(54) ФЛЮС ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Газообразный флюс | 1983 |
|
SU1079389A1 |
| Флюс для пайки легированных сталей и сплавов | 1980 |
|
SU937119A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЕХОДНОГО КЛАССА | 2004 |
|
RU2330747C2 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЕВЫХ СПЛАВОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2297907C1 |
| Способ пайки | 1979 |
|
SU804269A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2584357C1 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ В КОНТРОЛИРУЕМОЙ АТМОСФЕРЕ | 2011 |
|
RU2468900C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2441736C1 |
| Способ бесфлюсовой вакуумнойпАйКи B пАРАХ АКТиВНыХ МЕТАллОВ | 1979 |
|
SU829360A1 |
Изобретение относится к паяльному производству, в частности к флюсам для высокотемпературной пайки преимущественно высоколегированных сталей в застойной атмосфере инертных гзов.
Известен флюс для высокотем пературной пайки термостойких сталей содержащий вес.%:
Борная кислота 39-41 Бура7-8
Фторид кальция , 2-3 Лигатура алюминиймагний-медьО,2-0,3 Стекло Остальное Наиболее близким по составу компонентов к предлагаемому флюсу яйляется известный 2 флюс, который содержит, вес.%:
Фтоборат калия70
Тетраборнокислый натрий 30 Основным недостатком известных является пониженная активност при высокотемпературной пайке в застойной атмосфере инертных газов. В результате этого ухудшается растекание припоя и снижается качество паяных соединений при пайке высоколегированных сталей.
Цель изобретения - повышение активности флюеа.
Поставленная цель достигается тем, что флюс дополнительно содержит лигатуру алюминий-марганец-германий при следующем соотношении компонентов флюса, вес.%:
Фторборат калия: 58-60 Тетраборнокислый натрий 37-40 Алюминий0,4-0,6
5
Марганец. 0,6-0,7
Германий 1-1,7
Фторборат и Тетраборнокислый натрий вьтолняют те же функции, что и в известном флюсе, т.е. восстанавливают окисные пленки на поверхности основного материала и припоя, а также защищают припой от взаимьдействия его с продуктами реакции восстановле3
Кия окислов сложнолегированных сталей находящихся в процессе пайки.в гаэообразйом состаянии. Компоненты лигатуры, обладая высоким средством к кис Лороду, значительно повьппают активность флюса. Это способствует лучшему восстановлению окисных пленок на поверхности припоя и основного материала при пайке в застойной атмосфере иейтра льного газа. Благодаря этому обеспечивается лучшее растекание припоя и повышаются механические свойств ffSMfiaxf соединений.
Наилучшими флюсующими свойствами обладает флюс, содержащий 2-3% лига туры. При меньшее содержании Лигатуры во флюсе значительно снижае.тся его активность. Это приводит к ухудшению растекаемости и снижению механических свойств паяных соединений. При более высоком содержании лигатуры во флюсе наблюдается эрозия основного материала, за Счет взаимодействия компонентов лигатуры с основным материалом в процессе пайки.
Флюс изготавливается следующим образом.
Первоначально изготавливается лигатура системы алюминий-германий-марганец, которую выплавляют в воздушной печи сопротивления в кёршу йческом тигле под слоем флюса марки 200 ИЛИ 20 при 980-1000°С и затем измельчают до зернистости 50-10 мк. Приготовленную Лиг атуру тщйтёльно смешивают в заданной пропорции с хорошо
Высокая химическая активность разработанного флюса позволяет произво:Дить пайку конструкций из высокопрочных сложнолегировацных сталей и сплавов, работающих в условиях значительных эксплуатационных нагрузок и повьш1енных температур. Это дает возмозвкзсть снизить вес, повысить каче18724
Ьастертыми в порошок фторборатом каЬия и тетраборнокислым натрием до получения однородной массы. Перед употреблением флюс замешивают на воде или
J спирте и наносят на поверхность сое. диняемых деталей перед сборкой под пайку.
Пайка деталей с применением разработанного флюса производится в воздушной печи сопротивления в герметичном заварном контейнере,изготовленном Из стали.В контейнере создается застойная атмосфера аргона 0,3-0,9 атм для прижатия соединяемых деталей стен15 ками контейнера при воздействии на них .с наружной стороны воздушной атмосферы печи в процессе нагрева узла под пайку.
