывании обра.зца. При использовании предлагаемого флюса для пайки изделий из драгоценных металлов и их сплавов могут быть обеспечены: 1.Высака|Я стабильность системы флюса. Полная очистка и защита от окисления паяемого металла и лрипоя. 2.Улучшение .условий фор.мирования паяного щва. 3.Легкое отделение шлажовой корки. Исключение необходимости удаления остатков флюса и шлака химическим трав.лением или механической зачисткой. 4.Получение высококачественного паяного соединения при механизированной и ручной най;ке. Формула изобретения Флюс для лайки драгоценных металлов и их аплавов, содержащий натрий фтористый , натрИЙ тетраборнокислый и калий хлористый, отличающийся тем, что, с целью снижения температурного интервала аастивности флюса и повышения качества паяных швов, он дополнительно содержит натрий фосфорнокислый трехзамещенньш при следующем соотношении компонентов, вес. %: Натрий фтористый28-34 Натрий тетраборНо1К1ИСЛЫЙ7-15Натрий фосфО|риокиСлый трехзамещенньш7-15 Калий хлористый0|Стальное Источники информации, принятые во внимание при экспертизе: 1.Хряпин .В. Е., Лакедемонский А. В. Справочник паяльщика, М., «.Иашиностроение, 1974, с. 117, табл. 193, № 8. 2.Хряпин В. Е., Лакедемонакий А. В. Справочник паяльщика, М., «Машиностроение, 1974, с. 117, та-бл. 193, № 21.
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для пайки | 1976 |
|
SU616101A1 |
| Флюс для высокотемпературнойпАйКи | 1979 |
|
SU841872A1 |
| Припой для пайки цветных металлов | 1976 |
|
SU633693A1 |
| Флюс для пайки серебрянными припоями | 1974 |
|
SU562400A1 |
| Состав для удаления остатков канифольных флюсов после пайки | 1980 |
|
SU904949A1 |
| Флюс для пайки меди и медных сплавов | 1977 |
|
SU673408A1 |
| Припой для пайки металлов и сталей | 1990 |
|
SU1763133A1 |
| Способ пайки бериллиевой фольги | 1975 |
|
SU538836A1 |
| Флюс для высокотемпературной пайки | 1979 |
|
SU856719A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ | 2005 |
|
RU2302932C2 |
