1
Изобретение относится к области размерной электрохимической обработке и предназначено для прошивания отверстий вращающейся заготовки трубчатым инструментом.
Известно устройство для создания ироти-водавления электролита при электрохимическом прошивании отверстий в виде подиорной шайбы с установочной поверхностью по нарулшому периметру и центральным калиброванным отверстием в рабочей части для прохода инструмента и выхода электролита 1. Однако применение такого устройства при прошивании вращающейся заготовки не обеспечивает необходимого качества обработки, так как на электрохимических станках несоосность устройства и инструмента превышает оптимальный радиальный зазор в калиброванном отверстии, что приводит к значительному воздействию устройства на инструмент, к отклонению последнего от оси прошиваемого отверстия и, следовательно, к ухудшению качества обработанной поверхности.
Цель изобретения - повышение качества обработанной поверхности путем обеспечения оптимального подпора электролита без существенного воздействия подпорного устройства на инструмент.
Для этого в предлагаемом устройстве подпорная шайба выполнена в виде центральной рабочей части с калиброванным отверстием.
2
соединенной с установочной частью сплошной эластичной диафрагмой.
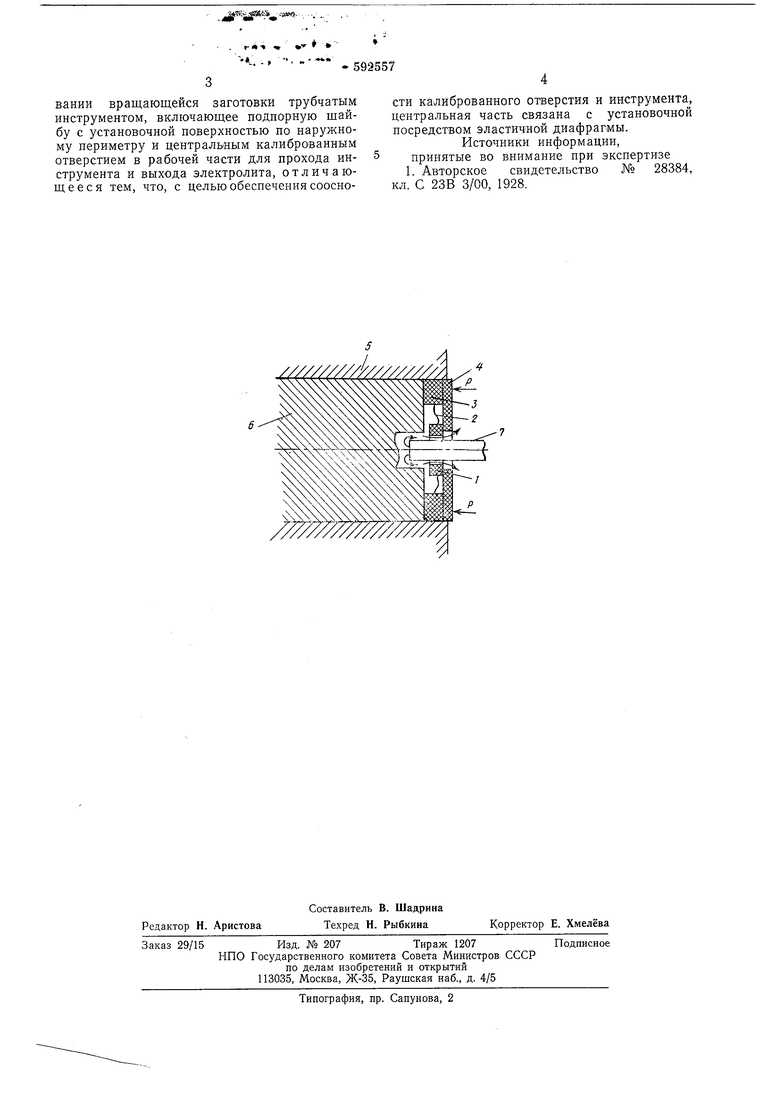
На чертеже изображено предлагаемое устройство.
Устройство включает в себя центральную рабочую часть 1 с калиброванным отверстием, эластичную диафрагму 2 и установочную часть 3.
Работа устройства осуществляется следую0щим образом.
Заготовка 4 закрепляется в силовом механизме, содержащем корпус 5 и упорную шайбу 6, фиксируемую усилиями Р. В процессе прошивания электролит, движение которого
5 показано стрелками,.после выхода из прошиваемого отверстия проходит в радиальный зазор между инструментом 7 и центральной частью 1 устройства. Несоосность установочной части 3 и инструмента 7 компенсируется
0 эластичной диафрагмой 2. Качество обработанной поверхности улучшается. Например, при прошивании отверстий диаметрами 2- 6 мм в монокристаллических сплавах ЮНДК точность повышается более чем в 2 раза и до5стигает 8 класс шероховатости.
Формула изобретен и я
Устройство для создания противодавления
0 электролита при электрохимическом цроши . - 593557
вании вращающейся заготовки трубчатым инструментом, включающее подпорную шайбу с установочной поверхностью по наружному периметру и центральным калиброванным отверстием в рабочей части для прохода инструмента и выхода электролита, отличающееся тем, что, с целью обеспечения соосности калиброванного отверстия и инструмента, центральная часть связана с установочной посредством эластичной диафрагмы.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство № 28384, кл. С 23В 3/00, 1928.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| Способ электрохимической обработки | 1986 |
|
SU1461592A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2230636C2 |
| Способ изготовления электрода-иНСТРуМЕНТА | 1972 |
|
SU814634A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| Электрод-инструмент | 1972 |
|
SU505551A1 |
| Устройство для электрохимического прошивания | 1990 |
|
SU1773615A1 |
| Устройство для электрохимической прошивки глубоких отверстий | 1989 |
|
SU1720817A1 |
| Способ получения поперечного микрошлифа | 1985 |
|
SU1280484A1 |