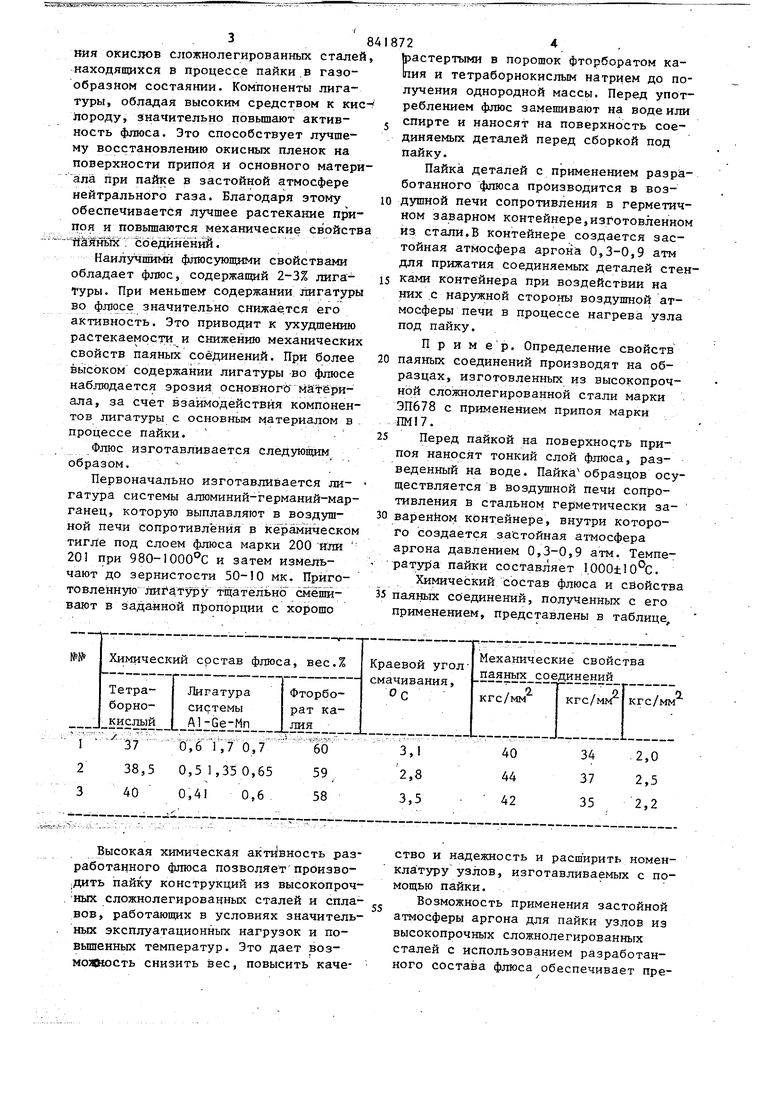
П р и м ер. Определение свойств
20 паяных соединений производят на образцах, изготовленных из высокопрочной Сложнолегированной стали марки ЭП678 с применением припоя марки Ш17.
25 Перед пайкой на поверхность припоя наносят тонкий слой флюса, разведенный на воде. Пайка образцов осуществляется в воздушной печи сопротивления в стальном герметически заваренном контейнере, внутри которого создается застойная атмосфера аргона давлением 0,3-0,9 атм. Температура пайки составляет I.OOOtlo C. Химический состав флюса и свойства
35 паяных соединений, полученньгх с его применением, представлены в таблице.
ство и надежность и расширить номенкла;туру узлов, изготавливаемых с помощью пайки.
Возможность применения застойной атмосферы аргона для пайки узлов из высокопрочных сложнолегированных сталей с использованием разработанного состава флюса обеспечивает преимущества и в технологии изготовления паяных узлов за счет исключения сложной и дорогостоящей поджимной осг настки, и значительного сокращения расхода дефицитного аргона.
Формула изобретения
Флюс для высокотемпературной пайки, преимущественно высоколегированных сталей в застойной атмосфере инертный газов, содержащий фторборат калия и тетраборнокислый натрий, отличающийся тем, ЧТО;, с целью повышения активности флюса, он дополни- тельно содержит лигатуру алюминийарганец-германий при следующем cooirощении компонентов, вес.%:
Фторборат калия 58-60 Тетраборнокислый натрий 37-40
Алюминий0,4-0,6
Марганец0,6-0,7
Германий1 1 7
Источники информации,
принятые во внимание при экспертизе
